Изобретение относится к обработке металлов давлением, в частности к обработке поверхностным пластическим деформированием (ППД) цилиндрических поверхностей эксцентриковых, нежестких валов и винтов с большим шагом и малым эксцентриситетом, например винтов нефтедобывающих насосов.
Известно трехроликовое приспособление для обкатывания нежестких валов, состоящее из державки с роликами, шарнирно соединенной с корпусом, который крепят на суппорте станка [1].
Недостатком известного приспособления является ограниченность применения, узкая специализация (только для цилиндрических поверхностей) и низкая производительность, при этом для получения высокого качества необходимо создание больших рабочих усилий, а это требует использование роликов с большим радиусом профиля, что отрицательно влияет на массогабаритные параметры и не всегда осуществимо.
Задачей изобретения является расширение технологических возможностей оснастки путем обеспечения обработки обкатыванием цилиндрических поверхностей эксцентриковых и нежестких валов самоустанавливающейся головкой с торовыми роликами с двойным профильным пояском, образованным двумя профильными радиусами, снижение себестоимости, повышение производительности и улучшение качества изготовления благодаря обеспечению эффекта сглаживания и упрочнения, а также благодаря использованию предлагаемой головки на том же станке, на котором производилась предварительная обработка заготовки.
Поставленная задача решается путем использования предлагаемой регулируемой головки для обкатывания эксцентриковых и нежестких валов, содержащей корпус, с помощью которого головку крепят на суппорте станка, и державку с деформирующими элементами, шарнирно соединенную с корпусом, однако она снабжена двумя дисками с центральными отверстиями, один из которых жестко соединен с корпусом, а другой диск жестко крепится