Изобретение относится к устройствам для подкожных инъекций и к иным подобным устройствам, применяемым при вакцинации, взятии и вливании крови, и может быть использовано в медицине и ветеринарии.
Прототипом заявленной конструкции иглы является игла для подкожных инъекций с необрезающей пяткой, содержащая корпус в виде трубки со сквозным отверстием, с размещенным на конце основанием для закрепления и с острозаточенным рабочим концом, имеющим подрезную режущую кромку в виде винтовой линии, отклоняющей на ≈260-280° при соприкосновении прокалываемый материал (человеческой кожи, герметичной лекарственной пробки и т.д.) по бокам наружу через открытую сторону трубки и таким образом не позволяющей инородному материалу выпучиваться внутрь просвета трубки. При этом концы винтовой линии соединены отрезком, параллельным оси трубки (Игла для подкожных инъекций с необрезающей пяткой. Патент США №3448740 А, 1966).
Недостатком известной иглы с конструкцией, наиболее близкой к заявленной, является выполнение винтовой линии незамкнутой со смещением на угол ≈260-280°. Этот геометрический недобор углового размера в виде ≈80-100° до полного витка, соответствующего углу поворота подрезающей винтовой линии на 360°, как усложняет и удорожает конструкцию собственно иглы, так и снижает технологичность производной конструкции открытой винтовой полости рабочего конца иглы. Деформация человеческой кожи и тканей, неизбежная на этих ≈80-100° незамкнутой винтовой линии, вызывает дополнительные болевые ощущения. Хотя болезненность и общее снижение эффективности самого процесса инъекции гасятся малым размером диаметра иглы, но их все же можно избежать более рациональной и технологичной конструкцией инъекционной иглы.
Известен также способ изготовления инъекционной иглы стандартного диаметра и длины, содержащий операцию изготовления цилиндрического корпуса иглы в виде трубки из стальной ленты путем прокатки в валках и сварки ее швом по всей длине заготовки, разрезание на отрезки, равные длине иглы, и механическую обработку профиля режущей кромки иглы с заострением (Инъекционная игла однократного применения и способ ее изготовления RU 2116804, А61М 5/32, B21G 1/08, 1998).
Недостаток известного способа изготовления инъекционной иглы проистекает из сложной и нетехнологичной конструкции самой иглы, требующей высокозатратной технологии штучного изготовления не менее чем двух кососрезанных режущих кромок рабочего конца иглы.
Основной задачей, на решение которой направлено данное изобретение, является интенсификация забора или ввода препарата или крови в полость иглы или из полости иглы в организм пациента без закупорки полости с постоянной скоростью и со щадящим режимом высокоэффективного взаимопроникания со стабильно усваиваемым воздействием на организм содержимого полости иглы при рабочем движении поршня в шприце.
Операционно-хирургической задачей изобретения является замена известных стандартных концов игл с острозаточенным рабочим концом на рабочий конец иглы с винтовой полостью, образованной одной режущей и другой подрезающей кромками, в результате чего болевые ощущения от инъекции локализуются и концентрируются с демпфированием в винтовой рабочей полости иглы с плавным нарастанием болевых ощущений в начале и таким же плавным убыванием в конце инъекций.
Указанные задачи конструкции иглы Балтабаева и способа Балтабаева ее изготовления решаются за счет того, что производят автоматическое формирование по винтовой линии в виде полного витка рабочей режущей и подрезающей кромок инъекционной иглы, синхронное с формированием диаметра трубки иглы.
Технический результат изобретения - обеспечение плавного нарастания давления в цилиндрическом канале иглы, передающееся в шприц при рабочем движении поршня, достигается тем, что режущую и подрезающую кромки иглы выполняют по винтовой линии в виде полного витка, при этом концы винтовой линии, профилирующей подрезающую кромку и образующей виток, соединены между собой отрезком, выполняющим функцию режущей кромки и параллельным оси трубки.
