Изобретение относится к измерительной технике, в частности к адгезиометрии, и может быть использовано в исследовательской и технологической практике для определения адгезионной прочности покрытий фторопластом-4МБ.
Известен стандартный способ изготовления образца для определения адгезионной прочности методом нормального отрыва, описанный в ГОСТ 209-75.
Недостатком способа является то, что он не может быть применен для определения адгезионной прочности покрытий фторопластом-4МБ, так как предназначен для определения прочности связи материалов, в частности резин, закрепленных двумя сторонами на металлических поверхностях с помощью клеев или других методов закрепления.
Известен также способ изготовления образца для определения адгезионной прочности пленок или покрытий, прилипших к субстрату (подложке) одной стороной, основанный на использовании двух металлических цилиндров, из которых один цилиндр, являющийся основным, имеет исследуемую пленку или покрытие. Второй цилиндр, являющийся вспомогательным, приклеивают к поверхности исследуемой пленки или покрытия [Зимон А.Д. Адгезия пленок и покрытий. - М.: «Химия», 1977].
Недостатком этого способа является то, что он может быть применен только в том случае, когда адгезионная прочность пленки или покрытия к субстрату (подложке) будет меньше, чем к вспомогательному цилиндру. В случае, когда в качестве покрытия применяется покрытие фторопластом-4МБ, обладающим высокими антиадгезионными свойствами, низким значением поверхностной энергии и химической инертностью, невозможно подобрать клей, который бы обеспечил адгезионную прочность клеевого шва между субстратом (металлом вспомогательного цилиндра) и поверхностью покрытия, большую, чем адгезионная прочность исследуемого покрытия. Поэтому этот способ также не может быть применен для определения адгезионной прочности покрытий фторопластом-4МБ.
Предлагаемый способ изготовления образца для определения адгезионной прочности покрытий фторопластом-4МБ методом нормального отрыва заключается в применении двух металлических деталей цилиндрической или грибковой формы, между торцами которых помещают исследуемое покрытие фторопластом-4МБ, отличающийся тем, что покрытие фторопластом-4МБ, толщиной, равной половине толщины исследуемого покрытия, наносят на торцовую поверхность каждой детали, затем осуществляют контакт деталей торцами с покрытием и соединяют их путем сварки покрытий. При этом сварку покрытий производят при температуре плавления фторопласта-4МБ, но не превышающей температуры формирования (температуры оплавления) покрытия фторопластом-4МБ, а контакт между деталями в процессе сварки покрытий осуществляют без наложения давления.
Схема изготовления образца для определения адгезионной прочности покрытий фторопластом-4МБ по предлагаемому способу приведена на чертеже:
а - детали 1 с покрытием 2 фторопластом-4МБ;
б - сборка деталей;
в - соединение деталей путем сварки покрытий;
г - готовый образец.
Способ изготовления образца заключается в следующем: на торцовую поверхность каждой детали 1 наносят покрытие 2 фторопластом-4МБ толщиной, равной половине толщины исследуемого покрытия. Детали собирают в устройстве 3, обеспечивающем контакт, соосность и концентричность торцов деталей 1 с покрытием 2. Затем осуществляют соединение деталей 1 путем сварки покрытий 2. Для этого устройство 3 с деталями 1 нагревают до температуры плавления фторопласта-4МБ. При этом для исключения влияния процесса сварки на адгезионную прочность покрытий 1 температура нагрева устройства 3 с деталями не должна превышать температуры формирования покрытий 2, а контакт между деталями 1 осуществляют без наложения давления. Процесс сварки заканчивают через 40 минут. Затем устройство 3 с деталями охлаждают до комнатной температуры, после чего из устройства 3 извлекается готовый образец г с исследуемым покрытием 4.
В процессе сварки происходит аутогезионное соединение покрытий каждой детали с последующим взаимным проникновением молекул материала покрытий этих деталей, размыванием границ между покрытиями, сопровождающееся переходом аутогезии в когезию. В результате толщина готового исследуемого покрытия 4 в готовом образце г равняется сумме толщин покрытий 2 на исходных деталях 1.
Когезионная прочность покрытия 4 в полученном по предлагаемому способу образце будет превышать его адгезионную прочность. Температура сварки не влияет на адгезионную прочность, так как она не превышает температуру формирования покрытий в деталях 1.