к торцу первого диска с помощью распорных втулок и винтов, причем между дисками свободно установлена с помощью нескольких растяжек в виде пружин растяжения державка, несущая с помощью кронштейнов деформирующие элементы в виде торовых роликов с двойными профильными поясками, образованными двумя профильными радиусами, из которых поясок, образованный максимальным радиусом, - сглаживающий, а поясок, образованный минимальным радиусом, - упрочняющий, при этом ролики установлены на подшипниках на осях с коническими торцами, контактирующими с ответными внутренними коническими поверхностями колец-гаек, которые ввернуты с помощью левой и правой резьб в торцовые леворезьбовое и праворезьбовое отверстия державки, кроме того, для предотвращения вращения державки она снабжена рукояткой, расположенной на периферии, которая опирается на ролик с осью, закрепленной между дисками, причем упомянутые растяжки-пружины закреплены на распорных втулках.
Сущность конструкции предлагаемой головки поясняется чертежами.
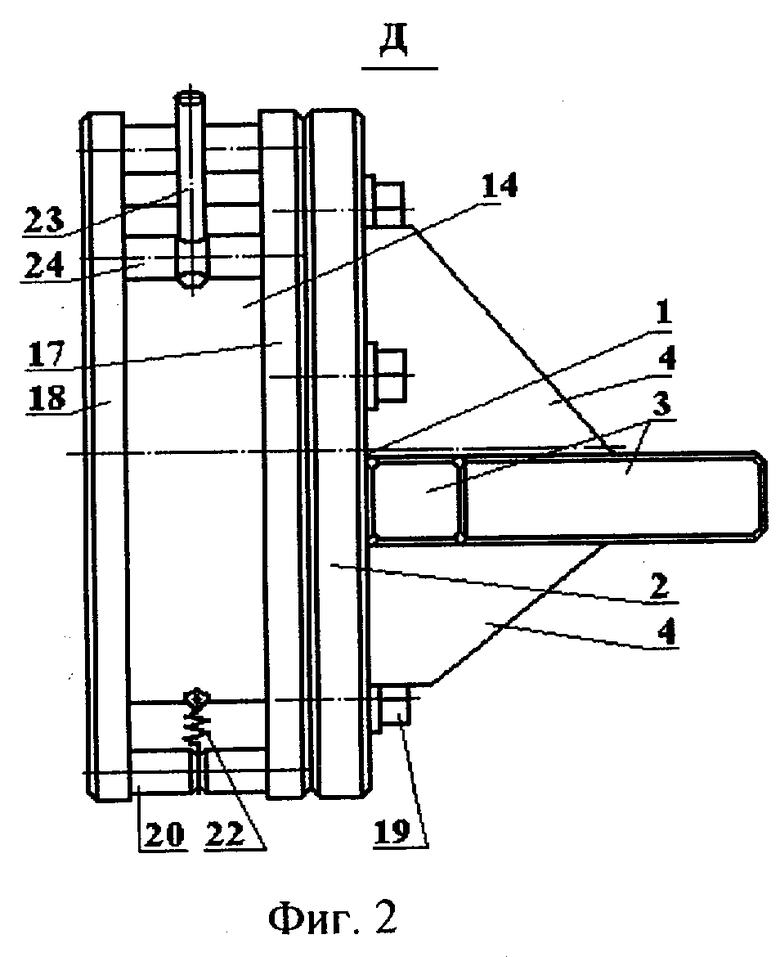
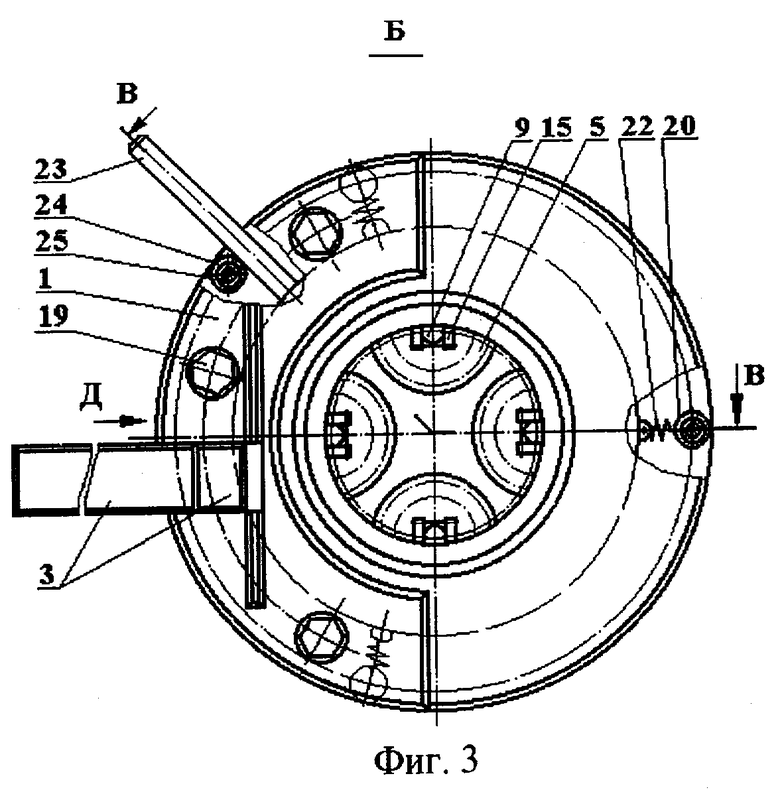
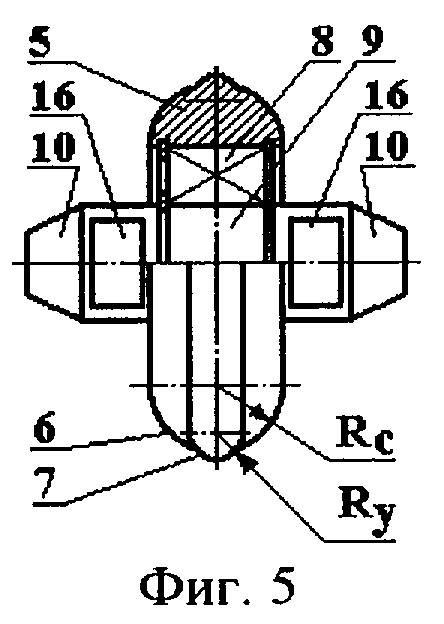
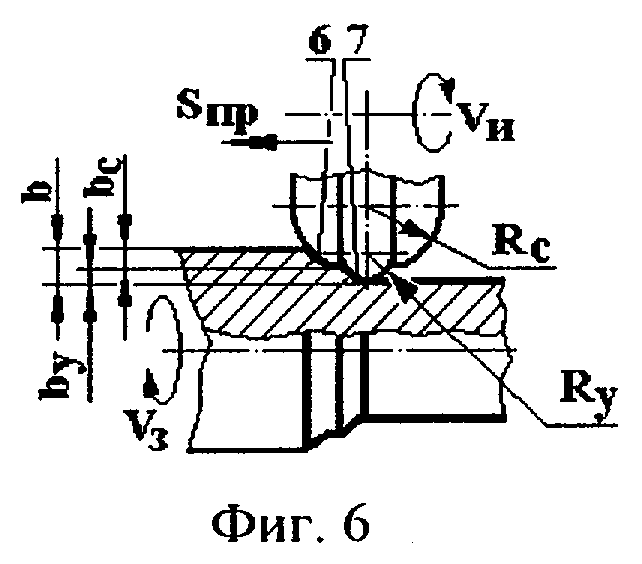
На фиг.1 представлена регулируемая в радиальном направлении головка для обкатывания эксцентриковых и нежестких винтов, продольный разрез по В-В на фиг.3; на фиг.2 - вид слева по Д на фиг.3; на фиг.3 - общий вид устройства по Б на фиг.1; на фиг.4 - разрез по А-А на фиг.1; на фиг.5 - сборочный чертеж торового ролика с сглаживающим и упрочняющим поясками, смонтированного на подшипнике на оси; на фиг.6 - схема обработки обкатыванием нежесткого вала с указанием упрочненного слоя, образованного сглаживающим и упрочняющим поясками; на фиг.7 - схема обработки обкатыванием эксцентрикового вала предлагаемой головкой на токарном станке; на фиг.8 - вид справа по Е на фиг.7.
