Изобретение относится к области количественной оценки адгезии полимеров к твёрдым поверхностям из различных материалов, что представляет большой интерес для решения ряда научных и технических проблем. Оно может быть использовано при решении задач, связанных с формированием изделий аддитивным технологическим процессом печати на подложке по ГОСТ Р 57589-2017. Изделия, полученные таким методом, широко используются в различных областях. Устройство применимо для испытания образцов, полученных путем соединением в нём различных материалов к заготовке преимущественно сложной геометрии, изготовленных по FDM-технологии на нормальный отрыв.
Существует проблема прочного удержания изделия на подложке в процессе его формирования. Отрыв печатаемого изделия от платформы построения 3D принтера в процессе печати приводит к неустранимому браку. Изделие, полученное FDM печатью, в основном имеет сложную геометрию и формируется из термопластичных полимеров, т.е. аддитивным технологическим процессом с использованием метода экструзии (раздел 6.2.5 ГОСТ 57589-2017). Таким образом, необходимо выбрать материал промежуточного слоя и подложки под каждый материал изделия, чтобы решить проблему удержания изделия на подложке при помощи адгезива. Следовательно, использовать всякий раз изделие для испытания на адгезионную прочность взаимодействия их контактных поверхностей дорого, сложно и нет гарантии, что будет реализован известными устройствами адгезионный тип разрушения между опорой, промежуточным слоем и изделием. Когезионный же тип разрушения препятствует решению проблемы и является артефактом.
В процессе формирования изделие должно быть надежно зафиксировано на платформе построения с промежуточным слоем, которые нагреваются до 150 градусов Цельсия в процессе печати и не должно отделяться до конца формирования.
Вторая проблема - после охлаждения готовое изделие должно без помех отделяться от стола и промежуточного слоя. Поэтому предложено устройство с образцом, в котором взаимодействие его частей, решают проблемы удержания и формирования изделия на подложке, полученного FDM печатью. При этом в качестве образца в заявленном устройстве используют заготовку, которая выполнена из того же материала, обладает теми же свойствами, что и изделие. В качестве имитации платформы построения FDM принтера в устройстве использована подложка из керамических, металлических и иных материалов, закрепленная на блоке из легкого материала - алюминия или его сплавов в виде квадратного блока. В качестве промежуточного слоя использована функциональная полимерная пленка или пленкообразующее вещество, обладающее упругими свойствами, термостойкостью при нагреве и антифрикционными свойствами после охлаждения. Тем самым, заготовка, промежуточный слой и подложка - формируют образец для проведения испытания этого образца в устройстве на нормальный отрыв. Испытания проводят в двух вариантах - при нагреве и при комнатной температуре, решая обе вышеназванные проблемы.
Известны устройства для определения адгезионных сил взаимодействия на нормальный отрыв в образце, в котором соединены полимер и металл.
Так, устройство содержит два металлических стержня, между которыми размещён адгезив, закреплённый на металлических стержнях. Адгезив представляет собой полимер. Металлические стержни устанавливаются во втулку с отверстием для наблюдения за формированием соединения. Стержни подогнаны по скользящей посадке во втулке, исключающей перекос стержней в образце. Образец состоит из металлических стержней, адгезива и оснастки, закрепляющей образец в разрывной машине. (А.Т. Санжаровский. «Методы механических и адгезионных свойств полимерных изделий», М. «Наука» 1974г. с. 81).
Другое устройство содержит заготовку из двух стержней, торец или торцы которых окрашены лакокрасочным покрытием, опору, размещённую на стержнях, а также оснастку, закреплённую на опоре и на заготовке. Устройство представлено в виде двух соединенных заготовок, поверхность одной заготовки окрашена, поверхность другой заготовки покрыта клеем. Заготовки имеют площадь контактной поверхности 30 мм и более (ГОСТ 32299-2013 «Устройство для определения адгезии методом отрыва»).
Известно также устройство, которое состоит из образца, содержащего два элемента из резины в форме диска диаметром 35 мм, основания которого соединены с двумя стальными дисками одинакового сечения, и оснастки, закреплённой на стальных дисках. Оснастка имеет переменное сечение: Т-образная часть переходит в трапецеидальную. Большим основанием трапецеидальной части оснастка соединена с металлическими дисками (ГОСТ 209-75 «Устройство и метод определения прочности связи резины и клея с металлом при отрыве».
