Изобретение относится к промышленности стройматериалов, в частности к области получения гнутых изделий с параболической или сферической кривизной поверхности, используемых, например, в качестве отражателей для аэродромных светосигнальных огней приближения.
Для моллирования подобного рода изделий обычно используются устройства, печи или установки круглого сечения по горизонтали, так как при этом создаются наиболее благоприятные условия для равномерного нагрева и охлаждения как формы моллирования, так и моллируемой стеклозаготовки.
Известно устройство для моллирования стекла, содержащее печь, смонтированную с возможностью вертикального перемещения ее сводовой и боковых частей относительно формы моллирования, расположенной на неподвижном поде печи по авт. свид. SU №511300, C03B 23/02, опубл. 25.04.1976 г.
Недостатком известного устройства является то, что после нагрева печи и расположенной в ней формы моллирования до температуры размягчения стекла ее сводовую и боковые части поднимают в крайнее верхнее положение для размещения круглой плоской стеклозаготовки на разогретой форме, которая находится вне пространства печи. За этот промежуток времени происходит большая потеря тепла как в рабочем пространстве печи, так и от пода формы моллирования. Кроме этого, в процессе моллирования стеклозаготовок с параболической или сферической кривизной поверхности практически всегда возникает необходимость осуществления коррекции (устранение перекоса) положения стеклозаготовок относительно формующей поверхности моллирования. При этом необходимо снова поднимать сводовую и боковые части печи в крайнее верхнее положение. Вышеперечисленные факторы приводят к большим энергетическим затратам и увеличению времени процесса моллирования.
Известна установка моллирования стеклянных полусфер, содержащая камеру нагрева, вертикально перемещающийся под с противовесами, механизм подъема и опускания пода посредством соединенного с ним штока и вакуумную систему, соединенную с камерой нагрева посредством гибкого рукава (Желудков Д.Д. Установка моллирования стеклянных полусфер. Информационный листок ВИМИ №86-2144, опубл. в 1986 г.).
Наиболее близкой к изобретению является установка моллирования стеклянных полусфер, содержащая камеру нагрева, вертикально перемещающийся под с противовесами, выполненный составным, состоящим из центральной части, соединенной со штоком, и краевой части с фиксаторами ее положения, механизм подъема и опускания пода посредством соединенного с ним штока и вакуумную систему по патенту RU №2498948, МПК C03B 23/02, опубл. 20.11.2013 г.
Недостатком известной установки является то, что после нагрева камеры и расположенной на ее поду формы моллирования до температуры размягчения стекла под опускают в крайнее нижнее положение для того, чтобы разместить стеклозаготовку на форме, которая вместе с подом находится вне пространства камеры нагрева. В этот промежуток времени происходит большая потеря тепла как в рабочем пространстве камеры, так и от пода с формой. На практике в процессе моллирования стеклозаготовок с параболической или сферической кривизной необходимо один или несколько раз корректировать (устранять перекос) положение стеклозаготовок относительно формующей поверхности формы. При этом необходимо снова опускать под с расположенной на нем формой в крайнее нижнее положение. Все вышеперечисленные факторы приводят к большим энергетическим затратам и увеличению времени процесса моллирования.
Задачей изобретения является снижение энергозатрат и времени процесса моллирования стеклозаготовок.
Эта задача достигается тем, что предложена установка моллирования стеклянных полусфер из плоских стеклозаготовок, содержащая камеру нарева, под с противовесами, выполненный составным, состоящим из центральной части, соединенной со штоком, и краевой части с фиксаторами ее положения, механизм подъема и опускания пода посредством соединенного с ним штока и вакуумную систему, отличающаяся тем, что на краевой части составного пода установлен тепловой экран, выполненный в виде усеченного конуса с крышкой тороидальной формы, расположенной на верхней части усеченного конуса, при этом усеченный конус с крышкой выполнены из кварцевой керамики, содержащей не менее 99,9% SiO2.