Предлагаемая головка относится к многоэлементному инструменту с регулируемыми на заданный размер свободно вращающимися роликами и служит для обработки поверхностным пластическим деформированием (ППД) - обкатыванием нежестких, эксцентриковых валов и винтов преимущественно с большим шагом (t) и малым эксцентриситетом (е), например винтов нефтедобывающих насосов, у которых е=1,6 мм и t=28±0,01 мм.
Головка содержит корпус 1 сварной конструкции, с помощью которого ее крепят, например, на суппорте токарного станка. В корпусе можно различить: полдиска 2, расположенного вертикально, две взаимно перпендикулярные горизонтальные планки 3 для закрепления корпуса в резцедержателе суппорта и ребра жесткости 4.
Деформирующие элементы - торообразные ролики 5 с двойными профильными поясками 6 и 7, образованными двумя профильными радиусами, соответственно Rc и Ry, из которых поясок 6, образованный максимальным радиусом Rc, работает как сглаживающий, а поясок 7, образованный минимальным радиусом Ry, работает как упрочняющий. Ролики 5 установлены на подшипниках 8 на осях 9 и закреплены с помощью соответствующих упругих колец. Оси 9 имеют у торцов конические поверхности 10, контактирующие с ответными внутренними коническими поверхностями 11 колец-гаек 12 и 13. Кольца-гайки 12 и 13 имеют на наружной поверхности левую и правую резьбу и ввернуты в торцовые, соответственно, леворезьбовое и праворезьбовое отверстия державки 14. Державка 14 содержит кронштейны 15 в виде вилки, в которых располагаются оси 9, имеющие возможность радиального перемещения благодаря лыскам 16. Вывертывая или завертывая кольца-гайки 12 и 13 в державку 14, радиально перемещают оси 9 с роликами 5. Во избежание выпадения осей 9 с роликами 5 из кронштейнов 15 в нерабочем состоянии головки установлены соответствующие ограничители, например, в виде шплинтов.