Недостатки устройств одни и теже.
- Размер зоны краевого эффекта зависит от отношения межслойного модуля сдвига к продольному модулю Юнга при испытании на нормальный отрыв заготовки от адгезива.
- Образец устройства выполнен из составных частей, содержащих исследуемую часть в виде диска из полимера, которая соединена с двух сторон такого же диаметра металлическими дисками из стали, функционирующими как оснастка или как элементы для определения взаимосвязи с контактными поверхностями исследуемого полимера. Таким образом, ограничена возможность испытания на нормальный отрыв образца, в котором содержатся разнородные по своим свойствам материалы, контактные поверхности которых включаются в исследование на прочность их взаимосвязей по адгезионному типу разрушения. К тому же взаимосвязь элементов, имеющих одинаковые диаметры и большие одинаковые площади контактных поверхностей, не гарантируют точность количественной оценки прочности взаимосвязи между разнородными контактными поверхностями в образце по адгезионному типу разрушения.
- Они сконструированы по схеме: два цилиндра или диска, соединенные адгезивом в виде клея или резины.
- Все устройства выполнены с образцами, контактные поверхности которых имеют большие площади контакта поверхностей заготовки и адгезива (масштабный фактор) и одинаковые диаметры всех частей: стержней, заготовок и адгезива. Такое сочетание не гарантирует адгезионный тип разрушения, так как превалирует краевой эффект в полимерных материалах (эффект Сен-Венана).
- В качестве металла использована сталь, что также снижает точность количественной оценки прочности адгезионных сил взаимодействия, способствуя утяжелению образца и изменению сил сцепления контактных поверхностей на этапе формирования устройства и при установке его в разрывной машине.
- Исследуемый полимер - это, в основном, адгезив между двумя металлическими поверхностями, который не может быть использован многократно для испытания адгезионных сил взаимодействия с другим полимером с одной стороны и металлом с другой стороны.
- Все устройства предполагают исследование только одной контактной поверхности. Поэтому известные устройства не могут быть использованы для образцов, имеющих большое разнообразие сочетающихся в нём материалов, и заготовки из полимера, полученной послойным нанесением при FDM печати (по ГОСТ Р 57589-2017).
Наиболее близким к заявляемому является устройство того же направления для определения прочности взаимосвязи резины и клея с металлом (ГОСТ 209-75), которое состоит из стальной оснастки в виде дисков, переходящих в хвостовик, между которыми клеевым составом закреплён исследуемый полимер в виде резины в форме диска. При этом хвостовик выполнен со сквозными отверстиями для закрепления устройства в разрывной машине. Резина и металлические цилиндры образца имеют одинаковые диаметры.
Недостатки устройства.
- Устройство не гарантирует точность при испытаниях на нормальный отрыв на адгезионный тип разрушения, так как составляющие образец материалы соединены одинаковыми диаметрами и имеют большую площадь контактных поверхностей. В данном случае определяющим тип разрушения является краевой эффект. Количественная оценка прочности связи полимера с металлом затруднена, так как учитывает площадь поперечного сечения всего образца, что не позволяет точно оценить прочность адгезионной связи в образце сложной геометрии.
- Двустороннее соединение заготовки-диска резины с металлом не позволяет использовать полимер-резину многократно при смене материала металлических дисков, так как она изменяет свои свойства (прочностные и деформационные) при испытании на нормальный отрыв. Устройство же, выполненное из разнородных материалов, типа заготовка (полимер)-промежуточный слой (полимер)-подложка в образце сложного геометрического сечения, тем более не позволяет многократно использовать одну и туже полимерную заготовку в образце, когда требуется увеличение производительности процесса определения адгезионных сил взаимодействия, и возникает необходимость замены другого промежуточного слоя и/или подложки из-за неопределённости типа разрушения, неопределенности поведения в процессе испытания одного или обоих полимеров. Особенно, если оба полимера или один из них являются новыми исследуемыми материалами.
