Изобретение относится к шнеку экструдера, состоящему из вала шнека с несколькими съемно насаживаемыми или насаженными элементами шнека, при этом вал шнека имеет наружный зубчатый венец, а элементы шнека имеют входящий с ним в зацепление внутренний зубчатый венец.
Такие шнеки экструдера, называемые также составными шнеками, известны и обеспечивают различное выполнение шнека экструдера, в котором в зависимости от требований можно располагать на валу шнека различные элементы шнека, такие как транспортирующие, месильные или смешивающие элементы в разной последовательности. Для обеспечения, с одной стороны, насаживания, а, с другой стороны, необходимой в работе передачи крутящего момента от вала шнека, в который вводится крутящий момент с помощью двигателя экструдера, на элементы шнека, между валом шнека и элементами шнека предусмотрено зубчатое зацепление вал-ступица, то есть вал шнека имеет наружный зубчатый венец, в то время как выполняющие роль ступицы элементы шнека имеют на внутренней стороне своего отверстия внутренний зубчатый венец, при этом оба зубчатых венца находятся в зацеплении друг с другом.
Обычно в шнеках экструдера применяются соединения вала со ступицей в соответствии со стандартами DIN 5480, DIN 5464 или ISO 4156 в виде эвольвентного зубчатого зацепления.
Это симметричное зубчатое зацепление с геометрическим замыканием обеспечивает передачу значительного крутящего момента при одновременной простоте монтажа и демонтажа элементов шнека.
Для экструдеров существует общее требование обеспечения как можно более высокой производительности, которая отражается первично в достижимой пропускной способности. При этом в рамках конструирования машины имеющийся в распоряжении крутящий момент, то есть крутящий момент, который может эффективно передаваться через вал шнека на шнековые элементы, скорость вращения шнека и тем самым мощность привода, а также находящийся в распоряжении свободный объем шнека, являются решающими расчетными критериями экструдера. В принципе, находящийся в распоряжении большой крутящий момент является преимуществом, поскольку он допускает более высокую степень заполнения, кроме того, достигаются меньшие средние скорости сдвига и более низкие температуры продукта. Время пребывания продукта в экструдере сокращается, нагрузка на продукт в целом ниже, чем в сравнимых стадиях способа с более низким крутящим моментом. В целом более высокий крутящий момент обеспечивает более высокую скорость вращения шнека и, тем самым, также более высокую пропускную способность.
Однако увеличение крутящего момента ограничивается параметрами материала вала шнека и элементов шнека и определяемой выполнением зубчатого зацепления прочностью элементов. Этим определяется в конечном итоге максимально передаваемый крутящий момент. Хотя можно за счет определенной зависящей от материала последующей обработки достигать еще некоторого увеличения крутящего момента, однако оно является второстепенным и, как правило, связано с высокой стоимостью.
Другой возможностью повышения пропускной способности является увеличение находящегося в распоряжении объема, который, как правило, задается в виде объемности как отношения наружного диаметра Da шнека к внутреннему диаметру Di шнека. Обычно объемность, например, в экструдерах с вращающимися в одном направлении двойными шнеками лежит в диапазоне между 1,4 и максимально 1,6. Увеличение объема за счет углубления витков шнека при остающемся неизменным осевом расстоянии обеспечивает улучшенное втягивание и меньший сдвиг, а также более низкие температуры материала вследствие меньшего ввода энергии, так что в конечном итоге можно использовать более высокие скорости вращения шнека, что увеличивает пропускную способность. Однако недостатком при этом является то, что с увеличивающейся объемностью при одинаковом осевом расстоянии вал шнека становится все тоньше, или же стенка элемента шнека становится очень тонкой. При большой объемности с величиной более 1,6 эти обусловленные геометрией обстоятельства приводят к тому, что невозможно передавать большие крутящие моменты, поскольку возникающие при передаче крутящего момента с вала шнека на элементы шнека усилия приводят к местным недопустимо высоким напряжениям и в конечном итоге к повреждению соединения вала со ступицей.
Поэтому в основу изобретения положена задача создания шнека экструдера, который улучшен по сравнению с уровнем техники и обеспечивает в целом передачу очень больших крутящих моментов, не в последнюю очередь, в частности, при имеющих большой объем шнеках.
Для решения этой задачи в шнеке экструдера указанного в начале вида согласно изобретению предусмотрено, что профиль зубьев наружного и внутреннего венцов является асимметричным, при этом с учетом предпочтительного направления вращения шнека экструдера передающие крутящий момент боковые поверхности зубьев наружного и внутреннего зубчатого венца находятся под меньшим углом к нормалям к оси вращения, чем противоположные боковые поверхности зуба наружного и внутреннего зубчатого венца.
В противоположность уровню техники изобретение предлагает применение асимметричного зубчатого зацепления со специальной геометрией боковых поверхностей зубьев. За счет этого асимметричного зубчатого зацепления достигается явное увеличение крутящего момента в различных случаях применения экструдеров. В основу изобретения положено понимание того, что шнеки экструдеров имеют выраженное предпочтительное направление вращения, то есть при работе экструдеров, когда должен транспортироваться и обрабатываться материал, они вращаются исключительно в одном направлении. С учетом этого направления вращения в профиле зубьев согласно изобретению те боковые поверхности зубьев наружного и внутреннего зубчатого венца, которые входят в зацепление друг с другом и передают крутящий момент от наружного зубчатого венца вала во внутренний зубчатый венец ступицы, имеют относительно небольшой угол к нормалям к оси вращения. В противоположность этому, противоположная боковая поверхность зуба, которая не принимает участия в передаче крутящего момента, проходит под значительно большим углом относительно нормалей к оси. Вследствие этой асимметрии профиль зуба согласно изобретению имеет значительно более широкую ножку зуба по сравнению с полностью симметричным шлицевым зубчатым зацеплением. Эта более широкая ножка зуба обеспечивает передачу значительно большего крутящего момента, а влияние возможно возникающих в ножке зуба напряжений, обычно местных напряжений растрескивания, за счет этого значительно меньше. Благодаря выбранной крутизне передающих крутящий момент, находящихся в зацеплении друг с другом боковых поверхностей зубьев, то есть передней боковой поверхности зубьев наружного зубчатого венца и задней боковой поверхности зубьев внутреннего зубчатого венца, сильно уменьшается также вводимая в ступицу радиальная составляющая напряжения, присутствуют по существу или исключительно лишь тангенциальные напряжения, при этом эта составляющая напряжения увеличивается с увеличением крутизны боковой поверхности. За счет этого значительно уменьшаются вносимые через передающие нагрузку боковые поверхности в ступицу разжимные усилия, что благоприятствует применению чувствительных к нормальным напряжениям материалов, таких как, например, закаленных, стойких к износу шнековых элементов, и что также очень положительно влияет на поведение под нагрузкой ступиц без симметричного относительно оси вращения наружного контура (в частности, с очень небольшой толщиной стенки на отдельных участках). То есть, возникающие при передаче крутящего момента соотношения напряжений значительно улучшаются за счет применяемой согласно изобретению асимметричной формы зубьев.