Державка 14 подвижно установлена в корпусе 1 с помощью двух дисков 17 и 18. Диски 17 и 18 имеют центральные отверстия для прохождения обрабатываемой заготовки. Диск 17 жестко соединен с полудиском 2 корпуса 1 винтами 19, а другой диск 18 жестко крепится к торцу диска 17 с помощью распорных втулок 20 и винтов 21. Между дисками 17 и 18 по скользящей посадке (H7/h6) с зазором свободно установлена с помощью трех растяжек в виде пружин растяжения 22 державка 14. Пружины 22 одним концом закреплены на державке 14, а другим закреплены на распорных втулках 20.
Для предотвращения вращения державки 14 при контакте с вращающейся заготовкой она снабжена рукояткой 23, расположенной радиально на периферии державки 14. Рукоятка 23 опирается на ролик 24 с осью 25, закрепленной между дисками 17 и 18.
Сборка головки осуществляется в следующей последовательности.
К корпусу 1, сваренному из отдельных элементов: полудиска 2, планок 3 и ребер жесткости 4, крепится винтами 19 диск 17. Отдельно собирается узел державки 14 в сборе. Сборка державки заключается в установлении в кронштейны 15 деформирующих элементов 5 в сборе, их закрепление с помощью колец-гаек 12 и 13, которые ввертываются в резьбовые торцовые отверстия державки, и постановка в кронштейны шплинтов. На державке закрепляют растяжки-пружины 22 и ввертывают рукоятку 23.
Заканчивается общая сборка головки установкой диска 18 и креплением его с помощью роликов 20 винтами 21 с предварительной установкой между дисками 17 и 18 державки 14 в сборе и оси 25 с роликом 24, при этом производится натяжение и закрепление пружин 22 на роликах 20.
По окончании сборки производится проверка и при необходимости регулировка зазоров между дисками 17 и 18 и державкой 14 путем установки шайб (не показаны) между роликами 20 и диском 17 или 18 с целью свободного без люфта поперечного смещения державки 14 относительно дисков 17 и 18. Радиальное биение собранной головки по деформирующим элементам по внутреннему диаметру d не должно превышать 8...10 мкм.
Работа устройства заключается в следующем.
При финишной обработке поверхностным пластическим деформированием - обкатыванием нежесткого вала (или, например, шейки эксцентрикового вала, имеющего профиль и размеры d, е, показанные на фиг.7 и 8) предлагаемой головкой его закрепляют в патроне 26 шпинделя 27 передней бабки 28, подводят головку, вводят свободный конец заготовки вала в отверстие головки и поджимают центром 29 задней бабки 30. Обрабатываемому валу сообщают вращательное движение Vз. Скорость вращения заготовки задают в зависимости от требуемой производительности, конструктивных особенностей заготовки и оборудования. Обычно скорость составляет 30...150 м/мин.
Головке сообщают продольную подачу Sпр в одну сторону не более 0,1...3,0 мм/об. Оптимальную подачу Sпр ° определяют по формуле:
Sпр °=kSэ,
где k - число деформирующих элементов;
Sэ - подача на один деформирующий элемент, принимается для роликов не более - 0,1...0,5 мм/об.
Натяг дают с учетом исходной и требуемой шероховатости, точности и диаметра обрабатываемой поверхности, а также жесткости инструмента - не более z≤0,03...0,3 мм. Регулировку натяга осуществляют за счет ввертывания или вывертывания колец-гаек из державки.
При переходе на обработку другого типоразмера вала в головке требуется произвести регулировку или заменить державку с деформирующими элементами.
Достоинством предлагаемой головки для обкатывания является расширение технологических возможностей путем обеспечения обработки обкатыванием цилиндрических поверхностей эксцентриковых и нежестких валов самоустанавливающейся головкой с торовыми роликами с двойным профильным пояском, образованным двумя профильными радиусами, снижение себестоимости, повышение производительности и улучшение качества изготовления благодаря обеспечению эффекта сглаживания и упрочнения, а также благодаря использованию предлагаемой головки на том же станке, на котором производилась предварительная обработка заготовки.