Задача изобретения - разработка устройства, позволяющего использовать в образце полимерную заготовку, имитирующую реальное изделие по материалу и способу изготовления по ГОСТ Р 57589-2017, соединённую адгезионной связью с металлом, имитирующим опору или платформу построения 3D принтера для заготовки, через промежуточный материал, имитирующий подложку из полимера, являющийся адгезивом для заготовки и металла, повышение точности определения прочности адгезионных сил взаимодействия контактных поверхностей в образце, увеличение производительности процесса поиска адгезионных сил взаимодействия заготовки к промежуточному слою и промежуточного слоя к подложке при испытании образца в устройстве на нормальный отрыв.
Технический результат достигается тем, что устройство для определения адгезионных сил взаимодействия на отрыв в образце полимер-промежуточный слой-подложка, содержащее образец из заготовки-полимерного материала и подложки, скреплённых между собой адгезивом, оснастку, закреплённую на образце, согласно изобретению, в качестве полимерного материала заготовки использует термопластичный полимер в виде объёмной заготовки, сформированной по цифровой 3D модели послойной печатью расплавленной полимерной нитью методом экструзии (FDM). В качестве промежуточного слоя использована полимерная клеевая плёнка или пленкообразующее вещество, выполняющее функции адгезива и обладающая упругими свойствами. В качестве подложки могут быть использованы стеклянные, керамические или легкие металлические материалы. Подложка крепится к блоку механическим способом. При этом блок выполнен из металла в виде прямоугольного параллелепипеда, в котором выполнены глухие отверстия для размещения в них нагревателей и датчиков температуры. Заготовка выполнена переменного сечения: четырёхгранная правильная усечённая пирамида переходит в четырёхгранную призму, образуя в заготовке большее основание - пирамидой, а меньшее - призмой. Большее основание заготовки закреплено клеевым соединением на оснастке Т-образной формы в сечении. На меньшем основании вышеназванная заготовка закреплена промежуточным слоем к подложке. На одной стороне прямоугольного блока из металла закреплена подложка. На другой стороне через термоизолирующую прокладку закреплена другая оснастка Т-образной формы в сечении. Промежуточный слой функционирует как адгезив между подложкой и заготовкой. Подложка и адгезив имеют равные площади контактных поверхностей. Площадь контактной поверхности заготовки в два раза меньше площади контактной поверхности адгезива. Адгезив с одной стороны закреплён на заготовке, с другой на подложке, образуя испытуемый образец. Высота части заготовки в виде усеченной правильной пирамиды к высоте части заготовки в виде правильной призмы 1:2÷5.
Соотношение 1:2÷5 в верхней части к нижней части заготовки оптимально до упрощения в целом процесса исследования и оценки уровня прочности сцепления заготовки-промежуточного слоя-подложки. В большей величине, чем 5 смысла нет, тем более оно придает неустойчивость заготовке.
Сопоставительный анализ с прототипом показывает, что заявленное изобретение ново, так как оно неизвестно из уровня техники, имеет изобретательский уровень, так как оно для специалиста явным образом не следует из уровня техники. Изобретение является промышленно применимым, так как может быть использовано для многих областей промышленности.
В отличие от прототипа в заявляемом устройстве опытный образец (заготовка скрепленная с подложкой через адгезив), вопросы адгезионного взаимодействия которого решаются до его формирования, выполнен в виде четырёхгранной правильной усечённой пирамиды, переходящей в четырёхгранную призму, обеспечивающей повышение точности в определении силы адгезии, прочности удержания на подложке и промежуточном слое за счет того, что меньшее основание закреплено на них, а большее на Т-образной тяге оснастки, в ее утолщенной части. При этом уменьшается зона контакта частей образца, что позволяет обеспечить равномерность отрыва, отсутствует краевой эффект, повышается управляемость процесса разрушения в направлении адгезионного типа разрушения.
В отличие от прототипа, в заявляемом устройстве оснастка состоит из двух тяг Т-образной формы в сечении с утолщениями. Одна тяга обеспечивает контакт с большим основанием заготовки, а на второй крепится блок через термоизолирующую прокладку, к которой в свою очередь механическим способом прикрепляется подложка. Разница в контактных площадях взаимодействия верхней тяги и заготовки и заготовки-промежуточного слоя повышает прочность удержания верхней тяги к образцу, точность оценки силы адгезии контактных поверхностей, прочность удержания заготовки на подложке.
