Изобретение относится к промышленности стройматериалов, в частности, к области получения гнутых изделий с параболической или сферической кривизной поверхности, используемых, например, в качестве отражателей для аэродромных светосигнальных огней приближения.
Для моллирования подобного рода изделий обычно используются устройства, печи или установки круглого сечения по горизонтали, так как при этом создаются наиболее благоприятные условия для равномерного нагрева и охлаждения как формы моллирования, так и моллируемой стеклозаготовки.
Известно устройство для моллирования стекла, содержащее печь, смонтированную с возможностью вертикального перемещения ее сводовой и боковых частей относительно формы моллирования, расположенной на неподвижном поде печи по авт. свид. SU №511300, МПК C03B 23/02, опубл. 25.04.1976.
Недостатком известного устройства является то, что после нагрева печи и расположенной в ней формы моллирования до температуры размягчения стекла ее сводовую и боковые части поднимают в крайнее верхнее положение для размещения круглой плоской стеклозаготовки на разогретой форме, которая находится вне пространства печи. За этот промежуток времени происходит большая потеря тепла как в рабочем пространстве печи, так и от пода и формы моллирования. Кроме этого, в процессе моллирования стеклозаготовок с параболической или сферической кривизной поверхности практически всегда возникает необходимость осуществления коррекции (устранение перекоса) положения стеклозаготовок относительно формующей поверхности формы моллирования. При этом необходимо снова поднимать сводовую и боковые части печи в крайнее верхнее положение. Вышеперечисленные факторы приводят к большим энергетическим затратам и увеличению времени процесса моллирования.
Наиболее близкой к изобретению является установка моллирования стеклянных полусфер, содержащая камеру нагрева, вертикально перемещающийся под с противовесами, механизм подъема и опускания пода посредством соединенного с ним штока и вакуумную систему, соединенную с камерой нагрева посредством гибкого рукава (Желудков Д.Д. Установка моллирования стеклянных полусфер. Информационный листок ВИМИ №86-2144, опубл. 1986).
Недостатком известного устройства является то, что после нагрева камеры и расположенной на ее поду формы моллирования до температуры размягчения стекла под опускают в крайнее нижнее положение для того, чтобы разместить стеклозаготовку на форме, которая вместе с подом находится вне пространства камеры нагрева. В этот промежуток времени происходит большая потеря тепла как в рабочем пространстве камеры, так и от пода с формой. На практике в процессе моллирования стеклозаготовок с параболической или сферической кривизной необходимо один или несколько раз корректировать (устранять перекос) положение стеклозаготовок относительно формующей поверхности формы. При этом, необходимо снова опускать под с расположенной на нем формой в крайнее нижнее положение. Все вышеперечисленные факторы приводят к большим энергетическим затратам и увеличению времени процесса моллирования.
Кроме этого, соединение камеры нагрева с вакуумной системой посредством гибкого рукава приводит к его быстрому износу, так как при создании вакуума нагретый до температуры размягчения воздух поступает в гибкий рукав непосредственно из камеры нагрева. При опускании и подъеме пода гибкий рукав создает помехи в работе моллировщика, обслуживающего установку.
Задачей изобретения является создание установки моллирования стеклянных полусфер, с меньшими энергозатратами и временем процесса моллирования по сравнению с прототипом.
Эта задача достигается тем, что предложена установка моллирования стеклянных полусфер, содержащая камеру нагрева, вертикально перемещающийся под с противовесами, механизм подъема и опускания пода посредством соединенного с ним штока и вакуумную систему, отличающаяся тем, что под выполнен составным, состоящим из центральной части, соединенной со штоком, и краевой части с фиксаторами ее положения, а вакуумная система соединена с камерой нагрева посредством металлической трубки, расположенной в штоке.