Установка теплового экрана, выполненного в виде усеченного конуса с крышкой тороидальной формы, расположенной на верхней части усеченного конуса, обеспечивает увеличение теплоемкости пространства внутри усеченного конуса по сравнению с прототипом в процессе опускания центральной части составного пода в нижнее положение и размещения плоской стеклозаготовки на форме моллирования. После поднимания центральной части пода в верхнее положение пространство внутри усеченного конуса, где расположена форма моллирования с размещенной на ней плоской стеклозаготовкой, термостабилизируется быстрее по сравнению с прототипом. При этом краевая область стеклозаготовки экранируется от пямого лучевого нагрева сводовых нагревателей камеры нагрева с помощью крышки тороидальной формы. Таким образом, изгибание краевой области плоской стеклозаготовки замедляется по сравнению с ее центральной частью. Это обстоятельство обеспечивает симметричное изгибание стеклозаготовки без ее корректировки в форме в процессе моллирования. Предложенная установка обеспечивает значительное уменьшение энергозатрат и времени при проведении процесса моллирования по сравнению с прототипом.
Выполнение усеченного конуса с крышкой тороидальной формы из кварцевой керамики, содержащей не менее 99,9% SiO2 обеспечивает очень длительный срок их эксплуатации при температуре моллирования (600-650)°C, так как коэффициент термического расширения указанной кварцевой керамики от комнатной температуры до температуры моллирования практически равен нулю. Поэтому перепад температур, возникающий при опускании центральной части пода в нижнее положение для осуществления загрузки плоской и выгрузки гнутой стеклозаготовок, не оказывает существенного влияния на срок эксплуатации усеченного конуса с крышкой тороидальной формы.
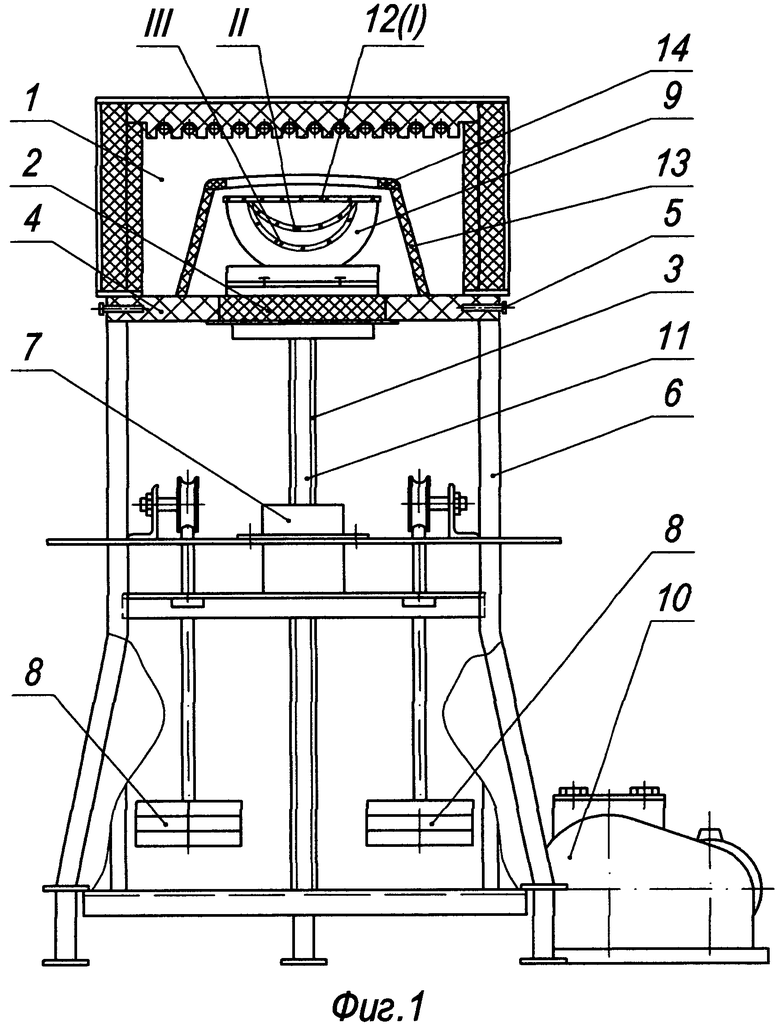
Фиг. 1 - Установка при закрытом положении центральной части пода.
