Область техники, к которой относится изобретение
Изобретение относится к дисковой фрезе, в которой съемно закреплены вставки.
Уровень техники
В обычной известной дисковой фрезе, кассеты, каждая из которых снабжена пластинчатой режущей вставкой, расположены и закреплены на периферийной части корпуса фрезы, образованного в виде кольцеобразного корпуса. Режущие вставки, расположенные соответствующим образом на обоих осевых концах и в центре корпуса фрезы на его периферийной поверхности, установлены симметрично, чтобы быть смещенными в положениях резания относительно друг друга, и каждая из них прикреплена со стороны задней поверхности с использованием крепежного отверстия посредством винта с головкой. (Например, см. патентную литературу 1.)
Перечень ссылок
Патентная литература
Патентная литература 1: японская полезная модель, опубликованная под № S49-119871 (1974).
Однако в фрезе, описанной в вышеупомянутой полезной модели, так как режущие вставки, расположенные на периферийной поверхности в обоих осевых концах и в центре, смещены в положениях резания друг от друга, количество вставок, способных быть установленными на корпус фрезы, ограничено. Следовательно, возникает проблема того, что фреза не может увеличить эффективность обработки резанием вследствие отсутствия возможности увеличения количества эффективных зубьев.
Настоящее изобретение способствует решению вышеизложенной проблемы, и его задача состоит в создании дисковой фрезы, подходящей, главным образом, для прорезания пазов.
Раскрытие изобретения
