Изобретение относится к экструдеру с, по меньшей мере, двумя несущими валами согласно ограничительной части п.1 формулы изобретения.
Для соединения без возможности проворачивания несущего вала со шнеками или аналогичными насадными элементами известны различные соединения вал-втулка.
Так, например, из DE-PS 813154 известна машина с двумя валами, в которой в качестве соединения вал-втулка используется призматическая шпонка или четырехгранный профиль. Согласно полезной модели DE 7701692 U1 в качестве соединения вал-втулка используется многошпоночный вал с вмонтированной шпонкой, в то время как DE 2750767 A1 и EP 0001970 A1 описывают круглые валы с тремя отдельными вставляемыми шпонками при одинаковом угле деления и EP 0330308 описывает две шпонки с неравными углами деления. Используемым в настоящее время является все же, прежде всего, вал с эвольвентным профилем согласно DIN 5480.
Далее, в «Konstruktionsbucher», Springer Verlag, 1984, с.210 и 211, описывается и сравнивается многообразие соединений вал-втулка с геометрическим замыканием с непосредственным и опосредствованным геометрическим замыканием с учетом фундаментальных для расчета параметров машины коэффициентов эффективности надреза и длительной прочности. В этих случаях втулка все же имеет постоянную толщину стенки. В случае экструдера типа, указанного в ограничительной части п.1 формулы изобретения, при котором элементы шнека или аналогичных насадных элементов на всем периметре заходят друг в друга с плотным зацеплением, профиль осевого сечения насадного элемента определяется, однако, тремя дугами окружности, которые соответствуют наружному диаметру шнека, диаметру сердцевины шнека и расстоянию между осями валов (ср. EP 0002131 B1).
Самым экономичным шнековым валом является шнековый вал с наибольшим объемом подачи и одновременно самым высоким вводимым моментом вращения. Общее поперечное сечение системы подачи с помощью шнека ограничивается диаметром отверстия корпуса и расстоянием между соседними отверстиями корпуса. Соответственно техническим требованиям и возможностям, а также потребности его следует распределить по долям на четыре поперечных сечения. Для транспортировки продукта сначала устанавливается свободная площадь подачи, которая определяется наружным диаметром шнекового элемента и высотой профиля. Таким образом также установлен диаметр сердцевины шнекового элемента и расстояние между осями соседних несущих валов. Во-вторых, несущему валу необходима используемая для расчетов часть площади для осевого проведения требуемого момента вращения вала для последующих насадных элементов. В-третьих, следует учитывать конструктивно необходимую потребность в площади для насадного элемента для восприятия долевого момента вращения для насадного элемента, и, в-четвертых, остальная площадь поперечного сечения насадного элемента пропорционально моменту вращения несущего вала оставляется для надежного в работе насадного элемента.
На каждый несущий вал, который, в общем, имеет длину, которая соответствует, по меньшей мере, двадцатикратному диаметру отверстия корпуса, плотно насажено большое число насадных элементов. Максимально возможный момент вращения, который может передаваться на самый большой, расчетно используемый диаметр dTi несущего вала, в решающей степени определяет экономическую полезность экструдера.
Производительность и экономичность экструдера определяется поэтому максимально допустимым моментом вращения на длительное время при одновременно максимальной объемной производительности экструдера.
В «Kunststoffe» 2/2002, с.75, описывается, что лимитирующим производительность машинным элементом экструдера с двойным шнеком является, в первую очередь, диаметр сердцевины шнека. Чем глубже вырезаны шнековые элементы, т.е. чем больше увеличивается свободный объем шнековых элементов, тем меньше, однако, остающееся поперечное сечение для диаметра сердцевины шнека и соответствующего соединения вал-втулка. В этом случае проблема профиля по DIN или подобного профиля видится в прочности основания зуба, так что предлагается асимметричное размещение зубьев для лучшего приложения сил и распределения напряжений. Несмотря на дорогое изготовление асимметричного зубчатого венца, мощность и этого экструдера может еще больше увеличиваться.