Другое особое преимущество асимметричной формы зубьев состоит в том, что можно значительно увеличивать число зубьев по сравнению с обычным эвольвентным зубчатым зацеплением, за счет чего обеспечивается более высокая допустимая нагрузка и тем самым передача более высокого крутящего момента. Если, например, в обычных эвольвентных зубчатых зацеплениях до настоящего времени были предусмотрены 24 зуба на основе выбранного модуля, то теперь за счет выбора соответствующего модуля могут быть предусмотрены, например, 36 зубьев при передаче значительно более высокого крутящего момента.
Предусмотренная согласно изобретению асимметрия соединения вала со ступицей обеспечивает значительное повышение передаваемого с вала шнека на отдельные шнековые элементы крутящего момента по сравнению с применяемым в уровне техники исключительно симметричным зубчатым зацеплением, как правило, в виде эвольвентного зубчатого зацепления. При этом это увеличение крутящего момента достигается со шнеками любой объемности, поскольку за счет оптимального относительно нагрузки и напряжений расчета профиля соответственно оптимизируется нагрузка в зоне соединения в соответствии с фактическими условиями. Также в шнеках с большой объемностью, то есть с отношением Da/Di>1,6, в которых возникает ограничивающая передаваемый крутящий момент геометрия из-за уменьшенной толщины сердечника или стенки, обусловленная большей высотой профиля резьбы, можно достигать значительного увеличения крутящего момента и обеспечивать не передававшиеся до настоящего времени крутящие моменты также при объемности, например, 1,65 или 1,7.
Меньший угол на передающих крутящий момент боковых поверхностях зубьев должен лежать между 0° и 5°, то есть в случае нагруженной боковой поверхности с углом 0° она проходит радиально относительно оси вращения или под очень небольшим углом, максимально 5°. Больший угол должен составлять между 45° и 15°. Для дальнейшей оптимизации меньший угол должен составлять между 0° и 2°, а больший угол - между 25° и 35°. Одна конкретная, особенно предпочтительная геометрия боковой поверхности предусматривает, что меньший угол составляет 0°, а больший угол - 30°, то есть, соответствующие нагружаемые боковые поверхности стоят перпендикулярно к оси вращения, а противоположные боковые поверхности образуют с ней угол 30°. Угол зацепления задней боковой поверхности в заданном основном интервале 45°-15° и в частности, около 30°, с особым успехом обеспечивает также вращение шнеков в обратном направлении, что в редких особых случаях иногда необходимо для освобождения застрявшего шнека. При этом боковая поверхность с углом 30° обеспечивает передачу примерно такого же крутящего момента, что и в обычном эвольвентном зубчатом зацеплении, в соответствии с DIN 5480, которое вследствие своей симметрии обеспечивает в основном одинаковую возможность передачи в обоих направлениях, и в котором, как правило, на обеих сторонах предусмотрены боковые поверхности с углом 30°. Здесь следует отметить, что любой лежащий в указанных максимальных интервалах промежуточный угол является существенным для изобретения, даже если соответствующая величина угла не указана в явном виде.
Относительно оптимальной передачи крутящего момента, в частности, минимизации усилий разжимания и соответственно радиальных усилий, которые при нагружаемой боковой поверхности с углом 0° приблизительно равны нулю, в одном предпочтительном варианте выполнения изобретения предусмотрено плоское выполнение прилегающих друг к другу участков боковой поверхности, будь то нагружаемая боковая поверхность или задняя боковая поверхность. При этом под понятием «плоская» понимается как плоская, так и минимально бочкообразная поверхность, если это целесообразно в том или другом случае. Это относится также к форме головок зубьев наружного и внутреннего зубчатого венца, которые также могут иметь по существу плоские поверхности.
В особенно предпочтительной модификации изобретения предусмотрено, что на головке зуба внутреннего зубчатого венца и/или наружного зубчатого венца имеется выполненная с такой формой и/или так позиционированная выемка, что при необходимости на каждой несущей нагрузку боковой поверхности зуба остается шейка зуба. При этом головка зуба внутреннего и/или наружного зубчатого венца профилирована по поверхности, по меньшей мере, над одной выемкой так, что на каждой передающей крутящий момент боковой поверхности остается возвышение или шейка зуба, которая спадает в примыкающую к ней выемку, предпочтительно через закругление, предпочтительное с учетом возможных местных напряжений. За счет этого минимизируются эффекты в виде превышений вследствие кромочного давления в зоне находящихся в зацеплении друг с другом передающих нагрузки боковых поверхностей. Если остающаяся шейка зуба или возвышение могут слегка пластично деформироваться, то обеспечивается снятие возникающих там усилий или напряжений сжатия. То есть, за счет соответствующего профилирования там создается по сравнению с обычным поперечным сечением зуба несколько более мягкая, пластически деформируемая зона, которая служит для уменьшения напряжений. Это профилирование на головке зуба может быть предусмотрено предпочтительно на внутреннем зубчатом венце шнековых элементов, поскольку при передаче крутящего момента максимальные напряжения сжатия возникают в зоне передающей крутящий момент боковой поверхности на свободном углу в сторону головки зуба. Для оптимизации соотношений напряжений эти максимумы напряжения можно уменьшать благодаря предусмотренного согласно изобретению профилирования. При этом целесообразно, чтобы выемка проходила от стоящей под большим углом боковой поверхности зуба по существу по внутренней поверхности в направлении другой боковой поверхности зуба. Таким образом, на головке зуба образуется своего рода плато, которое переходит в более высокую относительно него шейку зуба. Это образованное плато, так же, как в целом по существу плоская головка зуба, проходит, естественно, по окружности наружного или внутреннего радиуса в месте соответствующего элемента, то есть может быть слегка изогнута в соответствии с этим радиусом.
