Изобретение относится к мэдицинскоЯ технике, о именно к устройстпгм дтя гсги- рации хр;стз. мгсс при операциях 3 crp jKU ,:;t катэракты и способу изготозле- HHR этих устройств.
Цель изобретший - уменьшение траа- MU тканей пр , уменьшении tp.s . гсп: . путем пэаыше ни эффо /ч -чо- Cvi , оСпирац .н-, г,э CMGT сн;;;;;-. ri-v ...чиЧКСКОГО COnpOVii J/IUtil.
На ;.иг.1 нес.Орзжэнз кэяюлг:, с;:,.: П (иг.2 - r-иг, А из фиг.1; из un;r.3-5 с с- Б-5 на ч;:; -1 (Формы поперечного t,-i:iii, канюли); яа фиг.б - nyir o j; д;-я l/:r.0. ic;: . нз ч .г,7 - cv ..-. п jo- ц.;.са ;: гото лс;;:.я .; тпу. и .нениа со с голсзксГ; канюли; нз фиг.8 - процесса удаления пуансона из трубки и голозки,
Канюля состоит из голозки 1 с конусным присоединительным отверстием 2 и рабочая трубки 3. Внутренний канал 4 трубки 3 выполнен переменного сечзния, монотонно рзсширя:э:иимся от рабочего конца 5 к голоске 1. При этом внутренняя поверхность рабочей трубки 3 выполнена с значением среднеарифметического отклонения ппсфи- ля менее 0,16 мкм, что соответствует чистоте пооесхност л не менее десятого класса. Tjr/ока З нп рабочем конце 5 снабжено бо- кс„ .:м рл Зочим отоерстием 6. Отперстие 6 заполнено згг.иптпческим, при .-том боль 4
Оч О.
шоп ось 7 эллипса расположена вдоль оси рабочей трубки 3. Пг.сщздь отверстия 6 равна или больше площади сечения G-10 канала 1 рабочей трубки 3 месте расположения отверстия 6.
На фиг.3-5 представлены варианты поперечного сечения рабочей трубки 3, а именно круглого 8, овального 9 и п виде чгсти тора 10. Круглое сечение позволяет обеспечить герметизацию, снижение вели- чины разреза, опальное - максимальную герметизацию, снижение напряжения тканей в углах операционной рамы, отималь- ный вход в камеру, часть кольца препятствует обтюрации рабочего отверстия. Рабочая трубка 3 может быть выполнена прямой (фиг.1). Кроме того, возможны различные конфигурации рабочей трубки (не показаны), а именно изогнутой по радиусу, изогнутой с прямым рабочим концом 5 и т.п.
Выбор варианта рабочей трубки и формы сечений 8-10 зависит от методики удаления . хрусталиковых масс и физиологических особенностей оперируемого глаза.
Канюля работает следующим образом.
Головка 1 посредством конусного присоединительного отверстия 2 соединяется со шприцом или аспирационной системой (не-показаны), Рабочий конец 5 сводится в хрусталиковую сумку (не показана) через разрез тканей. Посредством шприца или ас- пирацнонной системы в рабочей трубке 3 создается разрежение и хрусталиковые массы через рабочее отверстие 6 аспириру- ются из хрусталикосой сумки.
Способ изготовления канюли осуществляется следую1.. образом.
Первоначально изготовляют пуансон 11 (фиг.6), который выполнен в виде стержня, при этом на участке 12. равным по длине рабочей трубке 3, пуансон имеет переменное сечение, соответствующее сечению внутреннего канала рабочей трубки 3. Поверхность участка 12 выполнена с значением среднеарифметического отклонения профиля 0,16 мкм и меньше. Участок 13 пуансона выполнен цилиндрическим. Торец пуансона 11 снабжен упором 14, предназначенным для фиксации пуансона. Торец пуансона 11 может быть выполнен с резь бой (не показан).
В голоске 1 соосно конусному присоединительному отверстию 2 изготавливают отверстие i5, диам-зтр которого соответствует диаметру цилиндрического участка 13 пуансона 11. Пуансон 11 устанавливают ци- линдрически.м участком 13 в отверстие 15 гслс.аки 1, располагая участок 12 пуансона
11 в сторону, противоположную присоединительному конусному отверстию 2 головки 1, и фиксируют головку 1 и пуансон 11 о катодной штанге 16.