В связи с тем, что контакт деталей с покрытиями в процессе сварки осуществляют без наложения давления, выступания материала покрытия за пределы зоны контакта не происходит. Это обстоятельство позволяет обеспечить толщину исследуемого покрытия, а также легко извлекать готовый образец г из устройства 3.
Таким образом, предлагаемый способ позволяет изготовить образец для определения адгезионной прочности покрытия фторопластом-4МБ методом нормального отрыва.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2009 |
|
RU2411488C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ АДГЕЗИОННОЙ ПРОЧНОСТИ СЦЕПЛЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ С МЕТАЛЛИЧЕСКОЙ ОСНОВОЙ | 2018 |
|
RU2682109C1 |
| Способ нанесения антифрикционных покрытий | 1987 |
|
SU1533841A1 |
| Способ металлизации керамики | 1979 |
|
SU833884A1 |
| АНТИПРИГАРНОЕ, АНТИАДГЕЗИОННОЕ, ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ | 2004 |
|
RU2256681C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ АДГЕЗИИ ГАЗОТЕРМИЧЕСКОГО ПОКРЫТИЯ | 1995 |
|
RU2084868C1 |
| Способ восстановления титановых деталей | 2019 |
|
RU2742861C2 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ С ПОКРЫТИЕМ | 2014 |
|
RU2600152C2 |
| Устройство для определения адгезионных сил взаимодействия на отрыв в образце полимер-промежуточный слой-подложка | 2024 |
|
RU2823444C1 |
| Устройство для определения адгезионной прочности покрытий | 1990 |
|
SU1797017A1 |
Изобретение относится к измерительной технике, в частности к адгезиометрии, и может быть использовано для определения адгезионной прочности покрытий фторопластом-4МБ. Целью изобретения является разработка способа изготовления образца для определения адгезионной прочности покрытий фторопластом-4МБ методом нормального отрыва. Способ заключается в том, что покрытие фторопластом-4МБ наносят на торцовую поверхность каждой детали, затем осуществляют контакт деталей торцами с покрытием и соединяют между собой путем сварки покрытий, при этом сварку покрытий производят при температуре плавления фторопласта-4МБ, но не выше температуры формирования покрытия фторопластом-4МБ, а контакт между деталями в процессе сварки покрытий осуществляют без наложения давления. 1 ил.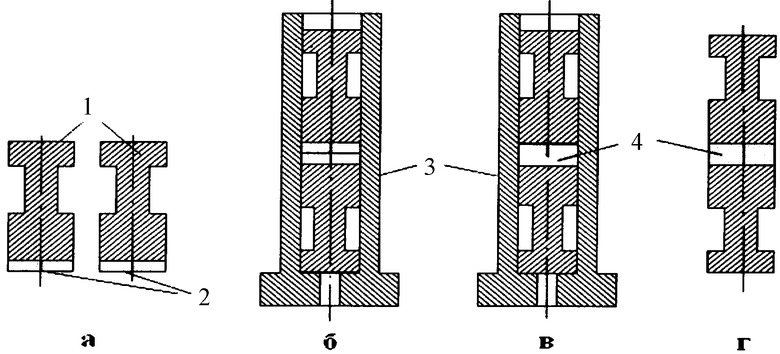
Способ изготовления образца для определения адгезионной прочности покрытия фторопластом-4МБ на металлах методом нормального отрыва, заключающийся в применении двух металлических деталей цилиндрической или грибковой формы, между торцами которых помещают исследуемое покрытие фторопластом-4МБ, отличающийся тем, что покрытие фторопластом-4МБ наносят на торцовую поверхность каждой детали, затем осуществляют контакт деталей торцами с покрытием и соединяют между собой путем сварки покрытий, при этом сварку покрытий производят при температуре плавления фторопласта-4МБ, но не выше температуры формирования покрытия фторопластом-4МБ, а контакт между деталями в процессе сварки покрытий осуществляют без наложения давления.
| Способ изготовления образца для определения адгезионной прочности на отрыв | 1981 |
|
SU993107A1 |
| RU 2063876 C1, 20.07.1996 | |||
| Антифрикционная самосмазывающаяся композиция | 1982 |
|
SU1054381A1 |
| Способ определения адгезионной прочности соединений материалов | 1990 |
|
SU1702256A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СЦЕПЛЕНИЯ ПЛАКИРУЮЩЕГО СЛОЯ С ОСНОВНЫМ МАТЕРИАЛОМ | 1991 |
|
RU2073848C1 |