Ролики 5 с профильными поясками 6 и 7 (фиг.6), образованными двумя профильными максимальным Rс и минимальным Ry радиусами, делят величину b, на которую изменяется размер после обработки, на две ступени bc и by, где максимальная профильная ступень позволяет уменьшить величину пластической волны в направлении подачи и уменьшить вероятность трещинообразования, что повышает качество упрочненного слоя, а минимальная профильная ступень позволяет повысить глубину и степень твердости наклепанного слоя.
Пример. Обрабатывался обкатыванием винт левый Н41.1016.01.001 винтового нефтедобывающего насоса ЭВН5-25-1500, который имел следующие размеры: общая длина - 1282 мм, длина винтовой части - 1208 мм, диаметр поперечного сечения винта - D1=27-0,05 мм, D=30,3 мм, эксцентриситет e1=1,65 мм, е=3,3 мм, шаг t=28±0,01 мм, шероховатость Ra=0,4 мкм; винтовая поверхность однозаходная, левого направления; материал - сталь 18ХГТ ГОСТ 4543-74, твердость НВ 207...228, масса - 5,8 кг. Предварительная обработка точением и финишная обработка обкатыванием проводились на токарно-винторезном станке мод. 16К20, окружная скорость заготовки - Vз=84,78 м/мин (1,41 м/с), nз=1000 об/мин, продольную подачу Sпр ° определяли по формуле Sпр °=kSэ мм/об и принимали Sпр °=4·0,1=0,4 мм/об, где k=4 - количество роликов в головке, наружный диаметр роликов - 42 мм, высота - 14 мм, максимальный профильный радиус - Rc=7 мм, минимальный профильный радиус - Ry=2,5 мм. Усилие обкатывания составляло около ≈1700 Н, глубина наклепанного слоя находилась в пределах 0,15...0,20 мм; величина, на которую изменился размер после обкатки, - 0,03...0,06 мм; смазывающе-охлаждающей жидкостью при обкатывании служил сульфофрезол (5%-ная эмульсия).
Требуемая шероховатость и точность винтовой поверхности была достигнута через Тм=3,2 мин (против Тм баз=16,75 мин по базовому варианту при традиционном шлифовании с помощью шлифовальной головки, с последующим полированием абразивной лентой ЛВТ 2200х55 Э4, 5-8-10 ГОСТ 12439-79 на токарном станке 1К62 на АО "Ливгидромаш"). Контроль проводился скобой индикаторной с индикатором ИЧ 10 Б кл. 1 ГОСТ 577-68. Накопленная погрешность между любыми несоседними шагами была не более 0,1 мм, просвет при контроле лекальной линейкой образующих по диаметру выступов - не более 0,07 мм, что допустимо по ТУ.
Достоинствами предлагаемой регулируемой многоэлементной головки для обкатывания являются:
- возможность обкатывания нежестких и эксцентриковых валов с повышением точности обработки (на 10...20%) за счет жесткой конструкции державки (отклонение формы не более 10...30 мкм);
- позволяет вести обкатывание на максимальных подачах по сравнению с известными одноэлементными устройствами;
- обеспечение постоянного усилия контакта деформирующих элементов и обрабатываемой поверхности;
- уменьшает погрешность предшествующей обработки;
- многоэлементность устройства позволяет осуществить многопроходность обработки, за счет чего достигается более высокое качество обработки;
- позволяет разгрузить узлы станка от одностороннего приложения усилия и обрабатывать нежесткие валы;
- образование определенной макро- и микрогеометрической формы обработанной поверхности, уменьшение параметра шероховатости - сглаживание поверхности, изменение структуры материала - поверхностный наклеп и создание определенного напряженного состояния - все это благоприятно действует на износостойкость.