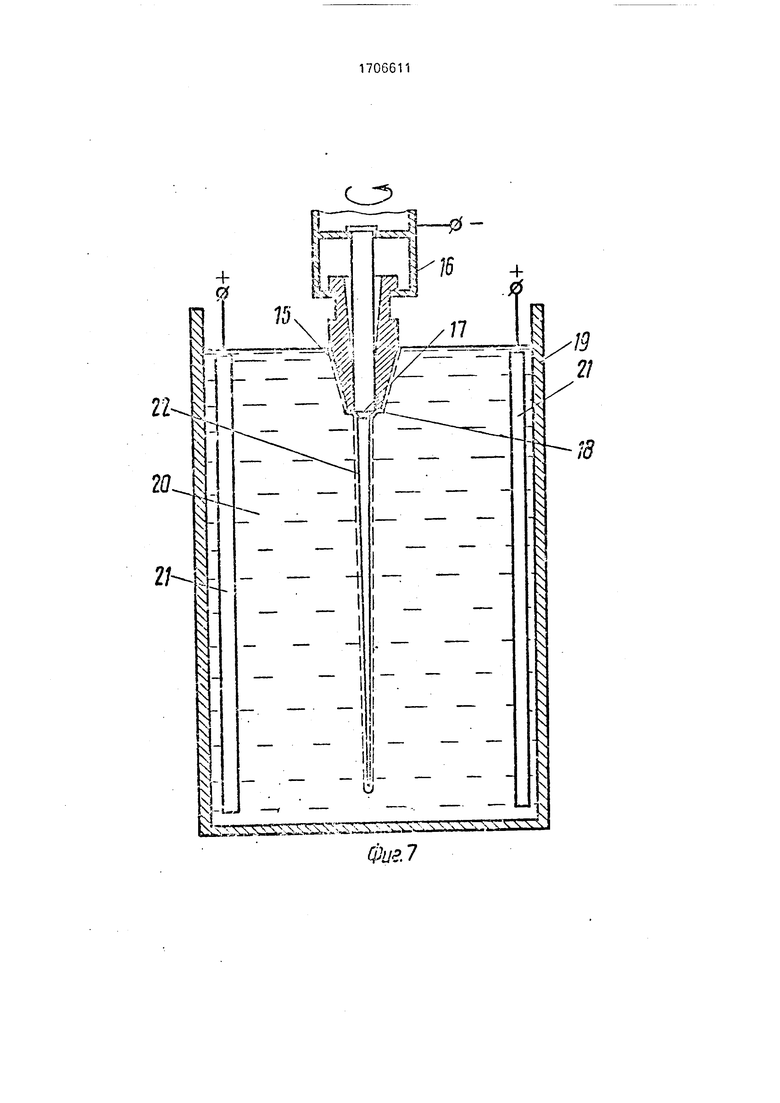
При установке пуансона 11 в головке 1 линия 17 перехода участка 12 в участок 13 должна совпадать с торцом 18 головки 1. Пуансон 11с головкой 1 помещают в гальваническую ванну 19, наполненную раствором
0 электролита 20 и снабженную анодами 21, катодная штанга 16 вращается относительно продольной оси пуансона 11. Включают гальваническую ванну 19 и наращивают слой 22 металла, например никеля, из пуан5 сон 11 и головку 1, тем самым осуществляется операция изготовления рабочей трубки 3 и ее соединения с головкой 1. После этой операции отключают гальваническую ванну и полученную заготовку канюли вместе с
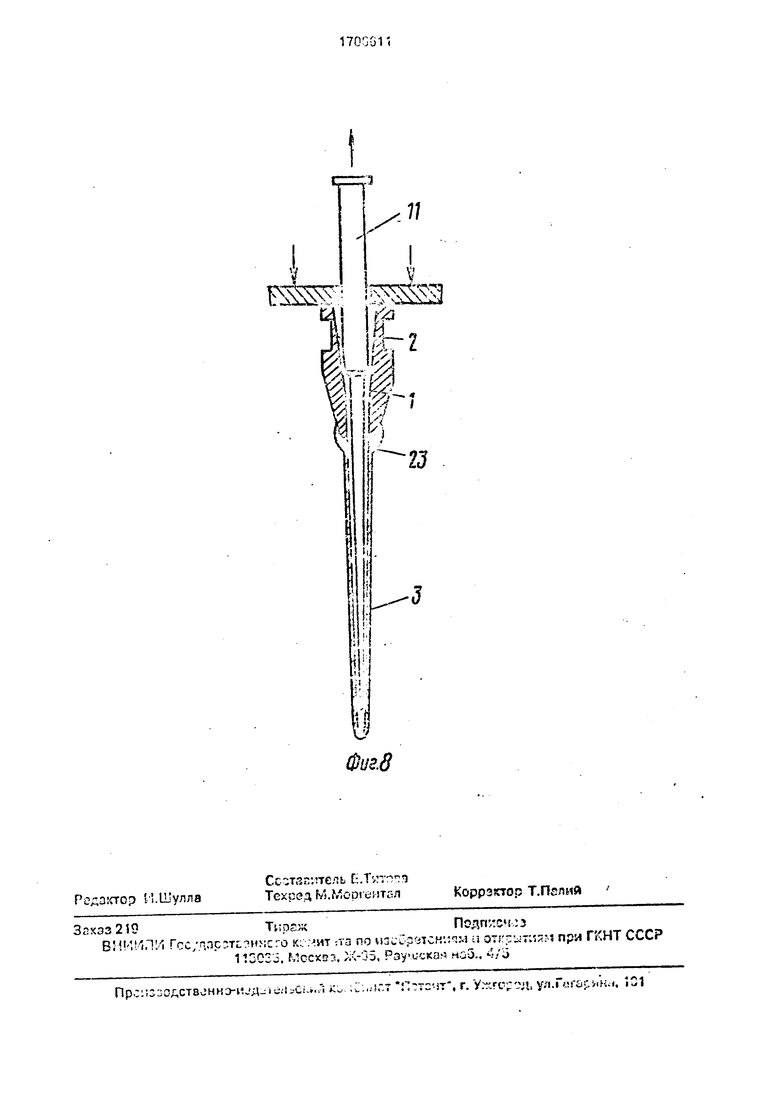
0 пуансоном извлекают из катодной штанги 16. Место соединения рабочей трубки 3 и головки 1 усиливают, нанося слой 23 олова на место их соединения, и удаляют пуансон 11 из рабочей трубки 3 и головки 1 через
5 конусное присоединительное отверстие 2 приложением усилия вдоль оси пуансона 11 (фиг.2). После этого изготавливают боковое рабочее отверстие 6 методом электроэрро- зии, используя в качестве электрода стер0 жень (не показан) с сечением, соответствующим форме рабочего отвер- стия 6. Поверхность внутреннего канала рабочей трубки изготовленной канюли представлена на фиг.1 и 3.
5 Пример. Изготовлена опытная партия канюль. Для этого изготовлен из стали пуансон, длина которого в цилиндрической части составляла 30 мм, длина участка переменного сечения 30 мм, диаметр цилиндрической
0 части 1,5 мм. диаметр участка переменного сечения 0,8-0.35 мм. Поверхность участка переменного сечения выполнена с чистотой II класса, что соответствует значению среднеарифметического отклонения профиля