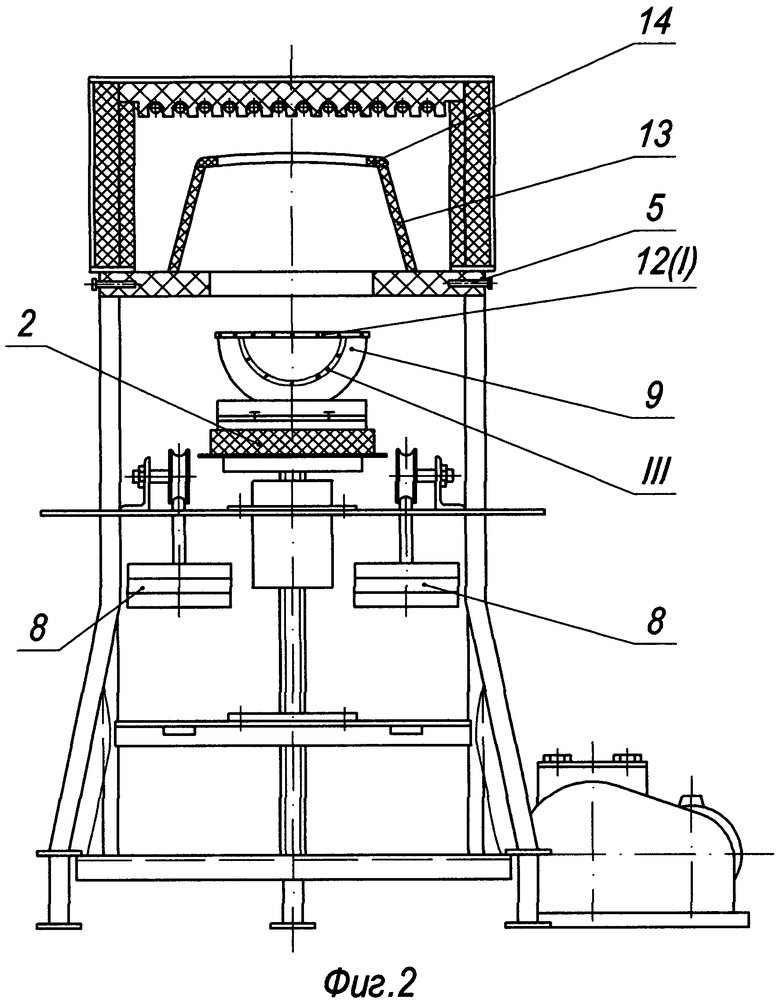
Фиг. 2 - Установка при открытом положении центральной части пода.
Установка содержит камеру нагрева 1 и составной под, состоящий из центральной части 2, соединенной со штоком 3, и краевой части 4 с фиксаторами 5. Камера нагрева 1 и составной под установлены на металлическом каркасе 6 с механизмом 7 и противовесами 8 для перемещения штока 3 по вертикали из крайнего верхнего положения центральной части 2 пода (фиг. 1) до крайнего нижнего положения центральной части 2 пода (фиг. 2). На центральной части 2 пода расположена форма моллирования 9, рабочее пространство которой соединено с вакуумной системой 10 посредством металлической трубки 11, расположенной на штоке 3.
На краевой части 4 составного пода установлен тепловой экран, выполненный в виде усеченного конуса 12 с крышкой 13 тороидальной формы, расположенной на верхней части усеченного конуса 12. Усеченный конус 12 и крышка 13 выполнены из кварцевой керамики, содержащей не менее 99,9% SiO2.
Установка работает следующим образом.
После нагрева камеры 1 (фиг. 1) до температуры размягчения стекла и выдержки в течение 30-40 мин центральную часть 2 пода опускают в крайнее нижнее положение (фиг. 2) с помощью механизма 7 и противовесов 8. При этом краевая часть 4 пода фиксируется относительно каркаса 6 с помощью фиксаторов 5. Далее осуществляют размещение на форму 9 круглой плоской стеклозаготовки 12 (фиг. 2) и поднимают центральную часть 2 пода в крайнее верхнее положение (фиг. 1) с помощью механизма 7 и потивовесов 8. В связи с увеличением теплоемкости пространства печи нагрева, где расположена форма моллирования 9, за счет размещения теплового экрана, выполненного виде усеченного конуса 13 с крышкой 14 время достижения температуры размягчения стеклозаготовки 12 значительно уменьшается по сравнению с прототипом. Кроме этого, за счет замедления нагрева плоской заготовки в ее краевой области по сравнению с центральной за счет экранирования лучевого нагрева тороидальной крышкой 14, максимальное изгибание под действием собственного веса происходит в центральной части стеклозаготовки 12 (фиг. 1), позиция II.
