Изобретение относится к области уплотнительной техники и преимущественно может быть использовано для изготовления большегабаритных фланцевых уплотнений, работающих при повышенных давлениях и температуре в агрессивной среде.
Известна уплотнительная лента, содержащая скрепленные между собой слоистую графитовую структуру в виде фольги расширенного графита и армирующий элемент из металлической фольги со сформированными на уплотнительной ленте чередующимися гофрами (патент РФ №2177092, МКИ F16J 15/30, опубл. 20.12.2001). Ширина армирующего элемента известной ленты значительно меньше ширины ленты расширенного графита, при этом кромка металлической фольги совмещена с одной из кромок ленты расширенного графита.
Недостатком данной уплотнительной ленты является ее малая прочность при применении в качестве уплотнения фланцевых разъемов, так как графитовая фольга армирована не по всей ширине уплотнительной ленты.
Известна также уплотнительная лента, выполненная в виде сэндвича, который состоит из двух полос фольги терморасширенного графита и расположенной между ними армирующей полосы металлической фольги, одинаковой с ними по ширине, соединенных между собой. Вокруг сэндвича намотана по спирали полоса пористого политетрафторэтилена (патент РФ №2262021, МКИ F16J 15/30, опубл. 10.10.2005). Такая уплотнительная лента имеет универсальный характер, поскольку позволяет осуществить герметизацию как гладких разъемных фланцев, так и фланцев с канавкой под уплотнительную ленту, но слишком трудоемка в изготовлении.
Наиболее близкой по технической сущности и достигаемому результату к заявляемой является уплотнительная лента со сформированными чередующимися гофрами, содержащая скрепленные между собой слоистую графитовую структуру в виде фольги расширенного графита и армирующий элемент из металлической фольги. Армирующий элемент заключен между слоями фольги расширенного графита и соединен с ними с помощью связующего вещества. Фольга расширенного графита и фольга армирующего элемента имеют одинаковую ширину, а чередующиеся гофры образованы путем пропускания плоской исходной ленты между прямозубыми цилиндрическими колесами и направлены в поперечном направлении ленты. Чередующиеся гофры сокращают длину плоской исходной ленты, по крайней мере, на 10% (патент РФ №2224937, МКИ F16J 15/30, опубл. 27.04.2004).
Изобретение повышает надежность уплотнения, однако имеет ряд серьезных недостатков.
Во-первых, при больших усилиях сжатия армирующая лента с гладкой поверхностью не способна препятствовать сдвиговым нагрузкам, возникающим в слое графитовой ленты, вследствие чего происходит ее раздавливание.
Во-вторых, прокладка, сформированная путем сворачивания гофрированной ленты на ребро и обжатая во фланцах, будет иметь разноплотность по ширине своего поля, поскольку при изгибе на ребро внутренний край ленты сжимается, а наружный растягивается. Таким образом, плотность наружной части прокладки будет меньше внутренней на некоторый коэффициент K, равный отношению Дн/Двн. Указанный дефект может привести к разрушению прокладки при повышенных давлениях, так как эффективная ширина прокладки окажется меньше ее фактической ширины.
Кроме того, поскольку металлическая и графитовые ленты выполнены равной ширины, на торцах уплотнительной ленты, образующей прокладку, имеется прямой выход армирующего элемента. Это способствует контакту металлической фольги, обладающей более низкой химической стойкостью по сравнению с расширенным графитом, с агрессивной средой и, в конечном итоге, снижает универсальность прокладки в применении.
Задачей предлагаемого изобретения является создание уплотнительной ленты из терморасширенного графита, способной надежно работать в условиях агрессивных сред и высоких давлений.
Технический результат достигается тем, что уплотнительная лента с чередующимися поперечными профильными углублениями и содержащая армирующий элемент из металлической фольги, размещенный между слоями фольги расширенного графита и скрепленный с ними с помощью связующего вещества, отличается тем, что она содержит как минимум три слоя из расширенного графита, два из которых основные и, как минимум, один дополнительный, а в качестве армирующего элемента использована объемно-деформированная металлическая лента с регулярной структурой чередующихся выступов и впадин, сформированных путем пропускания через металлические валки с соответствующей поверхностью, при этом дополнительный слой размещен на внутренней стороне слоя фольги расширенного графита с совмещением по одному краю и имеет меньшую ширину и толщину, чем основной слой фольги расширенного графита.