Выполнение пода составным, состоящим из центральной части, соединенной со штоком, и краевой части с фиксаторами ее положения относительно камеры нагрева, позволяет при соответствующих геометрических параметрах формы моллирования и круглой плоской стеклозаготовки опускать в крайнее нижнее положение и, соответственно, поднимать в крайнее верхнее положение не весь под, а только его центральную часть, при этом краевая часть остается неподвижной за счет фиксации ее положения относительно камеры нагрева с помощью фиксаторов. Это обеспечивает значительное уменьшение потери тепла в процессе моллирования, а, следовательно, уменьшение энергозатрат и времени процесса моллирования по сравнению с прототипом.
Кроме этого, соединение вакуумной системы с камерой нагрева посредством металлической трубки, расположенной в штоке, обеспечивает увеличение срока службы указанного соединения и создание более комфортных условий при работе моллировщика.
Фиг.1 - установка при закрытом положении центральной части пода.
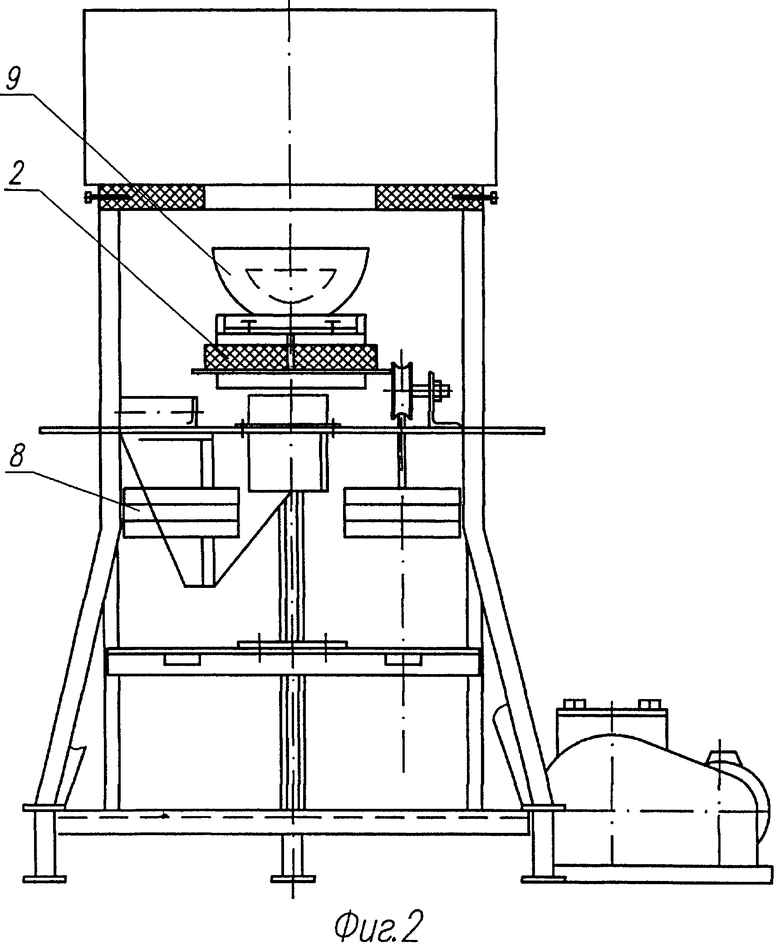
Фиг.2 - установка при открытом положении центральной части пода.
Установка содержит камеру нагрева 1 и составной под, состоящий из центральной части 2, соединенной со штоком 3, и краевой части 4 с фиксаторами 5. Камера нагрева 1 и составной под установлены на металлическом каркасе 6 с механизмом 7 и противовесами 8 для перемещения штока 3 по вертикали из крайнего верхнего положения центральной части 2 пода (фиг.1) до крайнего нижнего положения центральной части 2 пода (фиг.2). На центральной части 2 пода расположена форма 9 моллирования, рабочее пространство которой соединено с вакуумной системой 10 посредством металлической трубки 11, расположенной в штоке 3.
Установка работает следующим образом.