Предлагаемая головка не сложная по конструкции и надежная в эксплуатации, а способ обкатывания нежестких, эксцентриковых валов и винтовых поверхностей головкой отличается простотой в реализации. Получаемые на поверхности упрочняемой заготовки структуры слоев обладают повышенной твердостью, а соответственно, износостойкостью и сопротивлением усталостному разрушению.
Использование предлагаемой головки позволяет повысить производительность обработки в 1,5...2,0 раза и обеспечить высокую точность.
Источник информации
1. Справочник технолога-машиностроителя. В 2-х т. Т.2/Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985. C.387, рис.6 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБКАТЫВАНИЯ НЕЖЕСТКИХ И ЭКСЦЕНТРИКОВЫХ ВАЛОВ | 2004 |
|
RU2259909C1 |
| ОХВАТЫВАЮЩЕЕ КОЛЬЦО ДЛЯ УПРОЧНЯЮЩЕЙ ОБКАТКИ | 2004 |
|
RU2275290C1 |
| ПЛАВАЮЩЕЕ УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ НЕЖЕСТКИХ ВИНТОВ | 2004 |
|
RU2268134C1 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ С РЕГУЛИРУЕМОЙ НАГРУЗКОЙ | 2008 |
|
RU2371300C1 |
| СПОСОБ ОБКАТЫВАНИЯ НЕЖЕСТКИХ ВИНТОВ | 2004 |
|
RU2268135C1 |
| СПОСОБ ОБКАТЫВАНИЯ С РЕГУЛИРУЕМОЙ НАГРУЗКОЙ | 2008 |
|
RU2371301C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ОХВАТЫВАЮЩИМИ КОЛЬЦАМИ | 2004 |
|
RU2275289C1 |
| ОХВАТЫВАЮЩИЙ ДЕФОРМИРУЮЩИЙ ИНСТРУМЕНТ | 2004 |
|
RU2275288C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВИНТОВ | 2007 |
|
RU2337807C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВИНТОВ | 2007 |
|
RU2337806C1 |



Изобретение относится к обработке металлов давлением, в частности к обработке поверхностным пластическим деформированием цилиндрических поверхностей эксцентриковых, нежестких валов и винтов с большим шагом и малым эксцентриситетом, например винтов нефтедобывающих насосов. Регулируемая головка для обкатывания снабжена двумя дисками с центральными отверстиями, один из которых жестко соединен с корпусом, а другой диск жестко крепится к торцу первого диска с помощью распорных втулок и винтов, причем между дисками свободно установлена с помощью нескольких растяжек в виде пружин растяжения державка, несущая с помощью кронштейнов деформирующие элементы в виде торовых роликов с двойными профильными поясками, образованными двумя профильными радиусами, из которых поясок, образованный максимальным