Кроме того, центральной проблемой, ограничивающей передачу крутящего момента при симметричных профилях согласно уровню техники, являются возникающие у основания зуба за счет, как правило, очень резких закруглений ножки высокие местные воздействия и, соответственно, местные напряжения растрескивания, и связанные с этим экстремальные превышения нагрузки. Хотя полное закругление ножки предусмотрено в ISO 4156, однако из-за значительного уменьшения поперечного сечения сердечника вала и, соответственно, поперечного сечения стенки элемента оно является недостатком. При этом в ISO 4156 и аналогичных стандартах предусмотрен постоянный радиус закругления. Во всяком случае, это также ограничивает в уровне техники повышение передаваемых крутящих моментов.
В противоположность этому, изобретение предусматривает полное скругление основания зуба наружного и внутреннего зубчатого венца с оптимальным изменением радиусов. Это вполне возможно при асимметричном профиле зуба согласно изобретению за счет положения боковых поверхностей. Действительно, поперечное сечение сердечника вала, так же как и поперечное сечение шнековых элементов уменьшается лишь незначительно, несмотря на полное скругление, поскольку ножка за счет асимметрии является относительно широкой, и изменяющиеся радиусы скруглений не вызывают или вызывают лишь минимальное уменьшение остаточных поперечных сечений. Этому способствует также то, что число зубьев можно значительно увеличивать, то есть уменьшать расстояние между зубьями. При этом радиус в основании зуба в наружном зубчатом венце может составлять между 0,35 м и 0,45 м, в частности, 0,4 м, а радиус в основании зуба внутреннего зубчатого венца может составлять между 0,3 м и 0,4 м, в частности, около 0,35 м. Естественно, радиус выбирается в зависимости от диаметра вала и, соответственно, ступицы, а также выбранного модуля.
Модуль наружного и внутреннего зубчатого венца необходимо, как и прежде, выбирать так, чтобы, по меньшей мере, зубья наружного зубчатого венца, по меньшей мере, в зоне головки зуба были упругими на изгиб. Легкая упругость на изгиб по меньшей мере в верхней зоне головки является предпочтительной потому, что зуб может лучше согласовываться с ответным зубом. Благодаря асимметрии ширина зуба уменьшается по направлению к головке, за счет чего при соответствующем большом модуле достигается, естественно, меньшая упругость на изгиб для создания меньшей чувствительности к допускам в зоне головки зуба, при необходимости с использованием частично пластической деформации также в зоне ножки зуба. Выбираемый на основе асимметрии более высокий модуль обеспечивает в сочетании с упругостью на изгиб еще более высокую несущую способность для дополнительного повышения передаваемого крутящего момента, а также оптимизации геометрического замыкания между зубчатыми венцами.
Дальнейшее улучшение может быть достигнуто, если зубчатое зацепление шнека экструдера согласно изобретению имеет центрирование диаметров по верхним частям шеек. Центрирование диаметров можно применять, когда ставятся особые требования к допускам на радиальное биение.
Наконец, может быть предусмотрено, что вал шнека, по меньшей мере, в зоне наружного зубчатого венца состоит из пластифицируемого материала, в то время как элементы шнека, по меньшей мере, в зоне внутреннего зубчатого венца выполнены наоборот более жесткими. Это обеспечивает определенное пластичное согласование наружного зубчатого венца с противоположным ему внутренним зубчатым венцом, и тем самым улучшение геометрического замыкания и передаточных свойств соединения вала со ступицей.
Наряду с самим шнеком экструдера, изобретение относится также к экструдеру, содержащему один или несколько шнеков экструдера указанного выше вида. При этом это может быть одношнековый экструдер или экструдер со спаренными шнеками, вращающимися в одинаковом или противоположных направлениях, или экструдер с несколькими валами. Достигаемые с помощью шнека экструдера согласно изобретению преимущества можно реализовать также в экструдерах различного типа. В частности, с применением шнеков согласно изобретению можно реализовать экструдеры высокой мощности с очень большой объемностью более 1,6, то есть, например, 1,65-1,7, которые обеспечивают передачу очень больших крутящих моментов и, соответственно, допускают большие удельные плотности крутящего момента Md/a3 (где Md - крутящий момент и a - осевое расстояние), а также большие скорости вращения после оптимизации соединения вала со ступицей относительно передачи крутящего момента, а также возникающих напряжений давления и местных напряжений растрескивания.
Изобретение относится наряду со шнеком экструдера с асимметричным соединением вала со ступицей согласно изобретению в целом к такому соединению вала и ступицы, в котором вал имеет наружный зубчатый венец, а ступица - находящийся с ним в зацеплении внутренний зубчатый венец. Это соединение вала со ступицей согласно изобретению характеризуется тем, что профиль зубьев наружного и внутреннего зубчатого венца является асимметричным, при этом, относительно предпочтительного направления вращения вала, передающие крутящий момент боковые поверхности зубьев наружного и внутреннего зубчатых венцов стоят под меньшим углом к нормалям к оси вращения, чем противоположные боковые поверхности зубьев наружного или внутреннего зубчатого венца. Эта асимметричность зубчатого зацепления, как указывалось выше, обеспечивает передачу более высоких крутящих моментов в предпочтительном направлении вращения. Другие преимущества соединения вала со ступицей и, соответственно, системы вал - ступица согласно изобретению следуют из зависимых пунктов формулы изобретения.