Для решения вышеупомянутой проблемы, в дисковой фрезе в соответствии с настоящим изобретением, изобретение по п.1 содержит по существу дискообразный или по существу кольцеобразный корпус фрезы, две или более периферийных режущих вставки, каждая из которых имеет режущую кромку, выступающую от периферийной поверхности корпуса фрезы; и две или более угловых режущих вставки, каждая из которых имеет режущую кромку, выступающую от торцевой поверхности корпуса фрезы, при этом периферийная режущая вставка и угловая режущая вставка расположены в корпусе фрезы так, что траектории вращения режущих кромок, расположенных рядом друг с другом в периферийном направлении корпуса фрезы, вокруг центральной осевой линии корпуса фрезы перекрываются и по меньшей мере одна группа из периферийной режущей вставки и угловой режущей вставки разнесена в направлении центральной осевой линии корпуса фрезы и расположена по существу в том же положении в периферийном направлении корпуса фрезы.
Периферийная режущая вставка может быть прикреплена к корпусу фрезы посредством первой кассеты, а угловая режущая вставка, образующая пару с периферийной режущей вставкой, может быть съемно прикреплена к первой кассете посредством второй кассеты.
Вторая кассета может выступать дальше в радиальном направлении и в осевом направлении корпуса фрезы, чем первая кассета.
Дисковая фреза в соответствии с настоящим изобретением может быть выполнена с одной общей выемкой для стружки, расположенной рядом с по меньшей мере одной группой из периферийной режущей вставки и угловой режущей вставки с передней стороны в периферийном направлении корпуса фрезы.
Периферийная режущая вставка и угловая режущая вставка могут быть расположены поочередно в периферийном направлении.
Краткое описание чертежей