радиусом, - сглаживающий, а поясок, образованный минимальным радиусом, - упрочняющий, при этом ролики установлены на подшипниках на осях с коническими торцами, контактирующими с ответными внутренними коническими поверхностями колец-гаек, которые ввернуты с помощью левой и правой резьб в торцовые леворезьбовое и праворезьбовое отверстия державки, кроме того, для предотвращения вращения державки она снабжена рукояткой, расположенной на периферии, которая опирается на ролик с осью, закрепленной между дисками, причем упомянутые растяжки-пружины закреплены на распорных втулках. Обеспечивается расширение технологических возможностей, снижение себестоимости, повышение производительности, улучшение качества и точности изготовления. 8 ил.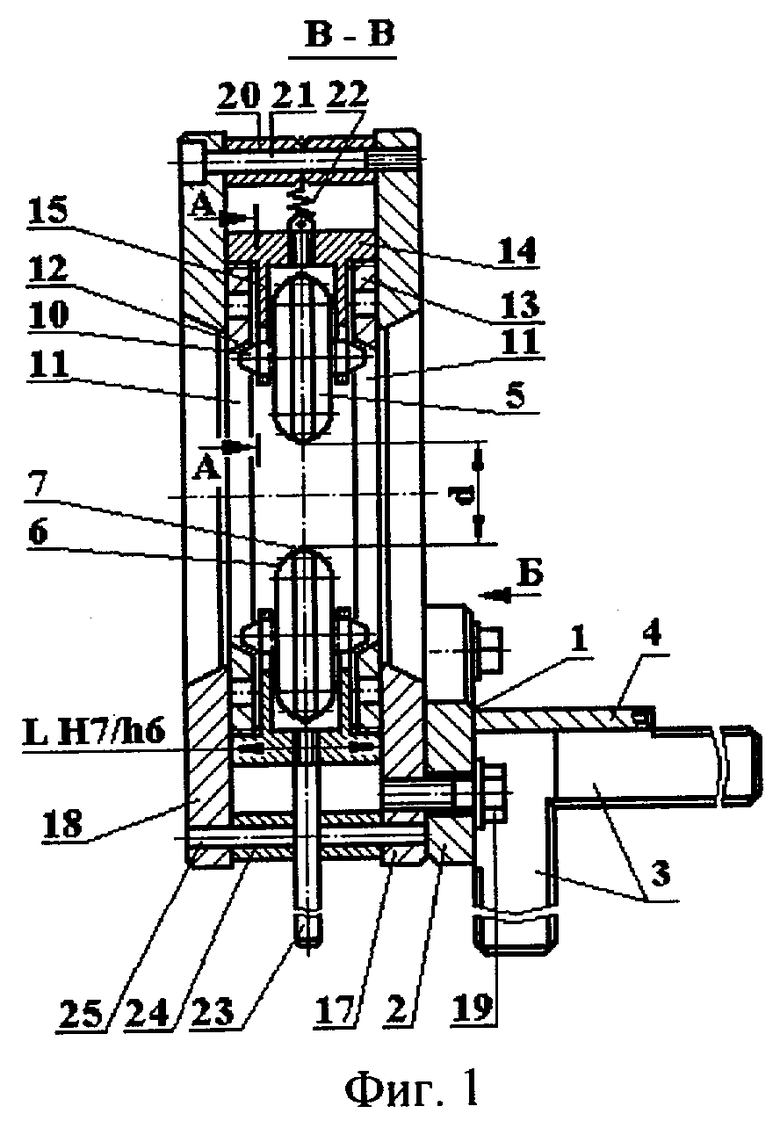
Регулируемая головка для обкатывания эксцентриковых и нежестких валов, содержащая корпус, с помощью которого ее крепят на суппорте станка, и державку с деформирующими элементами, шарнирно соединенную с корпусом, отличающаяся тем, что она снабжена двумя дисками с центральными отверстиями, один из которых жестко соединен с корпусом, а другой диск жестко крепится к торцу первого диска с помощью распорных втулок и винтов, причем между дисками свободно установлена с помощью нескольких растяжек' в виде пружин растяжения державка, несущая с помощью кронштейнов деформирующие элементы в виде торовых роликов с двойными профильными поясками, образованными двумя профильными радиусами, из которых поясок, образованный максимальным радиусом, - сглаживающий, а поясок, образованный минимальным радиусом, - упрочняющий, при этом ролики установлены на подшипниках на осях с коническими торцами, контактирующими с ответными внутренними коническими поверхностями колец-гаек, которые ввернуты с помощью левой и правой резьб в торцовые леворезьбовое и праворезьбовое отверстия державки, кроме того, для предотвращения вращения державки она снабжена рукояткой, расположеной на периферии, которая опирается на ролик с осью, закрепленной между дисками, причем упомянутые растяжки-пружины закреплены на распорных втулках.
| RU 2000111887 А, 10.04.2002 | |||
| RU 2000106356 А, 27.12.2001 | |||
| Способ комбинированной обработки валов | 1987 |
|
SU1504071A1 |
| СПОСОБ РЕГУЛИРОВКИ И ОПРЕДЕЛЕНИЯ ПОПРАВОК ЛАГА | 0 |
|
SU263310A1 |