На фиг.1 изображена инъекционная игла конструкции Балтабаева; на фиг.2 показана развертка винтового профиля рабочего конца иглы диаметра d в виде прямоугольного треугольника ABC. Чертежи фигур, соответствуя стандартным значениям диаметров и длин игл, для наглядности выполнены произвольного масштаба без соблюдения пропорций.
Инъекционная игла состоит из трубки 1 диаметром d и длиной l, вставляемой своим основанием 2 в канюлю 3 шприца 4. Рабочий конец 5 трубки 1 иглы выполнен в виде цилиндрической винтовой полости 6 диаметра d. Подрезающая кромка 7 выполнена по винтовой линии 8 в виде полного витка 9. Режущая кромка 10 параллельна оси трубки и выполнена в виде отрезка АВ, соединяющего концы винтовой линии 8. Разверткой рабочего конца 5 трубки 1 иглы является прямоугольный треугольник ABC поз.11. Гипотенуза ВС (поз.12) автоматически превращается в винтовую линию 8 при сгибе развертки и прокатке ее в валках с образованием диаметра d.
Пользуются инъекционной иглой конструкции Балтабаева следующим образом.
При введении иглы 1 в тело пациента острие В рабочего конца 5 иглы производит начальный порез с проколом тканей без разрыва и в одной только точке В, нанося минимальное раздражение нервным клеткам. При дальнейшем введении иглы режущая 10 и подрезающая 7 кромки производят рабочие операции пореза и подрезания тканей как синхронное продолжение начальной операции пореза в точке В уже с заданной винтовой траекторией операции подрезания со сдвигом тканей. Порез производится только режущей кромкой 10. Подрезающая кромка 7, не производя пореза, а только синхронно подрезая ткани за режущей кромкой 10, обеспечивает сдвиговое и атравматичное проникновение рабочего конца иглы 1 в организм пациента по винтовой линии 8.
Способ Балтабаева изготовления инъекционной иглы конструкции Балтабаева наиболее прост и технологичен из всех известных технологий изготовления стандартных инъекционных игл, широко применяемых в медицинской промышленности, и состоит из следующих операций:
- вырезка из стальной ленты из нержавеющей стали, например, марки 12Х18Н10Т заготовки с разверткой рабочей части 5 иглы в виде прямоугольного треугольника ABC;
- термообработка;
- заточка катета АВ и гипотенузы ВС /фиг.2/ на развертке заготовки;
- прокатка в микровалках для формирования диаметра d трубки иглы;
- сварка продольным швом по длине l-h.
Главным отличием способа Балтабаева является автоматическое формирование рабочего конца 5 иглы 1 в виде винтовой полости 6, синхронное с формированием диаметра d трубки 1 иглы.
Научно-физическая сущность изобретения состоит в том, что винтовое движение, или винтовая линия, есть сложение вращательного движения и поступательного перемещения, и если ввод иглы 1 в организм пациента можно представить как пример поступательного движения режущей кромки 10, то подрезающая кромка 7 своей винтовой геометрией 8 обеспечивает вращательно-сдвиговое и безразрывное проникновение рабочего конца 5 иглы 1 в организм пациента с минимальным нервным раздражением и поражением тканей.
Медицинская и биологическая сущности изобретения состоят в том, что винтовая полость 6 обеспечивает наиболее полный и равномерный контакт с тканью организма пациента рабочего конца 5 трубки иглы 1 и, соответственно, всей полости 6 от точки В до точки А с поворотом на 360°, чем достигается плавное нарастание давления в цилиндрическом канале иглы 1, передающееся в шприц 4 при рабочем движении поршня /не показано/.