Фиг.1 представляет собой вид в перспективе с частичным пространственным разнесением элементов, показывающий главную часть дисковой фрезы в соответствии с вариантом осуществления, к которой применяется настоящее изобретение;
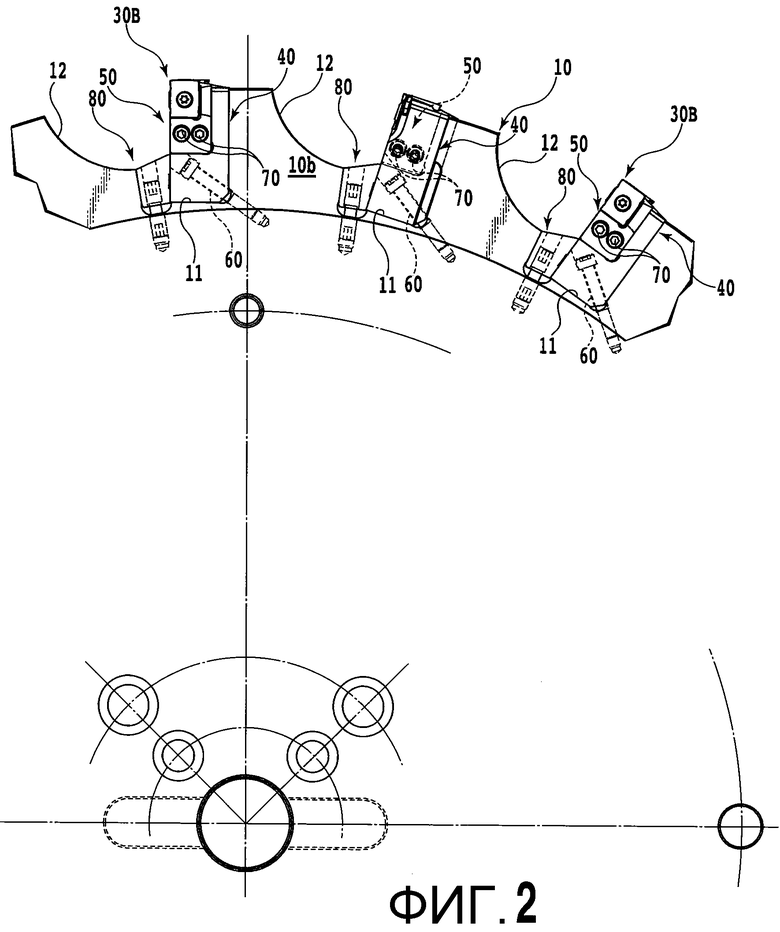
фиг. 2 представляет собой вид спереди, показывающий главную часть дисковой фрезы, показанной на фиг.1;
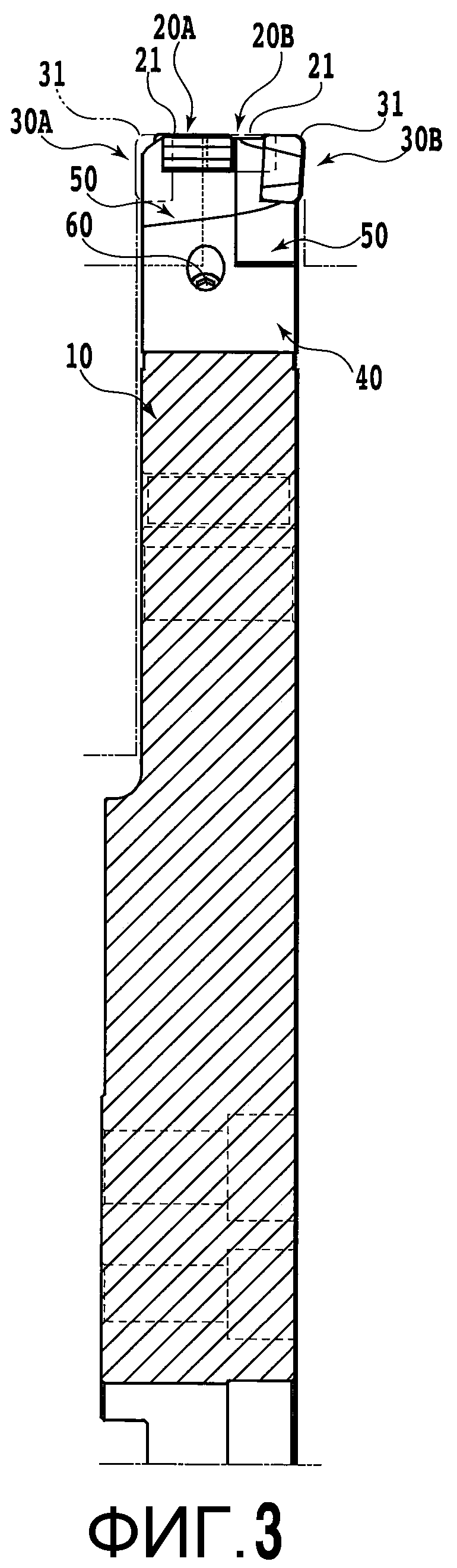
фиг.3 представляет собой вид сбоку слева, включая частичное поперечное сечение главной части дисковой фрезы, показанной на фиг.1;
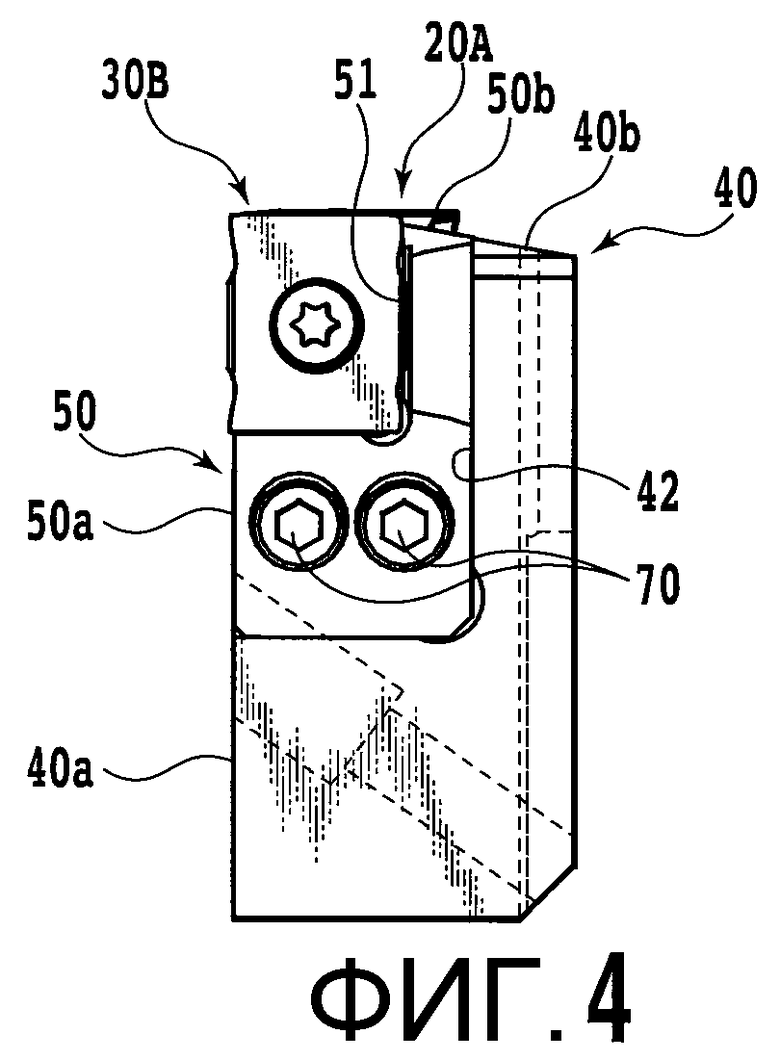
фиг. 4 представляет собой вид спереди, объясняющий состояние прикрепления периферийной режущей вставки и угловой режущей вставки к первой кассете;
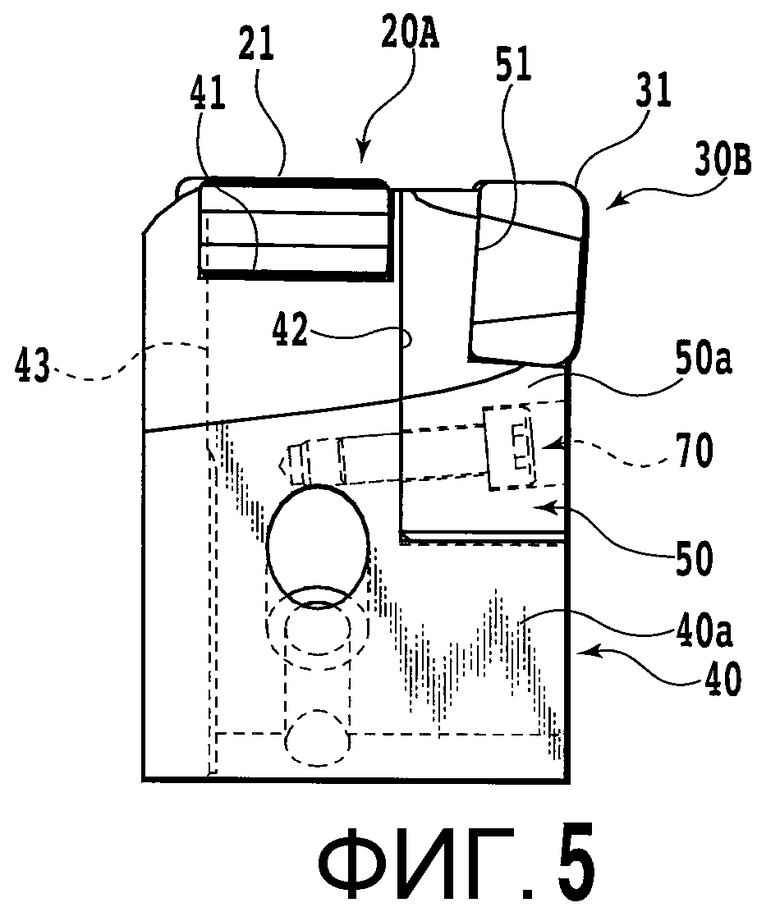
фиг.5 представляет собой вид сбоку слева, показывающий первую кассету, показанную на фиг.4;
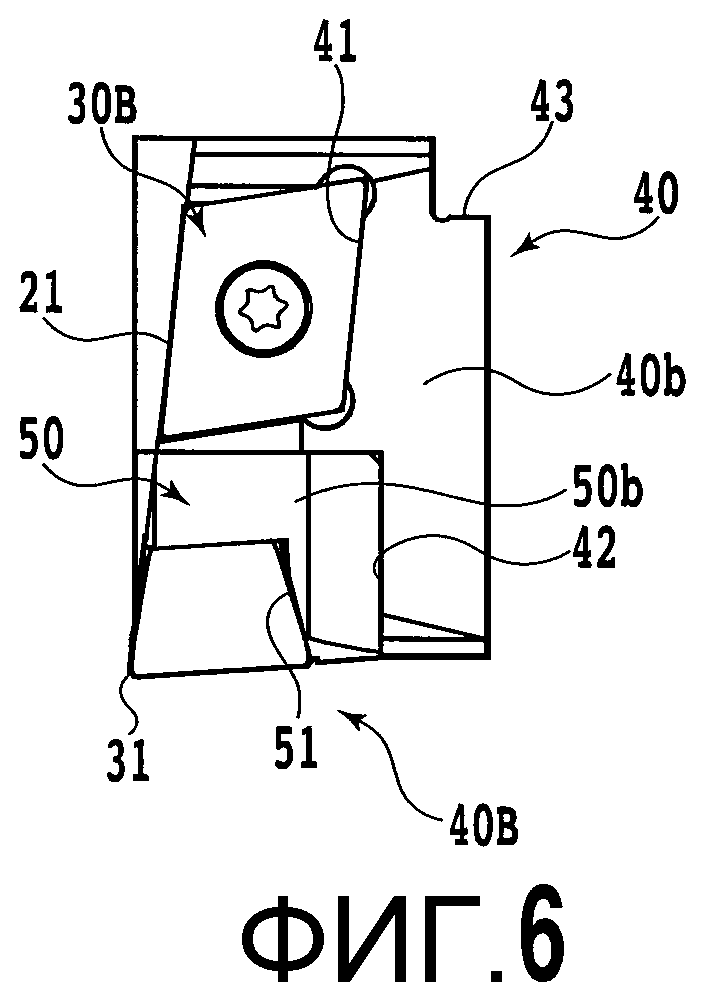
фиг.6 представляет собой вид сверху, показывающий первую кассету, показанную на фиг.4;
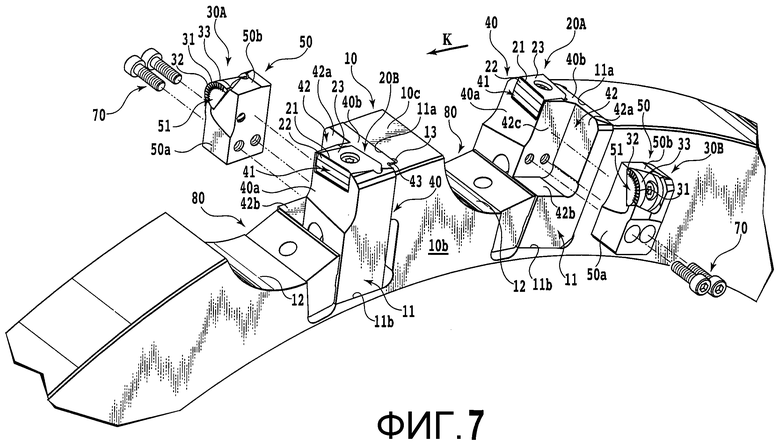
фиг.7 представляет собой вид в перспективе с частичным пространственным разнесением элементов, показывающий главную часть дисковой фрезы, к которой прикреплены другие угловые режущие вставки;
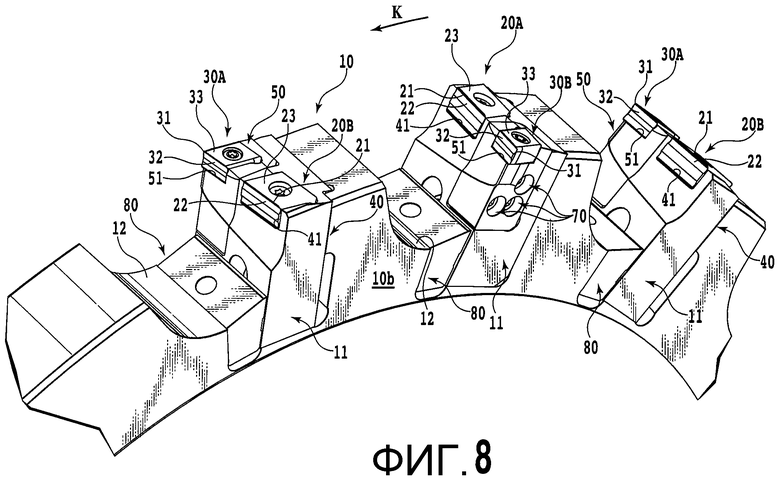
фиг.8 представляет собой вид в перспективе, показывающий главную часть во втором варианте осуществления;
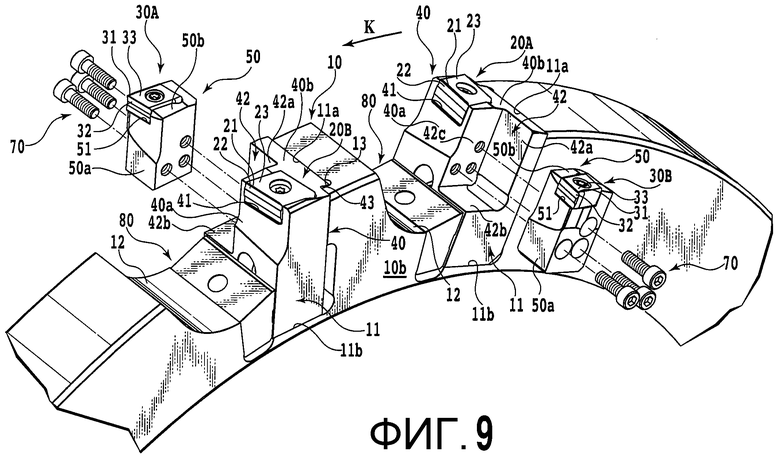
фиг.9 представляет собой вид в перспективе с частичным пространственным разнесением элементов, показывающий главную часть дисковой фрезы на фиг.8;
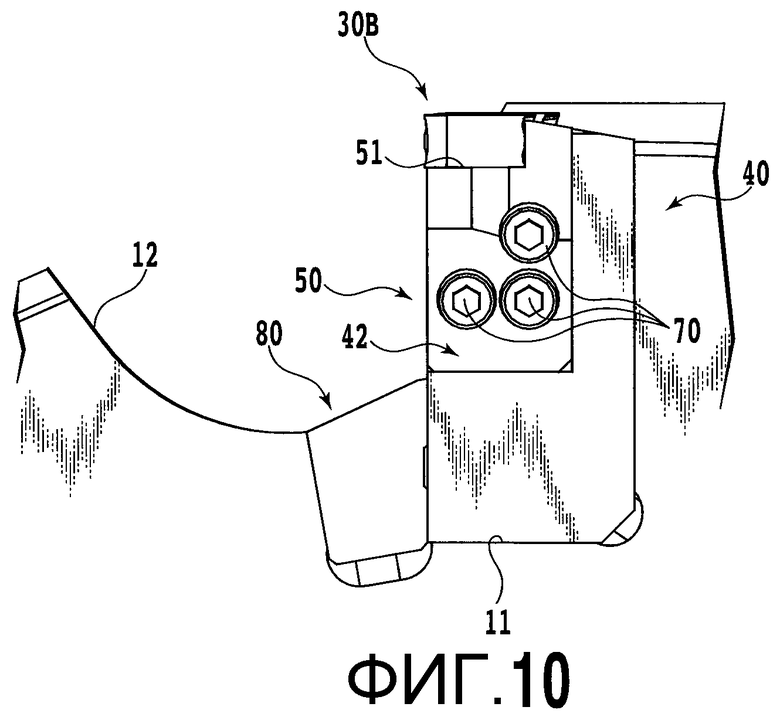
фиг.10 представляет собой вид спереди, показывающий главную часть дисковой фрезы, показанной на фиг.8;
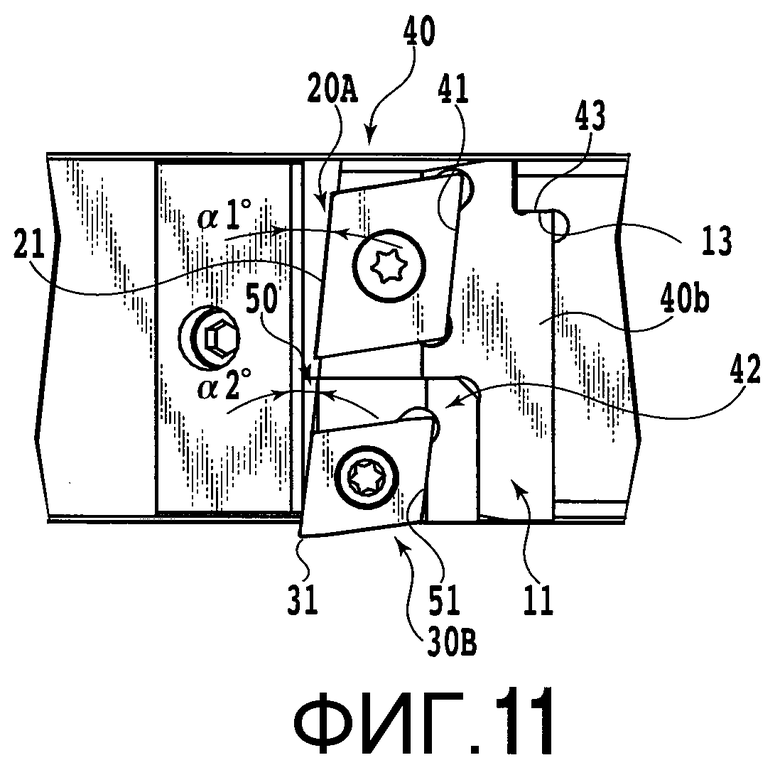