5 0.06 мкм.
В качестве заготовки головки использованы стандартные головки инъекционных игл с конусным присоединительным отверстием для соединения со шприцем типа
0 Рекорд. В головках изготовлены цилиндрические отверстия соосно конусным диаметром 1,5 мм, обеспечивающие посадку с цилиндрической частью пуансона H7/h6. Для изготовления заготовки рабочей
5 трубки и ее одновременного соединения с голсокой использовалась гальваническая ванна, изготовленная из титана с наружным нагревательным элементом.
Электролит сульфатный. Состав следующий, г/л:
Сульу мат никеля440 Хлорид никеля 5 Верная кислота 30 Лоурисульфэт натрия О.Э рН 4,0 После установки пуачсона в голоскэ для образования разделительного слоя учпсток переменного сечения пуансона располагают о оодном раствора, содержащем калия бихромзт (массовая доля 2 %) и азотную кислоту (объемная доля 20%), в течение 20 мин при 50°С. После этого пуансон с головкой закрепляют в катодной штанге и погружают в электролит, где при 55 С и плотности тока G А/дм2 в течение 50 мин осаждают слой никеля 0,03 мм. при этом катодная штанга вращается относительно продольной оси пуансона. Образованную заготовку канюли смеете с пуансоном извлекают из оанны и промывают дистиллированной водой.
На место соединения трубки и головки нанесено олоно марки ОВ4-000 для усиления места соединения. Далее через конусное присоединительное отверстие извлекают пуансон. Бокосоз рабочее от&ер- стие эллиптической форг.гы изготовлено на электроэрооионном станке с помощью электрода, имеющего форму эллипса с осями 0,3x0,4 мм.