Положительный эффект от использования заявленной инъекционной иглы и способа ее изготовления достигается:
- простотой и высокой технологичностью изготовления рабочей части иглы с винтовой полостью и с режущей и подрезающей кромками, не требующими затрат на изготовление винтового профиля;
- синхронностью прямолинейно направленной операции пореза с операцией подрезания тканей организма по винтовой линии, автоматически обеспечивающей вращательно-сдвиговое и безразрывное проникновение винтовой полости рабочего конца иглы в организм пациента без закупорки полости и с постоянной скоростью высокоэффективного взаимодействия и воздействия на организм содержимого полости иглы;
- атравматичностью и щадящим режимом, в результате чего болевые ощущения от инъекции локализуются и концентрируются с демпфированием в винтовой рабочей полости иглы;
- винтовой рабочей полостью рабочего конца иглы, обеспечивающей наиболее полный и равномерный свой контакт с тканью организма пациента по всей длине режущей и подрезающей кромок с поворотом на 360°, чем достигается плавное нарастание давления в цилиндрическом канале иглы, передающееся в шприц при рабочем движении поршня.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ТРУБ И ТРУБА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2319890C2 |
| Форма для изготовления изделий из бетонных смесей | 1983 |
|
SU1174267A1 |
| УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ФИСТУЛОГРАФИИ У БОЛЬНЫХ С ПРЯМОКИШЕЧНЫМИ СВИЩАМИ | 2010 |
|
RU2423075C1 |
| МЕДИЦИНСКАЯ ИГЛА ДЛЯ ИНЪЕКЦИЙ | 2006 |
|
RU2315630C1 |
| ИГЛА ДЛЯ БИОПСИИ | 1995 |
|
RU2090142C1 |
| ИНЪЕКЦИОННАЯ ИГЛА ОДНОКРАТНОГО ПРИМЕНЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2116804C1 |
| ИНЪЕКЦИОННОЕ УСТРОЙСТВО С КОЖУХОМ ДЛЯ ИГЛЫ, ПРЕДНАЗНАЧЕННОЕ ДЛЯ СНИЖЕНИЯ ЧУВСТВИТЕЛЬНОСТИ КОЖИ | 2012 |
|
RU2573041C2 |
| ИНЪЕКЦИОННОЕ УСТРОЙСТВО ДЛЯ ИНЪЕКЦИИ В БИОЛОГИЧЕСКУЮ ТКАНЬ, МЕДИЦИНСКИЙ ПРИБОР С ТАКИМ ИНЪЕКЦИОННЫМ УСТРОЙСТВОМ, А ТАКЖЕ СПОСОБ ИНЪЕКЦИИ С ИСПОЛЬЗОВАНИЕМ ТАКОГО ИНЪЕКЦИОННОГО УСТРОЙСТВА | 2008 |
|
RU2494766C2 |
| Игла для биопсии | 2017 |
|
RU2672476C1 |
| Фреза червячная незатылованная и способ ее изготовления | 1986 |
|
SU1360924A1 |
Группа изобретений относится к медицине и ветеринарии и может быть использована для вакцинации, взятия и вливания крови. Инъекционная игла содержит корпус в виде трубки с основанием на конце и с острозаточенным рабочим концом. Конец имеет подрезную режущую кромку в виде полного витка винтовой линии. Концы винтовой линии соединены с режущей кромкой в виде отрезка, который параллелен оси трубки и равен высоте витка. Конец с основанием трубки вставлен в канюлю шприца с поршнем. Способ изготовления инъекционной иглы включает