фиг.11 представляет собой вид сверху, показывающий главную часть дисковой фрезы, показанной на фиг.8; и
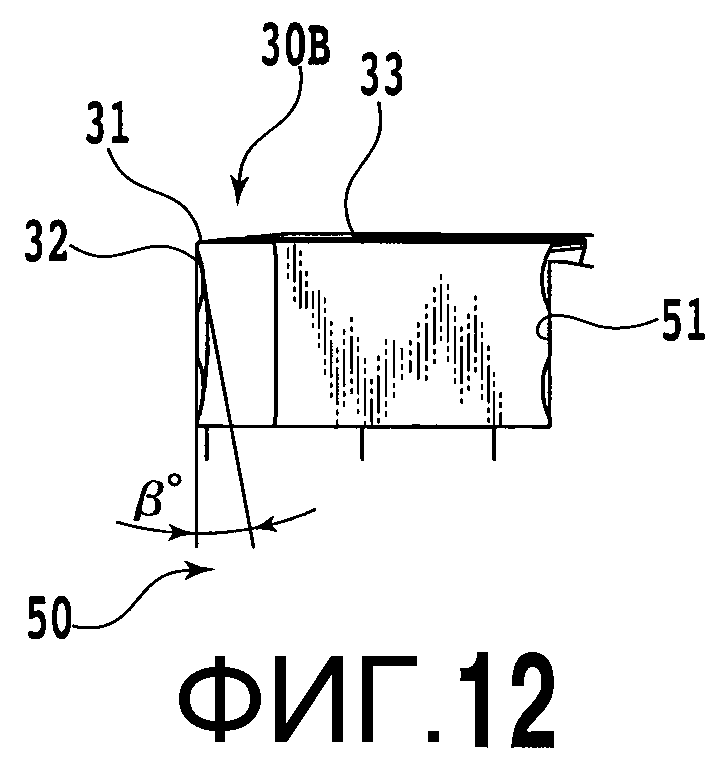
фиг.12 представляет собой вид, показывающий угловую режущую вставку (левая сторона), если смотреть с передней стороны.
Описание вариантов осуществления изобретения
В качестве варианта осуществления настоящего изобретения, дисковая фреза, к которой применяется настоящее изобретение, будет пояснена с помощью прилагаемых чертежей.
Как показано на фиг.1-3, дисковая фреза включает в себя по существу дискообразный корпус фрезы, имеющий центральную ось и множество вставок, расположенных в периферийном направлении на его периферийной поверхности 10с. Вставки включают множество периферийных режущих вставок 20 и множество угловых режущих вставок 30. Периферийная режущая вставка включает периферийную режущую кромку 21 в качестве режущей кромки, выступающей от периферийной поверхности 10с корпуса фрезы. Угловая режущая вставка 30 включает угловую режущую кромку 31 в качестве режущей кромки, обеспеченной на стороне концевой части периферийной поверхности 10с режущей кромки корпуса фрезы так, чтобы выступать от концевой части. Периферийные режущие вставки 20А и 20В установлены в периферийном направлении корпуса 10 фрезы так, чтобы располагаться поочередно и зигзагообразно между одной стороной торцевой поверхности и другой стороной торцевой поверхности корпуса 10 фрезы. Аналогичным образом, угловые режущие вставки 30А и 30В установлены в периферийном направлении корпуса 10 фрезы так, чтобы располагаться поочередно и зигзагообразно (поочередно) между одной стороной торцевой поверхности и другой стороной торцевой поверхности корпуса 10 фрезы.