После нагрева камеры 1 (фиг.1) до температуры размягчения стекла и выдержки в течение 30-40 мин центральную часть 2 пода опускают в крайнее нижнее положение (фиг.2) с помощью механизма 7 и противовесов 8. При этом краевая часть 4 пода фиксируется относительно каркаса 6 с помощью фиксаторов 5. Далее осуществляют размещение круглой плоской стеклозаготовки с заданными геометрическими размерами на форме 9 с заданной кривизной формующей поверхности. Затем центральную часть 2 пода поднимают в крайнее верхнее положение (фиг.1) с помощью механизма 7 и противовесов 8. После нагрева стеклозаготовки до температуры размягчения стекла осуществляют отсос воздуха из пространства между стеклозаготовкой и формующей поверхностью формы 9 с помощью вакуумной системы 10 и металлической трубки 11. После окончания процесса моллирования вакуумную систему 10 и нагрев камеры 1 отключают.
Пример. Необходимо моллировать стеклозаготовки, предназначенные для получения отражателей, используемых в аэродромных светосигнальных огнях приближения. При этом используется форма с диаметром в своей верхней части 210 мм. Установка имеет следующие параметры: диаметр рабочего пространства камеры 1 - 650 мм, высота - 400 мм, диаметр центральной части 2 составного пода - 260 мм.
Была получена партия вышеуказанных гнутых стеклозаготовок. При этом, энергетические затраты составили 75%, а время проведения процесса моллирования 80% по сравнению с прототипом.
Источники информации
1. Авт. свид. SU №511300, МПК C03B 23/02, опубл. 25.04.1976.
2. Желудков Д.Д. Установка моллирования стеклянных полусфер. Информационный листок ВИМИ №86-2144, опубл. 1986.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ПОЛУСФЕР | 2014 |
|
RU2554969C1 |
| Установка моллирования стеклянных полусфер | 2016 |
|
RU2636607C1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ПОЛУСФЕР | 2015 |
|
RU2598656C1 |
| Установка моллирования стеклянных полусфер | 2018 |
|
RU2703053C1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2014 |
|
RU2556647C1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2014 |
|
RU2558839C1 |
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ ПРОЦЕССА МОЛЛИРОВАНИЯ СТЕКЛОЗАГОТОВОК НА ФОРМЕ | 2007 |
|
RU2342332C1 |
| Устройство регулирования процессом моллирования стеклозаготовок на форме | 1981 |
|
SU969686A1 |
| Способ одновременного моллирования нескольких комплектов стекол | 1978 |
|
SU743954A1 |
| СПОСОБ ВАКУУМНОГО МОЛЛИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2607841C1 |

Изобретение относится к области получения гнутых изделий с параболической или сферической кривизной поверхности. Технический результат изобретения заключается в уменьшении времени моллирования и в снижении энергозатрат. Установка моллирования стеклянных полусфер содержит камеру нагрева, вертикально перемещающийся под с противовесами, механизм подъема и опускания пода посредством соединенного с ним штока и вакуумную систему. Под выполнен составным, состоящим из центральной части, соединенной со штоком, и краевой части с фиксаторами ее положения. Вакуумная система соединена с камерой нагрева посредством металлической трубки, расположенной в штоке. 2 ил.
Установка моллирования стеклянных полусфер, содержащая камеру нагрева, вертикально перемещающийся под с противовесами, механизм подъема и опускания пода посредством соединенного с ним штока и вакуумную систему, отличающаяся тем, что под выполнен составным, состоящим из центральной части, соединенной со штоком, и краевой части с фиксаторами ее положения, а вакуумная система соединена с камерой нагрева посредством металлической трубки, расположенной в штоке.
| Устройство для моллирования стекла | 1974 |
|
SU511300A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ ИЗ СТЕКЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2408548C1 |
| US 2010077798 А1, 01.04.2010 | |||
| US 5876477 А, 02.03.1999 | |||
| JP 2011168428 А, 01.09.2011. | |||