Другие преимущества, признаки и подробности изобретения следуют из приведенного ниже подробного описания примеров выполнения со ссылками на прилагаемые чертежи, на которых изображено:
фиг. 1 - общий вид экструдера, в изометрической проекции;
фиг. 2 - составной шнек экструдера, в разнесенной изометрической проекции;
фиг. 3 - разрез двух расположенных относительно друг друга в положении их установки экструдерных шнеков, которые при работе вращаются в одинаковом направлении и находятся в зацеплении друг с другом;
фиг. 4 - часть наружного зубчатого венца вала шнека, в увеличенном масштабе;
фиг. 5 - часть внутреннего зубчатого венца элемента шнека, в увеличенном масштабе;
фиг. 6 - оба находящихся в зацеплении друг с другом зубчатых венца.
На фиг. 1 показан экструдер 1, содержащий двигатель 2 с включенной после него коробкой 3 передач, и экструзионный цилиндр 4, состоящий из нескольких цилиндрических участков 5, во внутреннем пространстве которых в показанном примере выполнения размещены два экструдерных шнека в соответствующих отверстиях, которые через коробку 3 передач, с которой они связаны через не изображенное, однако хорошо известное сцепление, приводятся во вращение. Речь идет, например, об экструдере с вращающимися в одинаковом направлении шнеками. Экструзионный цилиндр 4 вместе со всеми необходимыми трубопроводами для охлаждающего средства, проводами снабжения электроэнергией и обеспечения управления, которые уложены в соответствующий встроенный ящик 6, выполнен на балке 7, которая в свою очередь опирается на продольную стенку 8 машинной рамы 9. В шкафу 20 электропитания и управления находятся устройства подачи охлаждающего средства и питания, через которые происходит питание отдельных компонентов. Конструкция такого экструдера хорошо известна.
Как указывалось выше, внутри экструзионного цилиндра, состоящего из нескольких разъемно соединенных друг с другом цилиндрических участков 5, расположены два экструдерных шнека. Эти экструдерные шнеки являются так называемыми составными шнеками, которые выполнены и, соответственно, конфигурированы с учетом подлежащего обработке материала и, соответственно, подлежащего изготовлению изделия. При необходимости их можно удалять из экструзионного цилиндра 4.
На фиг. 2 показан в разнесенной изометрической проекции экструдерный шнек 11, состоящий из вала 12, который на своем заднем широком конце имеет первый наружный зубчатый венец 13, через который он может входить в зацепление с коробкой 3 передач. К упорному буртику 14 примыкает участок 15 вала с наружным зубчатым венцом 16. На этот участок 15 вала можно в зависимости от подлежащего обработке материала и, соответственно, подлежащего изготовлению изделия насаживать или надевать различные отдельные элементы шнека, которые упираются в упорный буртик 14. На фиг. 2 показаны в качестве примера три шнековых элемента 16а, 16b и 16с. Шнековый элемент 16а может быть, например, транспортировочным элементом, который имеет червяк 17, при этом на ходу винтовой линии червяка транспортируется материал. Шнековый элемент 16b может быть, например, смесительным элементом, который также имеет червяк 18, который однако имеет проемы 19. Наконец, шнековый элемент 16с является месильным элементом, который имеет соответствующие месильные участки 20. С помощью такого месильного элемента обрабатываются подлежащие обработке материалы с большим вводом энергии и, например, пластифицируются или расплавляются в зависимости от применения.
Для насаживания на участок 15 вала каждый шнековый элемент 16а, 16b, 16c имеет центральное отверстие 21а, 21b, 21c, на внутренней стороне которого, то есть на ступице, предусмотрен соответствующий внутренний зубчатый венец 22а, 22b, 22c, которым она надевается на наружный зубчатый венец 16 участка 15 вала, так что внутренний зубчатый венец и наружный зубчатый венец находятся в зацеплении друг с другом. При этом речь идет о соединении вала со ступицей с геометрическим замыканием, подробное описание которого приводится ниже.
На фиг. 3 показаны два экструдерных шнека 23а, 23b, которые изображены параллельно друг другу, как они и расположены в экструзионном цилиндре 1 относительно друг друга. Шнековые валы 24а, 24b находятся на осевом расстоянии а друг от друга. Кроме того, показан наружный диаметр Da шнека, а также внутренний диаметр Di шнека у основания шнека. Из соотношения Da/Di получается объемность шнека и, соответственно, экструдера, при этом объемность является параметром экструдера.
Кроме того, изображены наружные зубчатые венцы 25а и 25b соответствующих валов 24а и 24b, а также внутренние зубчатые венцы 26а и 26b на ступице соответствующих шнековых элементов 27а и 27b. Из фиг. 3 видно, что речь идет об асимметричных профилях зубчатого зацепления, которые выполнены специально для определенного предпочтительного направления экструдерных шнеков 23а, 23b, которое обозначено стрелками R. Подробности геометрии зубчатого зацепления согласно изобретению следуют из фиг. 4 и 5.
На фиг. 4 показан в увеличенном масштабе разрез части наружного зубчатого венца 25а шнекового вала 24а, при этом, естественно, все рассуждения имеют силу и для зубчатого венца вала 24b. Показаны в увеличенном масштабе зубья 20. Каждый зуб 20 имеет - относительно предпочтительного направления R вращения - переднюю боковую поверхность 29 зуба, которая взаимодействует с соответствующей боковой поверхностью зуба внутреннего зубчатого венца элемента шнека и, соответственно, входит с ней в зацепление. На противоположной стороне находится задняя боковая поверхность 30 зуба 28, которая при движении в предпочтительном направлении R, как правило, имеет минимальное расстояние (зазор между боковыми поверхностями) от соответствующей боковой поверхности зуба внутреннего зубчатого венца в диапазоне нескольких сотых миллиметра.