Как показано на фиг.1, периферийная режущая вставка 20 выполнена по существу в форме параллелограммной пластины. Параллелограммные поверхности, в виде верхней и нижней поверхностей, образованы в качестве задних поверхностей 23, а боковые поверхности, продолжающиеся между верхней и нижней поверхностями, образованы в качестве передних поверхностей 22, при этом режущая кромка в качестве периферийной режущей кромки 21 образована на реберном участке пересечения между задней поверхностью 23 и передней поверхностью 22. Угловая режущая вставка 30 выполнена по существу в форме прямоугольной пластины. Прямоугольная поверхность, в виде верхней поверхности, образована в качестве задней поверхности 33, боковая поверхность, продолжающаяся между верхней и нижней поверхностями, образована в качестве передней поверхности 32, и режущая кромка, включающая угловую режущую кромку 31, образована на реберном участке пересечения между задней поверхностью 33 и передней поверхностью 32. Линия ребра углового участка, обеспеченного на каждом конце обеих режущих кромок, образована в виде дугообразной угловой режущей кромки 31, если смотреть в направлении, противоположном передней поверхности 32 угловой режущей вставки 30. Периферийная режущая вставка 20 и угловая режущая вставка 30 выполнены с крепежными отверстиями 24 и 34, каждое их которых проходит через верхнюю и нижнюю поверхности в направлении толщины. По меньшей мере режущая кромка каждой периферийной режущей вставки 20 и угловой режущей вставки 30 выполнена из твердого материала, например твердого сплава, металлокерамики или керамики или спеченной прессовки сверхвысокого давления, например поликристаллического алмаза или кубического нитрида бора.
Периферийная режущая вставка 20 и угловая режущая вставка 30 прикреплены к корпусу 10 фрезы посредством кассеты. Вставки 20 и 30 съемно прикреплены к кассете посредством вкручивания винтового элемента 80, например винта с потайной головкой, имеющего головку, выполненную с возможностью взаимодействия с поверхностью внутренней стенки каждого из крепежных отверстий 24 и 34, в отверстие с внутренней резьбой, выполненное в кассете. Кассета включает первую кассету 40 большего размера и вторую кассету 50 меньшего размера. Первая кассета 40 имеет ширину, по существу равную ширине корпуса 10 фрезы. Вторая кассета 50 закрепляется в углубленной части 42, образованной на боковой части первой кассеты 40.
Как показано на фиг.1, первая кассета 40 вставляется в углубленный паз 11, открытый к периферийной поверхности 10с и обеим торцевым поверхностям 10а и 10b корпуса фрезы и проходящий в направлении центральной осевой линии. Поверхность стенки углубленного паза 11, направленная в направлении К вращения фрезы, образована в качестве периферийной опорной поверхности 11а. Поверхность стенки углубленного паза 11, направленная к радиально внешней части фрезы, образована в качестве радиальной опорной поверхности 11b. Периферийная опорная поверхность 11а и радиальная опорная поверхность 11b соответствующим образом взаимодействуют и поддерживают боковые поверхности первой кассеты 40, противоположные этим опорным поверхностям, и, следовательно, первая кассета 40 располагается в направлении К вращения фрезы и радиальном направлении фрезы. Более того, поднимающаяся поверхность 13 взаимодействия, выступающая вперед в направлении К вращения фрезы, образована на периферийной опорной поверхности 11а углубленного паза 11 так, чтобы продолжаться в направлении, вертикальном относительно центральной осевой линии корпуса 10 фрезы. Поверхность 43 для взаимодействия с выемкой, выполненная с возможностью взаимодействия с поднимающейся поверхностью 13 взаимодействия, образована на боковой поверхности первой кассеты 40, взаимодействующей с периферийной опорной поверхностью 11а. Первая кассета 40 расположена точно в направлении центральной осевой линии корпуса 10 фрезы посредством обеспечения взаимодействия поверхности 43 для взаимодействия с выемкой с поднимающейся поверхностью 13 взаимодействия на периферийной опорной поверхности 11а углубленного паза. Кроме того, первая кассета 40 прикрепляется посредством винтового элемента 60, завинчивающегося в отверстие с внутренней резьбой, образованное в периферийной опорной поверхности углубленного паза 11. Винтовой элемент 60 представляет собой, например, болт с головкой под внутренний шестигранник, с головкой, устанавливающейся в кассете 40. Отверстие с внутренней резьбой наклонено относительно нормали периферийной опорной поверхности для того, чтобы быть направленным к радиально внутренней части фрезы и поднимающейся поверхности 13 взаимодействия. Первая кассета 40 прижимается к периферийной опорной поверхности, радиальной опорной поверхности и поднимающейся поверхности взаимодействия углубленного паза 11, чтобы должным образом располагаться и закрепляться. Более того, первая кассета 40, когда клиновидный элемент 90, расположенный вперед по направлению К вращения фрезы кассеты 40, закреплен в ней, прижата к периферийной опорной поверхности углубленного паза 11, чтобы прочно закрепляться на ней.
Вторая кассета 50 вставляется в углубленную часть 42, имеющую выемку на боковой поверхности первой кассеты 40, расположенной на одной стороне торцевой поверхности корпуса 10 фрезы. Поверхность стенки углубленной части 42, направленная в направлении К вращения фрезы, образована в качестве периферийной опорной поверхности 42а. Поверхность стенки, направленная к радиально внешней части фрезы, образована в качестве радиальной опорной поверхности 42b. Поверхность стенки корпуса фрезы, направленная в направлении центральной осевой линии, образована в качестве осевой опорной поверхности 42с. Опорные поверхности 42а, 42b и 42с соответствующим образом взаимодействуют и поддерживают боковые поверхности первой кассеты 40, противоположные этим опорным поверхностям, и, следовательно, первая кассета 40 размещена. Кроме того, вторая кассета 50 прикрепляется посредством двух винтовых элементов 70, завинчивающихся в отверстия с внутренней резьбой, образованные в осевой опорной поверхности 42с углубленного паза 42. Каждый из двух винтовых элементов 70 представляет собой, например, болт с головкой под внутренний шестигранник, с головкой, установленной в кассете 50. Отверстие с внутренней резьбой наклонено относительно нормали осевой опорной поверхности 42с для того, чтобы быть направленным к стороне периферийной опорной поверхности и стороне радиальной опорной поверхности, и, следовательно, вторая кассета 50 прижимается ко всем опорным поверхностям 42а, 42b и 42с, чтобы прочно закрепляться на них.
Периферийная режущая вставка 20 привинчивается посредством винтового элемента 80 в гнезде 41 для вставки, образованном на реберном участке пересечения между боковой поверхностью, направленной к радиально внешней части фрезы первой кассеты 40, и боковой поверхностью, направленной вперед по направлению К вращения фрезы. То есть периферийная режущая вставка 20 прикрепляется посредством первой кассеты 40 к корпусу 10 фрезы. С другой стороны, гнездо 51 для вставки образовано на реберном участке пересечения между боковой поверхностью, расположенной на одной стороне торцевой поверхности корпуса 10 фрезы второй кассеты 50, и боковой поверхностью, направленной вперед по направлению К вращения фрезы. Угловая режущая вставка 30 привинчивается в гнезде 51 для вставки посредством винтовых элементов 70. То есть угловая режущая вставка 30 прикрепляется к корпусу 10 фрезы посредством второй кассеты 50 и, более того, посредством первой кассеты 40. Другими словами, первая кассета 40 большого размера и вторая кассета 50 меньшего размера, прикрепленная к первой кассете 40, взаимосвязаны друг с другом.