операцию вырезки заготовки для игл, термообработку, прокатку в валках до стандартного диаметра, сварку продольным швом, разрезание по длине иглы и заточку срезов не менее чем двух режущих кромок. Вырезку заготовки и последующую операцию заточки режущей и подрезающей кромок производят для одной иглы на развертке заготовки в виде трапеции. Режущую и подрезающую кромки формируют синхронно с формированием диаметра трубки иглы. Технический результат изобретения заключается в обеспечении плавного нарастания давления в цилиндрическом канале иглы, которое передается в шприц при рабочем движении поршня. 2 н. и 4 з.п. ф-лы, 2 ил. 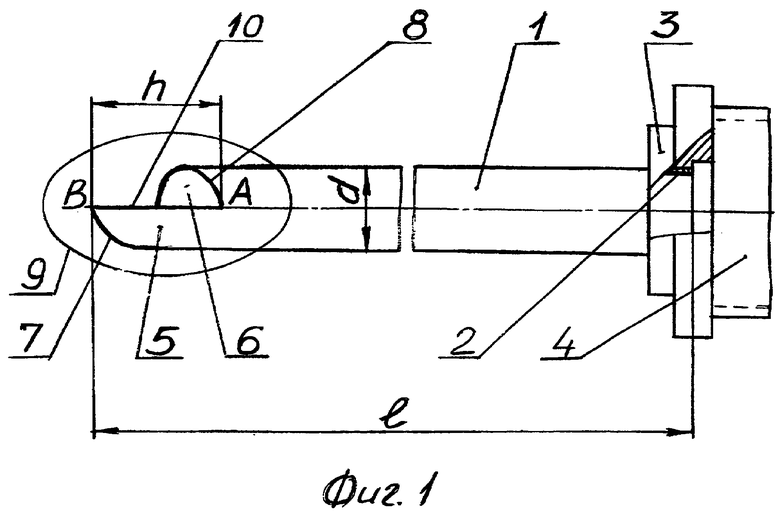
1. Инъекционная игла, содержащая корпус в виде трубки с размещенным на конце основанием и с острозаточенным рабочим концом, имеющим подрезную режущую кромку в виде винтовой линии, концы которой соединены с режущей кромкой в виде отрезка, параллельного оси трубки, отличающаяся тем, что подрезная режущая кромка выполнена в виде полного витка винтовой линии, при этом отрезок, соединяющий концы винтовой линии равен высоте витка, а конец с основанием трубки вставлен в канюлю шприца, имеющего поршень.
2. Игла по п.1, отличающаяся тем, что имеет острозаточенный рабочий конец, содержащий не менее двух режущих кромок, сходящихся с сужением к острию.
3. Игла по п.1, отличающаяся тем, что имеет корпус, выполненный из стандартной трубки.
4. Способ изготовления инъекционной иглы, включающий операцию вырезки заготовки для игл, термообработку, прокатку в валках до стандартного диаметра, сварку продольным швом, разрезание по длине иглы и заточку срезов не менее чем двух режущих кромок, отличающийся тем, что вырезку заготовки и последующую операцию заточки режущей и подрезающей кромок производят для одной иглы на развертке заготовки в виде трапеции, причем режущую и подрезающую кромки формируют синхронно с формированием диаметра трубки иглы.
5. Способ по п.4, отличающийся тем, что трапецеидальную развертку заготовки выполняют с длиной 1, равной длине иглы, и шириной πd, где d - стандартный диаметр трубки иглы, при этом развертку со стороны рабочего конца иглы выполняют в виде прямоугольного треугольника с катетами, равными высоте витка h, и с гипотенузой, равной длине винтовой линии.
6. Способ по пп.4 и 5, отличающийся тем, что сварку продольным швом производят на длине 1-h.
| US 3448740 A, 24.06.1966 | |||
| Канюля и способ ее изготовления | 1989 |
|
SU1706611A1 |
| 7-ЧЛЕННЫЕ ЦИКЛИЧЕСКИЕ СОЕДИНЕНИЯ, СПОСОБЫ ИХ ПОЛУЧЕНИЯ И ИХ ФАРМАЦЕВТИЧЕСКОЕ ПРИМЕНЕНИЕ | 2007 |
|
RU2466994C2 |
| Игла инъекционная | 1990 |
|
SU1826914A3 |
| САБИТОВ В.Х | |||
| Медицинские инструменты | |||
| - М.: Медицина, 1985, с.127-130. | |||