Асимметричный профиль зуба согласно изобретению характеризуется тем, что передняя, передающая крутящий момент или нагрузку боковая поверхность 29 зуба, которая, по меньшей мере, в ее верхней, обращенной к свободной головке зуба зоне выполнена плоской и проходит под углом 0° относительно нормалей к оси вращения А шнекового вала. То есть, боковая поверхность 29 зуба проходит в передающей нагрузку, находящейся в зацеплении с противоположной боковой поверхностью зоне радиально к оси вращения А.
В противоположность этому, задняя боковая поверхность 30 зуба образует угол α, равный 30°, с нормалями N к оси А вращения. Можно видеть, что вследствие этого образуется очень широкая ножка Z зуба, после которой боковые поверхности зубьев расходятся в направлении основания 31 зуба. Кроме того, основание зуба 31 полностью скруглено, что возможно за счет ширины ножки Z зуба и, тем самым, сужающегося к сердечнику вала промежуточного пространства между зубьями. Радиус r скругления составляет, например, 0,35 м. Сама головка 32 зуба в показанном примере является по существу плоской, она лишь слегка изогнута в соответствии с наружным радиусом наружного зубчатого венца.
Аналогичным образом выполнен профиль внутреннего зубчатого венца 26а элемента 27а шнека, как показано на фиг. 5, при этом, естественно, указанное выше справедливо также для внутреннего зубчатого венца 26b. Здесь также показаны зубья 33, при этом каждый зуб 33 имеет - относительно предпочтительного направления R вращения - заднюю передающую крутящий момент или нагрузку боковую поверхность 34, которая здесь также имеет угол 0° к нормалям N к оси А вращения шнекового вала. Противоположная, в предпочтительном направлении R передняя боковая поверхность 35 зуба здесь также находится под углом 30° к нормалям N к оси А вращения шнекового вала. То есть, угловое положение отдельных боковых поверхностей идентично угловому положению в наружном зубчатом венце, что обеспечивает хорошее геометрическое замыкание, при этом и здесь, естественно, соответствующие боковые поверхности зубьев в зоне прилегания выполнены также плоскими.
В данном случае также образуется очень широкая ножка Z зуба по сравнению с обычным симметричным шлицевым зубчатым зацеплением, что, как указывалось выше, обусловлено расходящимися боковыми поверхностями зубьев в направлении основания зуба. Кроме того, основание 36 зуба полностью скруглено, радиус r скругления составляет здесь около 0,4 м. Возможность полного скругления обеспечивается здесь также очень широкой ножкой Z зуба и вытекающего из этого сужающегося основания 36 зуба. Как в шнековом валу, так и в элементах шнека полное скругление предпочтительно приводит к незначительному уменьшению соответствующего поперечного сечения сердечника. То есть, в зубчатом зацеплении согласно изобретению можно полностью использовать вытекающие из скругления преимущества относительно местных напряжений растрескивания.
В отличие от головки 32 зуба наружного зубчатого венца, головка 37 зуба во внутреннем зубчатом венце профилирована. Предусмотрена выемка 38, которая проходит от находящейся под углом 30° передней боковой поверхности 35 зуба к находящейся под углом 0° нагруженной задней боковой поверхности 34, однако заканчивается по радиусу, так что остается шейка 39 зуба, которая проходит к нагружаемой боковой поверхности 34. Эта образованная в результате выемки материала шейка 39 обеспечивает сильное уменьшение возникающих, в частности, в этой зоне при передаче крутящего момента напряжений сжатия за счет пластичного течения материала шейки зуба. За счет этого можно минимизировать действие превышения кромочного давления в этой зоне на основе уменьшения напряжений.
На фиг. 6 схематично показаны находящиеся в зацеплении друг с другом зубчатые венцы. Если шнековый вал 24 вращается в предпочтительном направлении R, то происходит передача крутящего момента с расположенной под углом 0° боковой поверхности 29 зуба на расположенную под углом 0° боковую поверхность 34 зуба. Можно видеть, что боковые поверхности зубьев прилегают друг к другу по большой поверхности за счет их плоского выполнения и идентичного во всех местах угла, так что уменьшается удельное давление. Уменьшение удельного давления является полезным еще и потому, что за счет асимметричного профиля можно значительно увеличивать число зубьев соответствующих зубчатых венцов, то есть, благодаря асимметрии профиля можно выбирать модуль более высоким, чем в сравнимом симметричном стандартном зубчатом зацеплении.
Кроме того, боковая поверхность зуба с углом 0° допускает тепловое расширение, которое предпочтительно действует в радиальном направлении параллельно нагружаемой боковой поверхности. При этом передача крутящего момента возможна без зазора, что делает асимметричный профиль согласно изобретению пригодным также для переменной температурной нагрузки. Кроме того, боковая поверхность с углом 0° приводит к минимизации раздвижных усилий в ступице, то есть во внутреннем зубчатом венце элемента шнека. За счет положения боковых поверхностей друг относительно друга в соответствующий зуб внутреннего зубчатого венца вводятся почти исключительно тангенциальные усилия, но не радиальные усилия, как это имеет место в обычных зубчатых профилях. Это обеспечивает возможность применения также чувствительных к нормальным напряжениям материалов, таких как, например, закаленные износостойкие материалы, в зоне внутреннего зубчатого венца, или применения керамических элементов. Также оказывается положительное влияние на поведение ступицы под нагрузкой с очень небольшой толщиной стенки на отдельных участках вследствие минимизации раздвигающих усилий.