В отличие от прототипа, возможность компоновки образца из разных материалов расширяет конструктивные и технологические возможности устройства в целом.
В отличие от прототипа, выполнение тяги в оснастки в Т-образной форме в сечении обеспечивает упрощенный и более надежный вариант взаимодействия с образцом. Блок, закрепленный к тяге через термоизолирующую прокладку, способствует расширению функциональных возможностей устройства за счет наличия глухих отверстий и размещения в них нагревателя и термодатчика. За счет использования тяг как оснастки для давления в процессе соединения частей образца в единое целое в разрывной машине позволяет нивелировать отклонения продольных осей захватов в процессе испытания устройства на нормальный отрыв.
Устройство проиллюстрировано на фиг. 1-2.
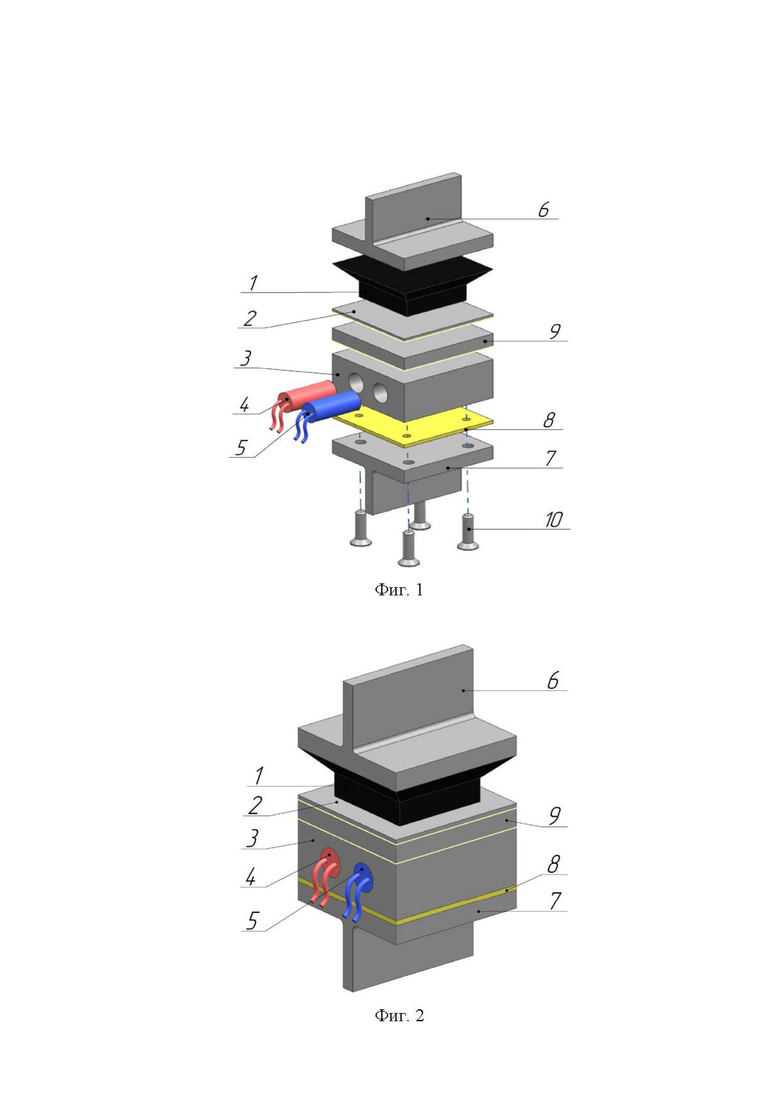
На фиг.1 изображен общий вид устройства в разобранном состоянии.
На фиг. 2 - общий вид устройства в собранном состоянии.