Формула изобретения 1.Канюля, содержащая головку с конусным присоединительным отверстием и изогнутую трубку, на рабочем конце которой выполнено боковое отверстие, отличающаяся тем, что. с целью уменьшения травмы тканей глаза при уменьшении времени аспирации путем повышения эффективности аспирации за счет снижения гидразлическиго сопротивления, внутренний канал трубки выполнен монотонно расширяющимся от рабочего конца трубки к головке, при этом внутренняя поверхность рабочей трубки выполнена со значением среднеарифметического отклонения профиля менее 0,16 мкм, кроме того, боковое отверстие выполнено эллиптическим, причем большая ось эллипса расположена вдоль оси рабочей трубки, а площадь отверстия превышает площздь сечения канала трубки в месте выполнения отверстия, а такжо трубкз выполнена с Фигурным поперечным сечением.
2,Канюля по п.1, отличающаяся тем, что, с целью обеспечения герметизации, снихсени „ личины разреза, труб: выполнена крутого поперечного сечпния.
53.Канюля по п.1,отличающийся тем, что, с целью обеспечения максимальной герметизации, снижения нлппях ения тканей о углах операционной ряны, обеспечения оптимального схода в камеру, трубка
0 выполнена опального поперечного сечения.
А.Канюля по п.1, о т л и ч а ю щ а я с я
тем, что, с целью препятствия обтурзции
отверстия, трубкз оыполнена с поперечным
сечением в виде части кольца.
5 5.Канюля по п.1, отличающаяся тем, что трубка выполнена прямой.
6.Способ изготовления канюли, заключающийся в изготовлении головки с попе0 речным присоединительным отверстием. изготовлении заготовки трубки, соединении заготовки трубки с головкой и выполнении бокового отверстия, отличающийся тем, что предварительно изготавливают пу5 ансон в виде стержня, длина которого превышает суммарную длину рабочой трубки и головки канюли, при этом на участке, равном длине трубки, пуансон имеет переменное сечение, соетветстоующее пере0 менному сечению внутреннего канала трубки канюли, а остальная часть пуансона выполняется цилиндрической, причем поверхность пуансона на участке с переменным сечением выполняют со значением
5 среднеарифметического отклонения профиля менее 0,16 мкм,затем в головке изготаз- ливают отверстие, располагаемое соосно конусному присоединительному отверстию, диаметр которого соответствует диаметру
0 цилиндрической части пуансона, устанавливают пуансон его цилиндрической частью в отверстие головки, располагая участок пуансона с переменным сечением в сторону, протиаополохшую конусному присоодини5 тельному отверстию головки, и способом гальванопластики наносят слой металла толщиной не менее 0,035 мкм на головку и участок пуансона с переменным сечением, после чего усиливают место соединения
0 трубки и головки, затем удаляют пуансон из трубки и головки через конусное присоеди- нительнсз отверстие головки.
1 2 15
| название | год | авторы | номер документа |
|---|---|---|---|
| АСПИРАЦИОННАЯ КАНЮЛЯ | 1994 |
|
RU2067855C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВКИ КРУТОИЗОГНУТЫХ ПАТРУБКОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2008 |
|
RU2384380C1 |
| АСПИРАЦИОННО-ИРРИГАЦИОННАЯ КАНЮЛЯ | 1993 |
|
RU2069552C1 |
| УСТРОЙСТВО ДЛЯ МУНДШТУЧНОГО ФОРМОВАНИЯ | 2012 |
|
RU2486056C1 |
| ИНЪЕКЦИОННАЯ ИГЛА МНОГОКРАТНОГО ПРИМЕНЕНИЯ А.Е.ШУЛИКОВА | 1991 |
|
RU2102086C1 |
| ОБОЛОЧКА ОТСЕКА ГЕРМЕТИЧНОГО ФЮЗЕЛЯЖА МАГИСТРАЛЬНОГО САМОЛЕТА ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2475412C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ НАСОСНОЙ ШТАНГИ | 2009 |
|
RU2402402C1 |
| Способ получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2761569C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ | 2007 |
|
RU2337781C1 |
| РАСПЫЛИТЕЛЬНАЯ ГОЛОВКА ДЛЯ УСТАНОВОК ПОЖАРОТУШЕНИЯ ТОНКОРАСПЫЛЕННОЙ ПОД ВЫСОКИМ ДАВЛЕНИЕМ ЖИДКОСТЬЮ | 2013 |
|
RU2570756C2 |

ВидК
Ы /
91Ю ФигЛ Фие.5
14
;j
А
и
If
-ь
5-5
Фие.З
6-Б
I
п
фиаб
C
U990Z.I
L -
5ШЗ
t
I
| Каталог фирмы Cans Gender, ФРГ, 1981, с.31 | |||
| 15285. |