Особенно предпочтительно действие соответствующего скругления в соответствующем основании 31 и, соответственно, 36 зуба. В переходах соответствующих несущих нагрузку боковых поверхностей 29 и 13 в основание зуба возникают наибольшие напряжения и тем самым наибольшее действие растрескивания. За счет оптимизированной геометрии в основании зуба вследствие полного скругления ножки можно значительно уменьшать действие растрескивания, при одновременном еще достаточно большом поперечном сечении сердечника вала и, соответственно, поперечном сечении элемента шнека за счет относительно небольших радиусов скругления вследствие сужения промежуточного пространства между зубьями. В отличие от симметричных профилей шлицевых валов с очень широким промежуточным пространством между зубьями и очень резкими переходами от зуба к основанию зуба, зона повышенных напряжений вследствие полного скругления является относительно небольшой, как показано в качестве примера на фиг. 6 штриховой линией L1.
Как указывалось выше, с помощью шейки 39 зуба можно уменьшать возникающие в этой краевой зоне напряжения сжатия. За счет пластичного поведения этой шейки зуба напряжения сжатия смещаются, образуется центр напряжений, как показано линией L2, в зоне перехода шейки 39 зуба в выемку 38.
Другое преимущество асимметричного профиля зуба согласно изобретению состоит в том, что зуб, по меньшей мере, в верхней зоне головки зуба является слегка упругим на изгиб вследствие явного сужения, как показано на фигурах, от ножки зуба к головке зуба. Эта упругость на изгиб является предпочтительной потому, что обеспечивает меньшую чувствительность к отклонениям, при необходимости с использованием небольшой частично пластичной деформации в зоне ножки зуба. Это означает, что благодаря этой упругости на изгиб существует возможность согласования или компенсации допусков при передаче крутящего момента на ответный элемент, то есть на зуб внутреннего зубчатого венца. В частности, поэтому, как правило, внутренний зубчатый венец является значительно более жестким с выполненной при необходимости особой чистовой обработкой поверхности. В связи с этим для шнекового вала предпочтительно выбирается материал с большим пределом текучести, что приводит к повышенному пределу усталости и при динамических нагрузках. Кроме того, увеличение крутящего момента можно обеспечивать, например, с помощью дробеструйной обработки, вторичной прокатки, холодной прокатки или т.п. элементов зубчатого зацепления в зоне как наружного, так и внутреннего зубчатого венца.
В целом шнек экструдера согласно изобретению и, соответственно, асимметричный профиль согласно изобретению обеспечивают возможность передачи значительно более высоких крутящих моментов, чем сравнимые симметричные профили, что следует уже из формы профиля согласно изобретению, потому что предложена оптимизированная относительно действия растрескивания, а также напряжений сжатия геометрия. Другое преимущество состоит в возможности значительного увеличения числа зубьев, что способствует также повышению передаваемого крутящего момента. Наконец, особое преимущество можно усматривать в том, что при применении профиля согласно изобретению впервые создается возможность передачи высоких крутящих моментов также при экстремально объемном выполнении шнеков и, соответственно, экструдеров в диапазоне соотношений Da/Di более 1,6, то есть, например, 1,66, 1,68 или 1,70 или выше. Это приводит к значительному увеличению производительности экструдеров согласно изобретению до недостижимых прежде пропускных способностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШНЕКОВЫЙ ЭКСТРУДЕР | 2013 |
|
RU2541657C2 |
| ЭКСТРУДЕР С НЕСКОЛЬКИМИ ВАЛАМИ | 2006 |
|
RU2382701C1 |
| ТОРМОЗНОЕ УСТРОЙСТВО ТЕХНОЛОГИЧЕСКОЙ МАШИНЫ | 2012 |
|
RU2623930C2 |
| ПРЕДОХРАНИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ САМОПРОИЗВОЛЬНОГО ОТДЕЛЕНИЯ ЗАЖИМНОГО ЭЛЕМЕНТА И/ИЛИ РАБОЧЕГО ИНСТРУМЕНТА | 2011 |
|
RU2588938C2 |
| ПРИВОД ДВУХШНЕКОВОГО ЭКСТРУДЕРА | 1991 |
|
RU2016287C1 |
| ФИТИНГ ДЛЯ СИДЕНЬЯ ТРАНСПОРТНОГО СРЕДСТВА | 2008 |
|
RU2448847C2 |
| МОДУЛЬ КРЕПЛЕНИЯ РАБОЧЕГО ИНСТРУМЕНТА РУЧНОЙ МАШИНЫ | 2014 |
|
RU2666196C2 |
| МНОГОВАЛЬНЫЙ ЭКСТРУДЕР | 2007 |
|
RU2441754C2 |
| ПЛАНЕТАРНАЯ ПЕРЕДАЧА И УЗЕЛ ПРИВОДА, СОДЕРЖАЩИЙ ТАКУЮ ПЕРЕДАЧУ | 2006 |
|
RU2358171C1 |
| Способ деформационной обработки дискретных сред и устройство для его осуществления | 2016 |
|
RU2635866C1 |
Изобретение относится к шнеку экструдера, состоящему из вала шнека с несколькими съемно насаживаемыми или насаженными элементами шнека. Вал шнека имеет наружный зубчатый венец, а элементы шнека имеют входящий с ним в зацепление внутренний зубчатый венец. Профиль зубьев наружного и внутреннего зубчатого венца является асимметричным. Относительно предпочтительного направления вращения шнека экструдера передающие крутящий момент боковые поверхности зубьев наружного и внутреннего зубчатого венца расположены под меньшим углом к нормалям к оси вращения, чем соответствующие противоположные боковые поверхности зубьев наружного и внутреннего зубчатого венца. Меньший угол составляет между 0° и 5°, а больший угол - между 45° и 15°. Экструдер обеспечивает передачу очень больших крутящих моментов, а также передачу при имеющих большой объем шнеках. 3 н. и 21 з.п. ф-лы, 6 ил.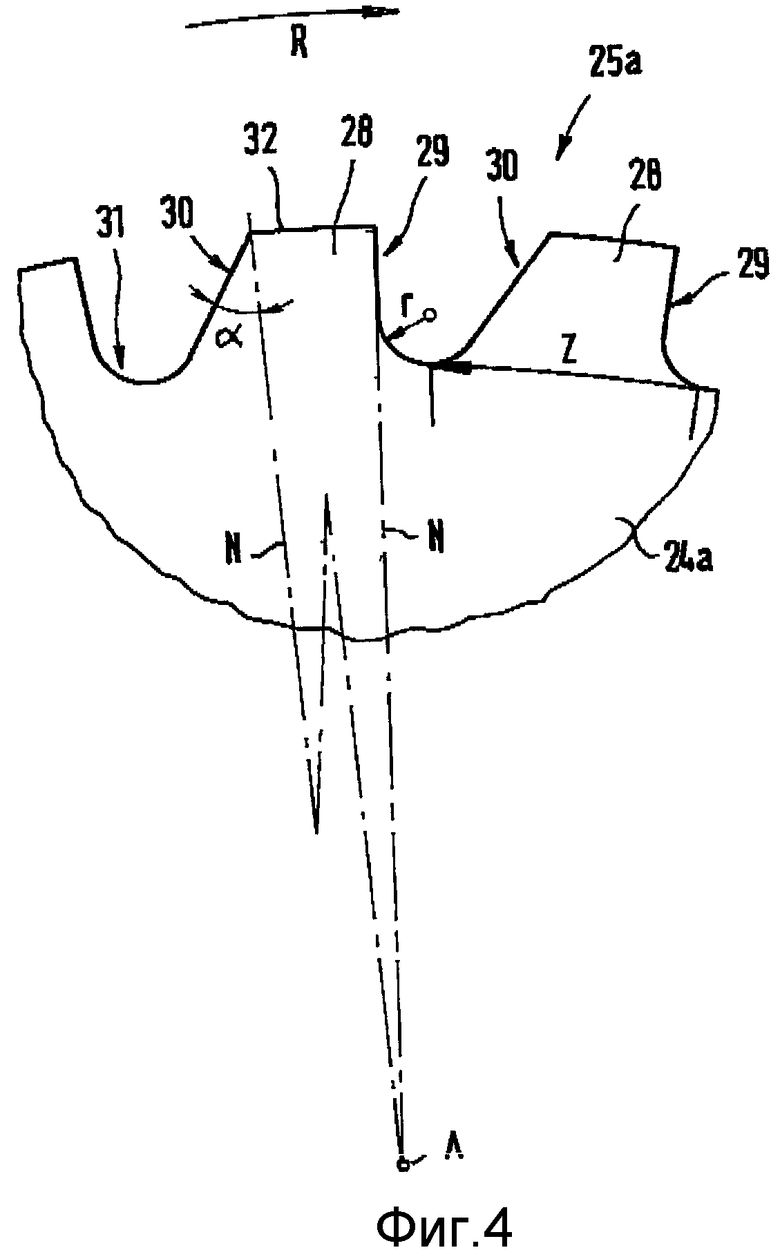
1. Шнек экструдера, состоящий из вала шнека с несколькими съемно насаживаемыми или насаженными на него элементами шнека, причем вал шнека имеет наружный зубчатый венец, а элементы шнека имеют входящий с ним в зацепление внутренний зубчатый венец, причем профиль зубьев (28, 33) наружного и внутреннего зубчатых венцов (16, 25а, 25b, 22a, 22b, 22с, 26а, 26b) является асимметричным, причем относительно предпочтительного направления (R) вращения шнека (12, 23а, 23b) передающие крутящий момент боковые поверхности (29, 31) зубьев (28, 33) наружного и внутреннего зубчатых венцов (16, 25а, 25b, 22a, 22b, 22с, 26а, 26b) расположены под меньшим углом к нормалям (N) к оси (А) вращения, чем соответствующие противоположные боковые поверхности (30, 35) зубьев (28, 33) наружного и внутреннего зубчатых венцов (16, 25а, 25b, 22a, 22b, 22с, 26а, 26b), отличающийся тем, что меньший угол составляет между 0 и 5°, а больший угол - между 45 и 15°.
2. Шнек экструдера по п.1, отличающийся тем, что меньший угол составляет между 0 и 2°, а больший угол - между 25 и 35°.
3. Шнек экструдера по п.1, отличающийся тем, что меньший угол составляет 0°, а больший угол - 30°.
4. Шнек экструдера по 1, отличающийся тем, что лежащие противоположно друг другу участки боковых поверхностей наружного и внутреннего зубчатых венцов (16, 25а, 25b, 22a, 22b, 22с, 26а, 26b) имеют плоскую поверхность.
5. Шнек экструдера по п.1 или 4, отличающийся тем, что головка (32, 37) зуба наружного и/или внутреннего зубчатого венца (16, 25а, 25b, 22а, 22b, 22с, 26а, 26b) имеет по существу плоскую поверхность.
6. Шнек экструдера по п.5, отличающийся тем, что на головке (32, 37) зуба внутреннего зубчатого венца (22а, 22b, 22с, 26а, 26b) и/или наружного зубчатого венца (16, 25а, 25b) предусмотрена имеющая такую форму и такое расположение выемка (38), что на соответствующей несущей нагрузку боковой поверхности (29, 34) зуба остается шейка (39) зуба.
7. Шнек экструдера по п.6, отличающийся тем, что выемка (38) проходит от находящейся под большим углом боковой поверхности (30, 35) зуба по существу плоско в направлении другой боковой поверхности (29, 34) зуба.
8. Шнек экструдера по п.1 или 7, отличающийся тем, что основание (31, 36) зуба наружного и/или внутреннего зубчатого венца (16, 25а, 25b, 22а, 22b, 22с, 26а, 26b) скруглено.