Устройство содержит (фиг.1, 2) заготовку 1 переменного сечения (усеченную четырехгранную пирамиду, переходящую в четырехгранную призму), изготовленную FDM печатью из термопластичного полимера; промежуточный адгезивный слой 2 из полимерной клеевой пленки или пленкообразующего вещества; прямоугольный блок 3 из легкого металла типа алюминиевого сплава, в котором на боковой стороне выполнены глухие отверстия для размещения в них нагревателя и датчика температуры; нагреватель 4; датчик температуры 5; верхний элемент -тяга оснастки 6; нижний элемент - тяга оснастки 7; термоизолирующий материал 8 для предотвращения нагрева элемента 7 при работе нагревателя 4; подложка 9 из стеклянного, керамического или легкого металлического материала; крепежные винты 10.
Образец 1-2-9 (заготовка-промежуточный слой-подложка) закреплен в Т-образной оснастке: верхний элемент -тяга оснастки 6 закреплён на большем основании заготовки 1, нижний элемент -тяга оснастки 7 закреплён на прямоугольном блоке 3 через термоизолирующий материал 8. Соотношение площади контактной поверхности заготовки 1 к площади контактной поверхности подложки 9 составляет 1:2. Соотношение площади контактной поверхности промежуточного слоя 2 к площади контактной поверхности подложки 9 - 1:1. Заготовка 1 выполнена переменного сечения с возможностью изменения соотношения высот пирамидальной и призматической части, например 1:1; 1:2; 1:3 в зависимости от количества повторений испытаний на определение адгезионных сил взаимодействия на отрыв с участием одного и того же образца 1-2-9.
Устройство работает следующим образом.
В образце 1-2-9, составленном из различных материалов (фиг. 1, 2), необходимо найти такое сочетание свойств для промежуточного слоя и подложки, чтобы заготовка, имитирующая изделие, сформированная по ГОСТ Р 57589 - 2017 по цифровой 3D модели методом послойной печати расплавленной нитью (FDM) с использованием экструдера (ГОСТ 57589-2017), изготовленная из того же материала, что и изделие, могла без разрушения в процессе испытания на адгезионный отрыв максимально прочно длительное время удерживаться на адгезиве-подложке и опоре. При этом устройство должно реализовывать адгезивный тип разрушения по граничному слою контактных поверхностей, соединяемых в образце материалов. В качестве материала заготовки используют, в основном, термопластичные полимеры, например: ПЛА (полилактид), АБС (акрилонитрилбутадиенстирол), ПЭЭК (полиэфирэфиркетон) и т.д., как и в изделии.
В качестве промежуточного слоя или адгезива 2, подложки для заготовки 1, используют плёнки, обладающие упругими свойствами, в виде полимера типа полиимида ПМ 14/30 (ТУ 6-05-952-74), ПМ-1Э (ТУ 6-05-05-1041-76), ПМ (ТУ 6-19-102-75) и различные пленкообразующие вещества.
В качестве легкого металла прямоугольного блока 3 и оснастки 6, 7 используют, в основном, алюминий или его сплавы как наиболее доступный, теплопроводный и удобный для контакта с подложкой материал, во избежание деформационных изменений в полимерной составляющей образца 1-2-9 в процессе соединения с частями устройства до начала испытания и в процессе закрепления устройства в разрывной машине.
Поскольку материал заготовок меняется, в зависимости от требований получения изделий, то соединение контактных поверхностей заготовка-промежуточный слой и промежуточный слой-подложка может происходить в широком диапазоне температур, зависящих от технологических требований к материалу (от комнатной до температуры плавления полимера).
Заготовка 1 большим основанием закрепляется на утолщенной части Т-образной тяги клеевым слоем. Для реализации заданного уровня прочности удержания на подложке подготавливают заранее часть устройства, состоящую из второй Т-образной тяги 7, блока 3, скрепленных между собой винтами 10. После этого закрепляют в разрывной машине типа МР-05 нижнюю часть Т-образной формы тяг 6, 7 и проводят испытания 2-х образцов 1-2-9 на нормальный отрыв по ГОСТ 209-75. При этом, при комнатной температуре - один образец и при нагреве - другой образец имитируют условия процесса формирования изделия (с нагревом) и после охлаждения сформировавшегося изделия. Соединяя части образца с помощью давления на тяги сжатием и нагрева нижней части устройства нагревателем 4, размещенном в глухих отверстиях опоры, получают адгезионный тип соединения контактирующих поверхностей в образце, так как меньшее основание заготовки 1 из полимера соединено со значительно большей поверхностью подложки 9 через промежуточный слой 2 также большего размера, чем основание заготовки.