Предпочтительно, чтобы ширина дополнительного слоя из расширенного графита составляла 25-35% от ширины уплотнительной ленты, а его толщина в зависимости от требуемого диаметра прокладки варьировалась в пределах 2-10% от общей толщины уплотнительной ленты.
Использование металлической ленты с объемными регулярными выступами и впадинами создает дополнительные объемные зоны опоры, которые препятствуют сдвиговым деформациям в слое графита при повышенных усилиях обжатия, что существенно увеличивает предел прочности на сжатие армированной ленты. Введение дополнительной ленты из расширенного графита позволяет достичь равномерной плотности слоя ТРГ по всей ширине прокладки при ее формировании путем сворачивания армированной ленты на ребро и последующего обжатия во фланцах, следовательно, повышает ее надежность.
Целесообразно изготавливать фольгу расширенного графита шириной, превышающей ширину армирующего элемента на 1-4 мм, а армирующий элемент размещать с отступом от обоих краев фольги расширенного графита.
Выполнение армирующего элемента с меньшей шириной обеспечивает его перекрытие выступающими краями графитовой фольги, которые смыкаются при прокатке и дальнейшем обжатии прокладки во фланцах, что гарантирует их защиту от окружающего воздействия, в том числе от агрессивных сред.
Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 показано схематическое изображение заявляемой ленты; на фиг.2а и 2б - некоторые варианты объемно-деформированной металлической ленты; на фиг.3 - вариант использования армированной уплотнительной ленты ТРГ в качестве прокладки.
Уплотнительная лента 1 содержит два основных слоя фольги 2 расширенного графита и армирующий элемент из металлической фольги 3. Металлическая фольга 3 заключена между слоями фольги 2 расширенного графита и соединена со слоями фольги расширенного графита с помощью связующего вещества 4, например клея. Металлическая фольга 3 (фиг.2) имеет объемно-деформированную структуру с чередующимися выступами 5 и впадинами 6.
Слои фольги 2 расширенного графита шире металлической фольги 3 на 1-4 мм. Металлическая фольга 3 размещена с отступом по ширине от каждого края фольги 2 расширенного графита. На внутреннюю поверхность слоя 2 наклеена дополнительная лента 7 из расширенного графита, которая размещена по краю уплотнительной ленты 1. Дополнительная лента 7 может быть наклеена на одном или обоих слоях фольги 2 расширенного графита. Общая толщина дополнительных лент не должна превышать 2-10% от общей толщины армированной уплотнительной ленты в зависимости от требуемого диаметра прокладки.
Для увеличения гибкости уплотнительной ленты 1 на ее поверхности известным способом сформированы чередующиеся гофры 8 (фиг.3), расположенные поперек ленты.
В качестве армирующей металлической фольги могут быть применены нержавеющая сталь, титан, алюминий и другие стали и сплавы. Выбор материала металлической фольги определяется рабочей средой и ее параметрами.