9. Шнек экструдера по п.8, отличающийся тем, что радиус (г) в основании (31) зуба наружного зубчатого венца (16, 25а, 25b) составляет между 0,35 м и 0,45 м, в частности, 0,4 м, а радиус (г) в основании (36) зуба внутреннего зубчатого венца (22а, 22b, 22с, 26а, 26b) составляет между 0,3 м и 0,4 м, в частности 0,35 м.
10. Шнек экструдера по п.1 или 7, отличающийся тем, что модуль наружного и внутреннего зубчатых венцов (16, 25а, 25b, 22а, 22b, 22с, 26а, 26b) выбран так, что, по меньшей мере, зубья (28) наружного зубчатого венца (16, 25а, 25b), по меньшей мере, в зоне (32) головки зуба являются упругими на изгиб.
11. Шнек экструдера по п.1, отличающийся тем, что вал (12, 24а, 24b) шнека, по меньшей мере, в зоне наружного зубчатого венца (16, 25а, 25b) состоит из пластифицируемого материала, в то время как элементы (16а, 16b, 16с, 27а, 27b) шнека, по меньшей мере, в зоне внутреннего зубчатого венца (22а, 22b, 22с, 26а, 26b) являются более жесткими.
12. Экструдер, содержащий один или несколько шнеков (11, 23а, 23b) экструдера по любому из пп.1-11.
13. Экструдер по п.12, отличающийся тем, что при использовании двух или более шнеков (11, 23а, 23b) экструдера шнеки (11, 23а, 23b) экструдера установлены с возможностью вращения в одинаковых или противоположных направлениях.
14. Соединение вала со ступицей, в котором вал имеет наружный зубчатый венец, а ступица имеет находящийся в зацеплении с ним внутренний зубчатый венец, причем профиль зубьев (28, 33) наружного и внутреннего зубчатых венцов (16, 25а, 25b, 22a, 22b, 22с, 26а, 26b) является асимметричным, причем относительно предпочтительного направления (R) вращения вала (12, 24а, 24b) передающие крутящий момент боковые поверхности (29, 34) зубьев (28, 33) наружного и внутреннего зубчатых венцов (16, 25а, 25b, 22a, 22b, 22с, 26а, 26b) расположены под меньшим углом к нормалям (N) к оси (А) вращения, чем соответствующие противоположные им боковые поверхности (30, 35) зубьев (28, 30) наружного и внутреннего зубчатых венцов (16, 25а, 25b, 22a, 22b, 22с, 26а, 26b), отличающееся тем, что меньший угол составляет между 0° и 5°, а больший угол - между 45° и 15°.
15. Соединение вала со ступицей по п.14, отличающееся тем, что меньший угол составляет между 0 и 2°, а больший угол - между 25 и 35°.
16. Соединение вала со ступицей по п.15, отличающееся тем, что меньший угол составляет 0°, а больший угол - 30°.
17. Соединение вала со ступицей по п.14, отличающееся тем, что лежащие противоположно друг другу участки боковых поверхностей наружного и внутреннего зубчатых венцов (16, 25а, 25b, 22a, 22b, 22с, 26а, 26b) имеют плоскую поверхность.
18. Соединение вала со ступицей по п.14 или 17, отличающееся тем, что головка (32, 37) зуба наружного и/или внутреннего зубчатого венца (16, 25а, 25b, 22a, 22b, 22с, 26а, 26b) имеет по существу плоскую поверхность.
19. Соединение вала со ступицей по п.18, отличающееся тем, что на головке (32, 37) зуба внутреннего зубчатого венца (22а, 22b, 22с, 26а, 26b) и/или наружного зубчатого венца (16, 25а, 25b) предусмотрена имеющая такую форму и такое расположение выемка (38), что на соответствующей несущей нагрузку боковой поверхности (29, 34) зуба остается шейка (39) зуба.
20. Соединение вала со ступицей по п.19, отличающееся тем, что выемка (38) проходит от находящейся под большим углом боковой поверхности (30, 35) зуба по существу плоско в направлении другой боковой поверхности (29, 34) зуба.
21. Соединение вала со ступицей по п.14 или 20, отличающееся тем, что основание (31, 36) зуба наружного и/или внутреннего зубчатого венца (16, 25а, 25b, 22а, 22b, 22с, 26а, 26b) скруглено.
22. Соединение вала со ступицей по п.21, отличающееся тем, что радиус (г) в основании (31) зуба наружного зубчатого венца (16, 25а, 25b) составляет между 0,35 м и 0,45 м, в частности, 0,4 м, а радиус (г) в основании (36) зуба внутреннего зубчатого венца (22а, 22b, 22с, 26а, 26b) составляет между 0,3 м и 0,4 м, в частности 0,35 м.
23. Соединение вала со ступицей по п.14 или 20, отличающееся тем, что модуль наружного и внутреннего зубчатых венцов (16, 25а, 25b, 22а, 22b, 22с, 26а, 26b) выбран так, что, по меньшей мере, зубья (28) наружного зубчатого венца (16, 25а, 25b), по меньшей мере, в зоне (32) головки зуба являются упругими на изгиб.
24. Соединение вала со ступицей по п.14, отличающееся тем, что вал (12, 24а, 24b), по меньшей мере, в зоне наружного зубчатого венца (16, 25а, 25b) состоит из пластифицируемого материала, в то время как ступица (16а, 16b, 16с, 27а, 27b), по меньшей мере, в зоне внутреннего зубчатого венца (22а, 22b, 22с, 26а, 26b) является более жесткой.
| JP 2004044660 A1, 12.02.2004 | |||
| Устройство для измерения прогиба покрытия, преимущественно аэродрома | 1976 |
|
SU637696A1 |
| US 6116771 A1, 12.09.2000 | |||
| US 5716159 A1, 10.02.1998 | |||
| МЕСИЛЬНОЕ УСТРОЙСТВО И СПОСОБ ПРИГОТОВЛЕНИЯ МАКАРОННЫХ ИЗДЕЛИЙ ИЗ ТЕСТА | 1990 |
|
RU2005379C1 |