После разрушения образца 1 визуально (или оптически) определяют зону разрушения и тип разрушения (адгезионный, когезионный), оценивая качественно и количественно по ГОСТ 209-75 равномерность отрыва в зоне разрушения.
По формуле 1 устанавливают величину силы адгезии контактных поверхностей частей образца (заготовки и адгезива) - Fотр и рассчитывают прочность удержания заготовки на подложке σотр:

где A0 - первоначальное поперечное сечение образца, мм2.
Испытания, проведенные на образцах при нормальной температуре и при нагреве, дающие заданный уровень прочности соединения удержания заготовки на подложке и в процессе формирования, и после охлаждения, считаются оптимальным вариантом сочетания материалов подложки и промежуточного слоя, аналогично сочетанию материалов платформы построения 3D принтера и промежуточного слоя, скрепляющего реальные изделия.
В случае неудовлетворительных данных по Fотр, σотр после испытания производят замену материала промежуточного слоя и подложки или только промежуточного слоя, в зависимости от места разрушения, или если материал плохо или слишком прочно удерживает заготовку (нагрев - охлаждение соответственно).
В случае, когда есть проблема, необходимо для готового изделия определиться с наиболее оптимальным вариантом взаимодействия контактных поверхностей платформы построения 3D принтера и промежуточного слоя. В этом случае получают параллельно, отдельно от изделия опытный образец (заготовку). Производят смену материала подложки и адгезивного слоя, в зависимости от степени решения проблемы и варианта проблемы в соединениях контактных поверхностей, до получения заданного уровня прочности соединений и величины силы адгезии. При этом форма и размер подложки остаются неизменными, а контактные поверхности (как в реальных условиях соединения) выполнены значительно большей площади, чем меньшее основание трапецеидальной формы прототипа.
В заявляемом техническом решении предложен вариант локализации нагревательного процесса путём выполнения глубоких глухих отверстий в прямоугольном блоке 3 (фиг. 1, 2), в котором размещают нагревательные элементы 4 с датчиками нагрева 5, подключенными к регулятору температуры (не показано). Такой вариант, в отличие от традиционной термокамеры, в которой размещают нагреватели для общего нагрева, позволяет быстро нагреть и остудить соединение частей образца 1-2-9 в процессе и по окончании испытания, и произвести испытание на отрыв образца при заданной температуре. Такое конструктивное решение локализации с нагревом позволяет также получать сопоставимые результаты количественной оценки прочности взаимосвязи составляющих образца на одной заготовке (против 5-10 отдельных образцов в прототипе) за счёт выполнения различной по высоте призматической части заготовки 1 по отношению к пирамидальной части путем очередного удаления торцевой поверхности заготовки и закрепления новой контактной поверхности к промежуточному слою образца перед испытаниями.
Заявленное изобретение имеет следующие преимущества.
Устройство позволяет испытывать на адгезионный отрыв образец, выполненный из полимерных материалов сложной геометрии в сечении с разницей площадей контактных поверхностей при сочетании заготовка-промежуточный слой-подложка.
Впервые устройство позволяет повысить точность качественного определения адгезионных сил взаимодействия, точность количественной оценки за счёт гарантии адгезионного типа разрушения, приняв за площадь отрыва зону разрушения адгезива под заготовкой.
Впервые в устройстве используют в качестве заготовки реальное изделие, имитирующее испытания на отрыв, сформированное по цифровой 3D модели методом послойной печати расплавленной нитью (FDM) с использованием экструдера.
Устройство позволяет ускорить процесс обнаружения рационального сочетания материала адгезива для удержания на опоре и изделия, удовлетворяющего требованию к прочности адгезионных сил взаимодействия во время его формирования на подложке за счёт многоразового использования одной и той же заготовки при смене адгезива и одновременного испытания двух контактных зон: заготовка-промежуточный слой и промежуточный слой-подложка.