Как описано выше, периферийные режущие вставки 20А и 20В и угловые режущие вставки 30А и 30В установлены в периферийном направлении корпуса 10 фрезы так, чтобы располагаться поочередно и зигзагообразно между одной стороной торцевой поверхности и другой стороной торцевой поверхности корпуса 10 фрезы. В случае когда периферийная режущая вставка 20А на одной стороне торцевой поверхности корпуса 10 фрезы закреплена в первой кассете 40 с одной стороны, угловая режущая вставка 30В на другой стороне торцевой поверхности закреплена во второй кассете 50, прикрепленной за одно целое к первой кассетой 40 с одной стороны. Наоборот, в случае когда периферийная режущая вставка 20В на другой стороне торцевой поверхности закреплена в первой кассете 40 с другой стороны, угловая режущая вставка 30А на одной стороне торцевой поверхности закреплена во второй кассете 50, прикрепленной за одно целое к первой кассете 40 с другой стороны. Кроме того, кассета 40 с одной стороны и кассета 40 с другой стороны поочередно закреплены в корпусе 10 фрезы в периферийном направлении в том же количестве.
Периферийная режущая вставка 20 и угловая режущая вставка 30, закрепленные в каждой первой кассете 40, расположены на расстоянии друг от друга в направлении центральной осевой линии корпуса 10 фрезы, если смотреть со стороны дисковой фрезы. Периферийная режущая вставка 20 и угловая режущая вставка 30 установлены по существу в том же положении в периферийном направлении корпуса 10 фрезы вдоль боковой поверхности, направленной вперед по направлению К вращения фрезы, первой кассеты 40 с образованием по меньшей мере группы. Более того, периферийная режущая вставка 20 и угловая режущая вставка 30 имеют одну выемку 12 для стружки, совместно образованную рядом с ними с передней стороны в направлении К вращения фрезы. Выемка 12 для стружки образована с большим размером посредством прорезания периферийной поверхности 10с корпуса 10 фрезы с углубленной криволинейной формой поверхности, углубленной внутрь. Выемка 12 для стружки открыта также к обеим торцевым поверхностям 10а и 10b корпуса 10 фрезы. Углубленная криволинейная поверхность соединена с боковой поверхностью, направленной в радиально внешнюю часть фрезы клиновидного элемента 90, расположенного рядом с первой кассетой 40 вперед по направлению К вращения фрезы. Случай, в котором периферийные режущие вставки и угловые режущие вставки (20А и 30В и 20В и 30А) установлены по существу в одинаковом положении в периферийном направлении корпуса 10 фрезы, подразумевает случай, в котором обе вставки (20А и 30В и 20В и 30А) по меньшей мере частично перекрывают друг друга в периферийном направлении (см. фиг.1 и фиг.2). Другими словами, случай, в котором периферийные режущие вставки и угловые режущие вставки (20А и 30В и 20В и 30А) установлены по существу в том же положении в периферийном направлении корпуса 10 фрезы, подразумевает случай, в котором периферийные режущие вставки и угловые режущие вставки перекрывают по меньшей мере частично друг друга, если смотреть в направлении центральной осевой линии корпуса фрезы. В частности, предпочтительно, чтобы обе вставки (20А и 30В и 20В и 30А) были расположены вдоль боковой поверхности, направленной вперед по направлению К вращения фрезы первой кассеты 40.
Дисковая фреза, описанная выше, закрепляется в главном шпинделе металлорежущего станка, вращается вокруг центральной осевой линии и подается в направлении, вертикальном относительно центральной осевой линии. Режущая кромка каждой вставки, закрепленной в корпусе 10 фрезы, контактирует с элементом, подлежащим резанию, для обработки резанием. Кроме того, дисковая фреза образует канавку в элементе, подлежащем резанию, для получения формы поперечного сечения, по существу аналогичной вращательной траектории во время вращения режущей кромки каждой вставки 20 и 30 вокруг центральной осевой линии.
В соответствии с этой дисковой фрезой, так как периферийные режущие вставки и угловые режущие вставки (20А и 30В и 20В и 30А) установлены по существу в одинаковом положении в периферийном направлении корпуса 10 фрезы, количество вставок, которые могут быть установлены в корпусе 10 фрезы, может быть увеличено. Соответственно, данная дисковая фреза может дополнительно улучшить эффективность обработки резанием посредством увеличения количества эффективных зубьев по сравнению с обычным инструментом.
В данной дисковой фрезе, периферийная режущая вставка 20 закреплена в корпусе 10 фрезы посредством первой кассеты 40, а угловая режущая вставка 30, образующая пару с периферийной режущей вставкой 20, съемно закреплена в первой кассете 40 посредством второй кассеты 50. Посредством применения такой конфигурации, реализовано расположение периферийной режущей вставки и угловой режущей вставки по существу в одинаковом положении в периферийном направлении корпуса 10 фрезы. С другой стороны, даже если имела место соответствующая попытка прикрепления периферийной режущей вставки и угловой режущей вставки к корпусу фрезы посредством разных кассет, эта попытка является трудной для осуществления вследствие снижения прочности корпуса фрезы и соответствующих кассет. Однако дисковая фреза в соответствии с данным вариантом осуществления позволяет располагать периферийную режущую вставку и угловую режущую вставку по существу в одинаковом положении в периферийном направлении корпуса фрезы без уменьшения прочности корпуса 10 фрезы, первой кассеты 40 и второй кассеты 50.
Более того, периферийная режущая вставка и угловая режущая вставка (20А и 30В и 20В и 30А) имеют одну выемку 12 для стружки, совместно образованную рядом с этими вставками с передней стороны в направлении К вращения фрезы. Следовательно, прочность и жесткость вблизи периферийной поверхности 10с корпуса фрезы увеличиваются. Более того, так как выемка 12 для стружки образована с большим размером, чтобы быть открытой к обеим торцевым поверхностям 10а и 10b корпуса фрезы, она имеет большую способность размещения стружки, образованной каждой режущей кромкой периферийной режущей вставки 20А и угловой режущей вставки 30, и беспрепятственно отводит ее наружу.