Это обстоятельство обеспечивает симметричное изгибание стеклозаготовки 12 (фиг. 1) позиция III после отсоса воздуха из пространства между стеклозаготовкой 12 и формующей поверхностью формы 9 с помощью вакуумной системы 10 и металлической трубки 11. После окончания процесса моллирования вакуумную систему 10 и нагрев камеры 1 отключают.
Пример. Необходимо моллировать стеклозаготовки, предназначенные для получения отражателей, используемых в аэродромных светосигнальных огнях приближения. При этом используется форма с диаметром в своей верхней части 210 мм. Установка имеет следующие параметры: диаметр рабочего пространства камеры 1 - 650 мм, высота - 400 мм, диаметр центральной части 2 составного пода - 260 мм, диаметр усеченного конуса в своей нижней части - 280 мм, в своей верхней части - 220 мм, диаметр тороидальной крышки по большому диаметру - 240 мм, по малому диаметру - 200 мм.
Была получена партия вышеуказанных гнутых стеклозаготовок. При этом энергетические затраты составили 70%, а время проведения процесса моллирования 75% по сравнению с прототипом.
Источники информации
1. Авт. свид. SU №511300, МПК C03B 23/02, опубл. 25.04.1976 г.
2. Жулудков Д.Д. Установка моллирования стеклянных полусфер. Информационный листок ВИМИ 386-2114, опубл. 1986 г.
3. Патент RU №2498948, МПК C03B 23/02, опубл. 20.11.2013 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка моллирования стеклянных полусфер | 2016 |
|
RU2636607C1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ПОЛУСФЕР | 2012 |
|
RU2498948C1 |
| Установка моллирования стеклянных полусфер | 2018 |
|
RU2703053C1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2014 |
|
RU2558839C1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ПОЛУСФЕР | 2015 |
|
RU2598656C1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2014 |
|
RU2556647C1 |
| Устройство регулирования процессом моллирования стеклозаготовок на форме | 1981 |
|
SU969686A1 |
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ ПРОЦЕССА МОЛЛИРОВАНИЯ СТЕКЛОЗАГОТОВОК НА ФОРМЕ | 2007 |
|
RU2342332C1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2011 |
|
RU2487088C1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2013 |
|
RU2528345C1 |
Изобретение относится к области получения гнутых изделий с параболической или сферической кривизной поверхности. Технический результат изобретения заключается в уменьшении энергозатрат и времени при проведении процесса моллирования. Установка моллирования стеклянных полусфер содержит камеру нагрева, под с противовесами, выполненный составным, состоящим из центральной части, соединенной со штоком, и краевой части с фиксаторами ее положения, механизм подъема и опускания пода посредством соединенного с ним штока и вакуумную систему. В камере нагрева на краевой части составного пода установлен тепловой экран в виде усеченного конуса с крышкой тороидальной формы, расположенной на верхней части усеченного конуса, при этом усеченный конус и тороидальная крышка выполнены из кварцевой керамики, содержащей не менее 99,9% SiO2. 2 ил.
Установка моллирования стеклянных полусфер из плоских стеклозаготовок, содержащая камеру нагрева, под с противовесами, выполненный составным, состоящим из центральной части, соединенной со штоком, и краевой части с фиксаторами ее положения, механизм подъема и опускания пода посредством соединенного с ним штока и вакуумную систему, отличающаяся тем, что на краевой части составного пода установлен тепловой экран, выполненный в виде усеченного конуса с крышкой тороидальной формы, расположенной на верхней части усеченного конуса, при этом усеченный конус с крышкой выполнены из кварцевой керамики, содержащей не менее 99,9% SiO2.
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ПОЛУСФЕР | 2012 |
|
RU2498948C1 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2011 |
|
RU2487090C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУСФЕРИЧЕСКИХ ЗАГОТОВОК ИЗ СТЕКЛА | 1988 |
|
RU1577253C |
| Способ изготовления гнутых изделий из стекла | 1982 |
|
SU1087476A1 |
| EP 1961709 A1, 27.08.2008 | |||