Многоразовое использование заготовки позволяет сократить количество образцов в 5-10 раз и повысить сопоставимость результатов количественной оценки за счёт прочностных свойств материала заготовки, не допускающих ее разрушения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБНЫЕ АКТИВИРОВАТЬСЯ АДГЕЗИВЫ, ЭТИКЕТКИ И СООТВЕТСТВУЮЩИЕ СПОСОБЫ | 2010 |
|
RU2552497C2 |
| ИНТЕРПОЗЕР С ПЕРВЫМ И ВТОРЫМ АДГЕЗИОННЫМИ СЛОЯМИ | 2019 |
|
RU2793682C2 |
| МНОГОСЛОЙНЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ ДЛЯ ЛАЗЕРНОЙ ГРАВИРОВКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2019 |
|
RU2736080C1 |
| АДГЕЗИОННОЕ ИЗДЕЛИЕ (ВАРИАНТЫ), СПОСОБ ЗАКРЫТИЯ УПАКОВОК (ВАРИАНТЫ), ЛИСТ И РУЛОН АДГЕЗИОННЫХ СРЕДСТВ | 2004 |
|
RU2394685C2 |
| СПОСОБ ОЦЕНКИ АДГЕЗИОННОЙ ПРОЧНОСТИ ПОРОШКОВЫХ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ СО СТАЛЬНОЙ ПОВЕРХНОСТЬЮ | 2014 |
|
RU2571308C1 |
| ПОВТОРНО ГЕРМЕТИЗИРУЕМЫЙ МНОГОСЛОЙНЫЙ МАТЕРИАЛ ДЛЯ ТЕРМОГЕРМЕТИЗИРУЕМОЙ УПАКОВКИ | 2011 |
|
RU2608284C2 |
| СПОСОБ ОЦЕНКИ ПРОЧНОСТИ СОЕДИНЕНИЯ ТРАФАРЕТНЫХ КРАСОК И ПОКРЫТИЙ С ЗАПЕЧАТЫВАЕМЫМИ МАТЕРИАЛАМИ | 2009 |
|
RU2390004C1 |
| МНОГОСЛОЙНАЯ КОМПОЗИЦИЯ, ПЛЕНКА И СООТВЕТСТВУЮЩИЕ СПОСОБЫ | 2012 |
|
RU2628388C2 |
| Способ формирования изделий путем трехмерной послойной печати с воздействием СВЧ электромагнитного поля и ультразвука | 2017 |
|
RU2676989C1 |
| Способ изготовления силиконового адгезива для фиксации полимерных медицинских изделий на физиологических тканях челюстно-лицевой области | 2023 |
|
RU2807821C1 |
Изобретение относится к области количественной оценки адгезии полимеров к твёрдым поверхностям из различных материалов. Устройство содержит образец из заготовки-полимерного материала и металла, скреплённых между собой адгезивом, оснастку, закреплённую на образце. Образец состоит из трех частей: заготовки изготовленной FDM печатью из термопластичного полимера в виде четырехгранной усеченной пирамиды с большим основанием, переходящей в четырехгранную призму с меньшим основанием, промежуточного адгезионного слоя из полимерной клеевой плёнки или пленкообразующего вещества и легкой металлической, керамической или стеклянной подложки. Образец большим основанием заготовки закреплен на первой Т-образной тяге оснастки, меньшее основание заготовки расположено на промежуточном слое и