В угловой режущей вставке 30, выбран радиус кривизны угловой режущей кромки, соответствующий радиусу дугообразной части угловой части в канавке, подлежащей резанию. Дисковая фреза, проиллюстрированная на фиг.7, имеет радиус кривизны угловой режущей кромки больше, чем радиус кривизны дисковой фрезы, показанной на фиг.1. Так как такой радиус кривизны угловой режущей кромки часто изменяется в зависимости от канавки, подлежащей резанию, угловая режущая вставка 30 в результате чаще заменяется, чем периферийная режущая вставка 20. Однако извлечение корпуса 10 фрезы из главного шпинделя металлорежущего станка для замены угловой режущей вставки 30 приводит к заметному ухудшению работоспособности. Более того, так как в некоторых случаях, внешний размер угловой режущей вставки 30 изменяется в зависимости от величины радиуса кривизны угловой режущей кромки, необходимо заменить угловую режущую вставку 30 и кассету, прикрепленную к угловой режущей вставке 30, одновременно. Принимая во внимание такие обстоятельства, угловая режущая вставка 30 независимо прикрепляется ко второй кассете 50, а вторая кассета 50 дополнительно прикрепляется к корпусу 10 фрезы посредством первой кассеты 40. С этой конструкцией, при изменении радиуса дугообразной части угловой части в канавке, подлежащей резанию посредством дисковой фрезы, угловая режущая вставка 30 может быть заменена просто посредством снятия одной второй кассеты 50 меньшего размера. Даже в случае замены угловой режущей вставки 30 на угловую режущую вставку 30, имеющую другой внешний размер, требуется только заменить одну вторую кассету 50. То есть работа по замене угловой режущей вставки 30 может быть выполнена очень легко и за короткое время без извлечения корпуса 10 фрезы из главного шпинделя металлорежущего станка или снятия первой кассеты 40 большего размера с корпуса 10 фрезы, и, следовательно, работоспособность при замене угловой режущей вставки 30 может быть в значительной степени улучшена. Более того, операция по снятию второй кассеты 50 может быть выполнена в неподвижном состоянии корпуса 10 фрезы без извлечения корпуса 10 фрезы из главного шпинделя металлорежущего станка, так как винтовой элемент 70 для закрепления второй кассеты 50 может приводиться в действие со стороны торцевой поверхности корпуса 10 фрезы. Также в этом отношении может быть достигнуто улучшение работоспособности.
Предпочтительно, чтобы вторая кассета 50 выступала в радиальном направлении фрезы и в направлении центральной осевой линии больше, чем первая кассета 40. Другими словами, предпочтительно, чтобы первая кассета 40 располагалась более внутренне в радиальном направлении фрезы и в направлении центральной осевой линии, чем вторая кассета 50. Это происходит потому, что вторая кассета 40 препятствует разрушениям, например сколу угловой режущей вставки 30, выполняющей обработку резанием дугообразной части угловой части канавки, имеющей относительно высокую нагрузку, для предотвращения распространения такого повреждения на первую кассету 50. По той же причине, для предотвращения распространения повреждения на корпус 10 фрезы, предпочтительно, чтобы корпус 10 фрезы располагался более внутренне в радиальном направлении фрезы и в направлении центральной осевой линии, чем первая кассета 40.
Более того, как видно на фиг.6, предпочтительно, чтобы между периферийными режущими вставками и угловыми режущими вставками (20А и 30В и 20В и 30А), расположенными по существу в одинаковом положении в периферийном направлении корпуса 10 фрезы, соответствующие линии ребер режущих кромок были разнесены (смещены) в периферийном направлении друг от друга. Это происходит потому, что посредством смещения моментов времени относительно друг друга, когда соответствующие линии ребер режущих кромок контактируют с элементом, подлежащим резанию, точка быстрого увеличения сопротивления резанию распределяется, чтобы уменьшить нагрузки на первую кассету 40 и корпус 10 фрезы. Более того, в данной дисковой фрезе, угловая режущая кромка 31 угловой режущей вставки и периферийная режущая кромка 21 периферийной режущей вставки наклонены относительно центральной осевой линии так, чтобы быть направленными назад по направлению К вращения фрезы, таким образом, образуя положительный осевой передний угол. В результате, дополнительно к эффекту уменьшения нагрузки на первую кассету 40 и корпус 10 фрезы, посредством изменения направления сопротивления резанию на направление, пересекающееся под углом с периферийным направлением корпуса 10 фрезы, угловая режущая кромка 31 угловой режущей вставки имеет тенденцию к более легкому врезанию в элемент, подлежащий резанию, и закручивание стружки облегчается.
На фиг.8-12 показан второй вариант осуществления настоящего изобретения.
В этом варианте осуществления, положение прикрепления угловой режущей вставки 30 к корпусу 10 фрезы отличается от положения прикрепления в варианте осуществления, описанном выше. То есть, тогда как угловая режущая вставка 30 предыдущего варианта осуществления установлена так, что направление толщины расположено в направлении центральной осевой линии корпуса 10 фрезы, угловая режущая вставка 30 данного варианта осуществления установлена так, что направление толщины расположено в радиальном направлении корпуса фрезы (см. фиг.8, фиг.9 и фиг.11). Как показано на фиг.8, угловая режущая вставка 30 образована по существу в виде параллелограммной пластины и любая из пары параллелограммных поверхностей образована в качестве задней поверхности 33, а боковые поверхности, образующие одну из двух пар боковых поверхностей, проходящих между верхней и нижней поверхностями, и противоположные друг другу, образованы в качестве передних поверхностей 32. Режущая кромка образована на реберном участке пересечения между параллелограммной поверхностью в качестве задней поверхности 33 и боковой поверхностью в качестве передней поверхности 32 и включает дугообразную угловую режущую кромку 31, образованную на острой угловой части параллелограммной поверхности. Крепежное отверстие 34 образовано так, чтобы проходить через центральную часть параллелограмма в направлении толщины. По меньшей мере режущая кромка угловой режущей вставки 30 выполнена из твердого материала, например твердого сплава, металлокерамики или керамики или спеченной прессовки сверхвысокого давления, например поликристаллического алмаза или кубического нитрида бора.
Как проиллюстрировано на фиг.11, угловая режущая вставка 30 расположена в заданном положении второй кассеты 50, чтобы направлять параллелограммную поверхность в качестве задней поверхности 33 к радиально внешней части корпуса 10 фрезы и направлять боковую поверхность в качестве передней поверхности 32 по направлению К вращения фрезы. Угловая режущая кромка 31 выступает от торцевой поверхности корпуса 10 фрезы. Кроме того, угловая режущая вставка 30 съемно установлена на кассете 50 посредством вкручивания винтового элемента, вставленного в отверстие, в отверстии с внутренней резьбой, образованное во второй кассете 50.
Режущая кромка угловой режущей вставки 30 наклонена относительно центральной осевой линии корпуса 10 фрезы так, чтобы постепенно проходить назад в направлении вращения фрезы от угловой режущей кромки 31 навстречу тупоугольной угловой части параллелограммной поверхности. В результате, режущей кромке придается положительный осевой передний угол. Кроме того, как показано на фиг.12, стружколомающая канавка, образованная с углубленной криволинейной формой на вертикальном поперечном сечении режущей кромки, проходит вдоль режущей кромки передней поверхности 32 угловой режущей вставки 30. Следовательно, увеличен боковой передний угол.