Таким образом, заявляемая лента обладает повышенной надежностью, что позволяет ее эффективно использовать при изготовлении прокладок, предназначенных для работы в экстремальных условиях.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПЛОТНЕНИЕ ГЛАВНОГО РАЗЪЕМА НАСОСНОГО АГРЕГАТА ЭНЕРГЕТИЧЕСКИХ ЯДЕРНЫХ УСТАНОВОК | 2014 |
|
RU2561813C1 |
| УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА ДЛЯ ФЛАНЦЕВОГО СОЕДИНЕНИЯ | 2016 |
|
RU2635950C1 |
| ВОЛНОВАЯ ПРОКЛАДКА | 2016 |
|
RU2641987C1 |
| Уплотнительная лента | 2002 |
|
RU2224937C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ ИЗ РАСШИРЕННОГО ГРАФИТА И ПЛОСКАЯ УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА | 2006 |
|
RU2309313C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОГО МАТЕРИАЛА | 1998 |
|
RU2141589C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНЕНИЯ ИЗ РАСШИРЕННОГО ГРАФИТА | 2000 |
|
RU2177092C1 |
| МАНЖЕТНОЕ УПЛОТНЕНИЕ | 2012 |
|
RU2502907C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ САЛЬНИКОВОГО КОЛЬЦА, САЛЬНИКОВОЕ КОЛЬЦО И САЛЬНИКОВОЕ УПЛОТНЕНИЕ | 2012 |
|
RU2491463C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ ИЗ РАСШИРЕННОГО ГРАФИТА | 1996 |
|
RU2125674C1 |
Изобретение относится к уплотнительной технике. Уплотнительная лента с чередующимися поперечными профильными углублениями содержит армирующий элемент из металлической фольги, размещенный между слоями фольги расширенного графита, скрепленный с ними с помощью связующего вещества, при этом два слоя из расширенного графита основные и один дополнительный. В качестве армирующего элемента использована объемно-деформированная металлическая лента с регулярной структурой чередующихся выступов и впадин, сформированных путем пропускания через металлические валки с соответствующей накаткой. Дополнительный слой размещен на внутренней стороне слоя фольги расширенного графита с совмещением по одному краю и имеет меньшую ширину и толщину, чем основной слой фольги расширенного графита. Изобретение повышает надежность уплотнения. 2 з.п. ф-лы, 3 ил.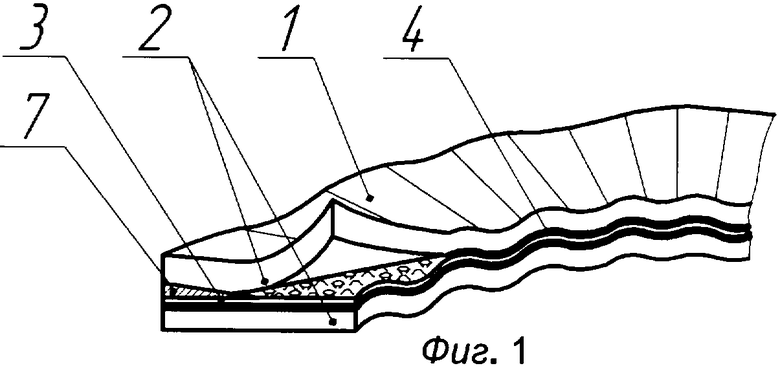
1. Уплотнительная лента с чередующимися поперечными профильными углублениями, содержащая армирующий элемент из металлической фольги, размещенный между слоями фольги расширенного графита, скрепленный с ними с помощью связующего вещества, отличающаяся тем, что она содержит как минимум три слоя из расширенного графита, два из которых основные и как минимум один дополнительный, а в качестве армирующего элемента использована объемно-деформированная металлическая лента с регулярной структурой чередующихся выступов и впадин, сформированных путем пропускания через металлические валки с соответствующей накаткой, при этом дополнительный слой размещен на внутренней стороне слоя фольги расширенного графита с совмещением по одному краю и имеет меньшую ширину и толщину, чем основной слой фольги расширенного графита.
2. Уплотнительная лента по п.1, отличающаяся тем, что дополнительный слой из расширенного графита выполнен шириной, составляющей 25-35% от ширины уплотнительной ленты, а его толщина составляет 2-10% от общей толщины уплотнительной ленты.
3. Уплотнительная лента по п.1, отличающаяся тем, что ширина фольги расширенного графита превышает ширину армирующего элемента на 1-4 мм, а армирующий элемент размещен с отступом от обоих краев фольги расширенного графита.
| Уплотнительная лента | 2002 |
|
RU2224937C1 |
| УПЛОТНИТЕЛЬНАЯ ЛЕНТА И СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ ЛЕНТЫ | 2003 |
|
RU2262021C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНЕНИЯ ИЗ РАСШИРЕННОГО ГРАФИТА | 2000 |
|
RU2177092C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ ИЗ РАСШИРЕННОГО ГРАФИТА | 1996 |
|
RU2125674C1 |
| US 5902762 А, 11.05.1999 | |||
| US 5228701 A, 20.07.1993. | |||