подложке, которая прикреплена через блок с отверстиями для размещения в них нагревателей и датчиков температуры и термоизолирующую прокладку ко второй Т-образной тяге оснастки. Высота части заготовки в виде усеченной пирамиды к высоте части заготовки в виде призмы составляет 0,5÷5. Технический результат: возможность использовать в образце полимерную заготовку, имитирующую реальное изделие по материалу и способу изготовления, повышение точности определения прочности адгезионных сил взаимодействия контактных поверхностей в образце, увеличение производительности процесса поиска адгезионных сил взаимодействия заготовки к промежуточному слою и промежуточного слоя к подложке. 2 ил.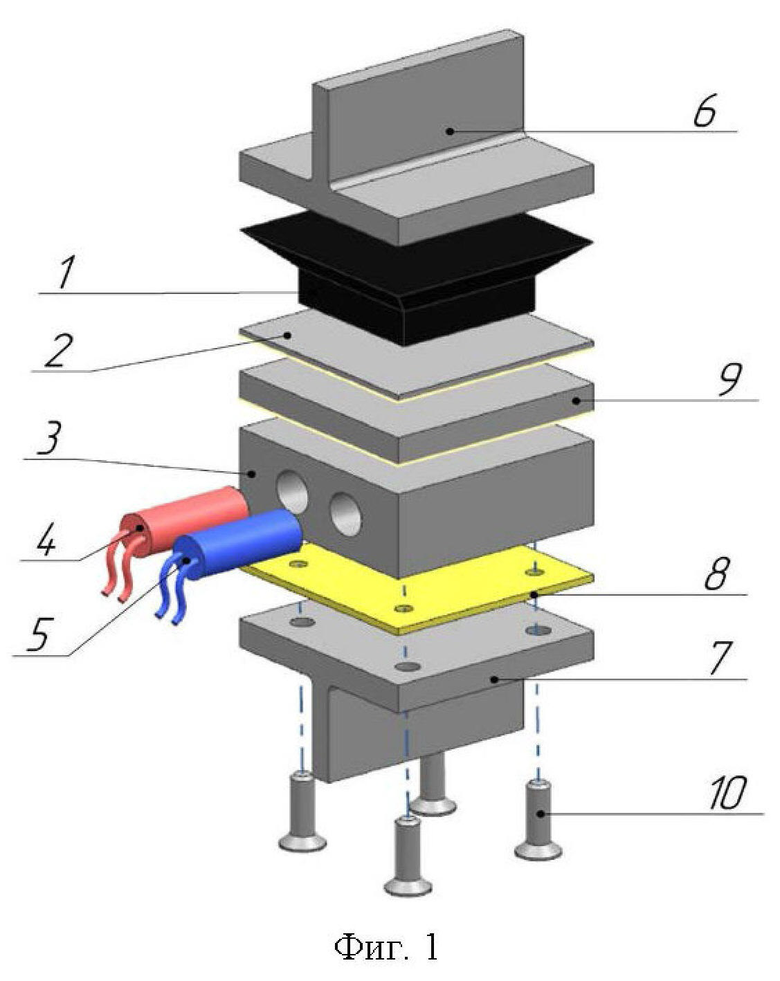
Устройство для определения адгезионных сил взаимодействия на отрыв в образце заготовка-промежуточный слой-подложка, содержащее образец из заготовки-полимерного материала и металла, скреплённых между собой адгезивом, оснастку, закреплённую на образце, отличающееся тем, что образец состоит из трех частей: изготовленной FDM печатью из термопластичного полимера заготовки в виде четырехгранной усеченной пирамиды с большим основанием, переходящей в четырехгранную призму с меньшим основанием, промежуточного адгезионного слоя из полимерной клеевой плёнки или пленкообразующего вещества и легкой металлической, керамической или стеклянной подложки, при этом образец большим основанием заготовки закреплен на первой Т-образной тяге оснастки, меньшее основание заготовки расположено на промежуточном слое и подложке, которая прикреплена через блок с отверстиями для размещения в них нагревателей и датчиков температуры и термоизолирующую прокладку ко второй Т-образной тяге оснастки, высота части заготовки в виде усеченной пирамиды к высоте части заготовки в виде призмы составляет 0,5÷5.
| Парный рычажный домкрат | 1919 |
|
SU209A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБРАЗЦА ДЛЯ ОПРЕДЕЛЕНИЯ АДГЕЗИОННОЙ ПРОЧНОСТИ ПОКРЫТИЯ ФТОРОПЛАСТОМ-4МБ НА МЕТАЛЛАХ МЕТОДОМ НОРМАЛЬНОГО ОТРЫВА | 2006 |
|
RU2350927C2 |
| Способ определения прочности клеевого соединения резины с металлом | 1989 |
|
SU1802317A2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ КЛЕЕВОГО СОЕДИНЕНИЯ РЕЗИНОПОДОБНОГО ПОКРЫТИЯ С ОСНОВОЙ | 2012 |
|
RU2515337C1 |
| CN 101074918 A, 21.11.2007. | |||