Вторая кассета 50, аналогично предыдущему варианту осуществления, закреплена посредством использования винтовых элементов 70, например болтов с шестигранными отверстиями, имеющих головки, установленные во второй кассете 50, а один винтовой элемент 70 добавлен в месте, ближе к угловой режущей кромке 31 угловой режущей вставки 30, чем в предыдущем варианте осуществления, в результате изменения положения прикрепления угловой режущей вставки 30, и вторая кассета 50 закреплена посредством всего трех винтовых элементов 70.
Во втором варианте осуществления, описанном выше, посредством изменения положения прикрепления угловой режущей вставки 30 к корпусу 10 фрезы, главная составляющая силы, действующая в направлении К вращения фрезы, одинаково действует по существу на всю режущую кромку угловой режущей вставки 30. То есть главная составляющая силы действует на одну часть параллелограмма угловой режущей вставки 30 и одинаково по существу на всю боковую поверхность, соединяющуюся с другой частью, противоположной одной части и контактирующей со второй кассетой 50. Следовательно, боковая поверхность устойчиво поддерживается и ограничивается второй кассетой 50. Кроме того, главная составляющая силы действует на винтовой элемент для закрепления угловой режущей вставки 30 на обеих сторонах в направлениях центральной осевой линии корпуса 10 фрезы, таким образом, ограничивая вращение угловой режущей вставки 30 вокруг осевой линии винтового элемента. Следовательно, так как угловая режущая вставка 30 устойчиво и надлежащим образом закреплена на второй кассете 50 во время обработки резанием, ухудшение точности обработки резанием может быть ограничено.
Более того, в настоящем варианте осуществления, винтовой элемент 70 добавлен в месте, ближе к угловой режущей кромке 31 угловой режущей вставки 30, чем в предыдущем варианте осуществления, и вторая кассета 50 закреплена посредством всего трех винтовых элементов 70, таким образом, закрепляющих более прочно вторую кассету. В результате, так как угловая режущая вставка 30 надлежащим образом прикреплена к корпусу 10 фрезы, ухудшение точности обработки резанием может быть ограничено.
Настоящее изобретение не ограничивается вариантами осуществления, описанными выше, и может применяться к конструкции, в которой внутренняя периферийная вставка и угловая режущая вставка закреплены на внутренней периферийной поверхности кольцеобразного корпуса фрезы. Кроме того, периферийная режущая вставка может иметь три или более краевых линий, а в случае четырех или более краевых линий, две периферийные режущие вставки могут быть прикреплены к одной первой кассете.
Изобретение относится к машиностроению и может быть использовано в дисковых фрезах со съемными режущими вставками. Фреза содержит по существу дискообразный или по существу кольцеобразный корпус, две или более периферийных режущих вставки, каждая из которых имеет режущую кромку, выступающую от периферийной поверхности корпуса фрезы, и две или более угловых режущих вставки, каждая из которых имеет режущую кромку, выступающую от торцевой поверхности корпуса фрезы. Периферийные режущие вставки и угловые режущие вставки расположены в корпусе фрезы так, что траектории вращения периферийных режущих вставок и угловых режущих вставок, расположенных рядом друг с другом в периферийном направлении корпуса, вокруг центральной осевой линии" корпуса фрезы перекрывают по меньшей мере частично друг друга. Периферийная и угловая режущие вставки разнесены друг от друга в направлении центральной осевой линии корпуса фрезы и расположены по существу в том же положении в периферийном направлении корпуса фрезы с образованием по меньшей мере группы. Периферийная режущая вставка прикреплена к корпусу фрезы посредством первой кассеты, а угловая режущая вставка, образующая пару с периферийной режущей вставкой, съемно прикреплена к первой кассете посредством второй кассеты. Увеличивается срок службы фрезы и эффективность резания. 3 з.п. ф-лы, 12 ил.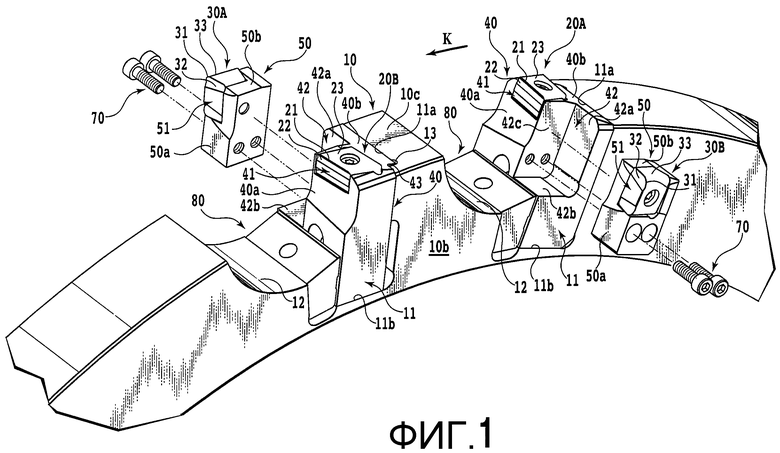
1. Дисковая фреза, содержащая, по существу, дискообразный или, по существу, кольцеобразный корпус фрезы, две или более периферийных режущих вставки, каждая из которых имеет режущую кромку, выступающую от периферийной поверхности корпуса фрезы, и две или более угловых режущих вставки, каждая из которых имеет режущую кромку, выступающую от торцевой поверхности корпуса фрезы, при этом периферийные режущие вставки и угловые режущие вставки расположены в корпусе фрезы так, что траектории вращения периферийных режущих вставок и угловых режущих вставок, расположенных рядом друг с другом в периферийном направлении корпуса фрезы, вокруг центральной осевой линии корпуса фрезы перекрывают по меньшей мере частично друг друга, периферийная режущая вставка и угловая режущая вставка разнесены друг от друга в направлении центральной осевой линии корпуса фрезы и расположены, по существу, в том же положении в периферийном направлении корпуса фрезы с образованием по меньшей мере группы, причем периферийная режущая вставка прикреплена к корпусу фрезы посредством первой кассеты, а угловая режущая вставка, образующая пару с периферийной режущей вставкой, съемно прикреплена к первой кассете посредством второй кассеты.
2. Фреза по п.1, в которой вторая кассета выступает дальше в радиальном направлении и в осевом направлении корпуса фрезы, чем первая кассета.
3. Фреза по п.1, в которой по меньшей мере одна группа из периферийной режущей вставки и угловой режущей вставки выполнена с одной общей выемкой для стружки, расположенной рядом с ними, с передней стороны в периферийном направлении корпуса фрезы.
4. Фреза по п.1, в которой периферийная режущая вставка и угловая режущая вставка расположены поочередно в периферийном направлении корпуса фрезы между одной стороной торцевой поверхности и другой стороной торцевой поверхности корпуса фрезы.
| JP 2007237302 А, 20.09.2007 | |||
| Дисковая фреза | 1991 |
|
SU1808519A1 |
| ДИСКОВАЯ ФРЕЗА | 2005 |
|
RU2283731C1 |
| ФРЕЗЕРНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА С ЕЕ ИСПОЛЬЗОВАНИЕМ | 1995 |
|
RU2125925C1 |