Задачей изобретения является существенное повышение объемной производительности экструдера при одинаковом моменте вращения.
Это достигается согласно изобретению с помощью экструдера, охарактеризованного в п.1 формулы изобретения. В зависимых пунктах формулы изобретения отражены предпочтительные формы выполнения изобретения.
Согласно изобретению при высокой передаче момента вращения соединением вал-втулка высота профиля подающего или аналогичного ему насадного элемента увеличивается, т.е. при одинаковом по величине расстоянии между осями наружный диаметр насадного элемента становится больше, а диаметр сердцевины насадного элемента уменьшается на такую же величину, что значительно повышает свободную площадь подачи подающего элемента, соответственно, рабочую поверхность рабочего элемента и тем самым производительность экструдера.
Для этого насадной элемент, поперечное сечение которого согласно ограничительной части п.1 формулы изобретения составляется из трех дуг окружности, (1) в области дуги окружности, которая соответствует диаметру сердцевины насадного элемента, образуется без соединения вал-втулка при прилегании по поверхности к несущему валу и/или (2) на своих концах снабжается элементами упрочнения.
В области дуги окружности, которая соответствует диаметру сердцевины насадного элемента, насадной элемент имеет наименьшую толщину стенки. Когда вал передает момент вращения, он скручивается больше, чем насадные элементы, которые обладают большей твердостью и жесткостью при скручивании, чем вал. Поэтому насадной элемент воспринимает это усилие в соответствующей области вала. При такой передаче сил концы в области наименьшей толщины насадного элемента подвергаются наибольшей нагрузке, т.е. требуется, по меньшей мере, сохранять минимальную толщину насадного элемента в области дуги окружности с диаметром сердцевины насадного элемента.
Согласно изобретению это достигается благодаря тому, что в этой области не предусмотрено никакой передачи сил соединением вал-втулка. Таким образом, площадь поперечного сечения, которую иначе занимает в этой области соединение вал-втулка, добавляется к площади поперечного сечения насадного элемента в этой области и, таким образом, соответственно повышается высота профиля без снижения прочности несущего вала.
Так как полезный диаметр несущего вала dTi не изменяется, то не происходит никакого снижения передаваемого момента вращения.
Выполненный согласно изобретению несущий вал можно при этом изготовить простым способом благодаря тому, что из обычного несущего вала, например, вала с эвольвентным профилем, как, например, согласно DIN 5480, в области, к которой примыкает насадной элемент своей самой тонкой частью, соответствующей дуге окружности диметра сердцевины насадного элемента, зубчатый венец вала можно удалить, например, путем сошлифовки.
Поверхность, которой несущий вал и насадной элемент прилегает в области насадного элемента с дугой окружности, соответствующей диаметру сердцевины насадного элемента, может быть изогнутой в форме дуги окружности поверхностью или совершенно плоской, т.е. поверхностью, соответствующей в поперечном сечении прямой.
Дополнительно и в случае однозаходных насадных элементов насадной элемент на своих концах может быть снабжен предпочтительно упрочняющими сегментами в форме колец, чтобы воспринимать возникающие на концах насадного элемента, перечисленные выше высокие усилия при передаче вращающего момента.
Хотя поток продукта тормозится из-за упрочняющих сегментов, этот эффект, однако, является частичным и незначительным, так что он на практике не играет никакой роли.
Как показали расчеты и эксперименты, с помощью экструдера согласно изобретению при одинаковом моменте вращения можно повысить объемную производительность примерно на 30%.
К тому же в соответствии с изобретением увеличивается поверхность уплотнения, которая препятствует тому, чтобы материал мог проникать и застревать между насадными элементами и валом.
Предпочтительно в случае экструдера согласно изобретению соединение вал-втулка образуется с помощью эвольвентного профиля, мелкошлицевого соединения или шпоночного соединения. При этом особенно пригодными оказались, в частности, соединения, при которых шпоночные канавки в насадном элементе и зубья вала были выполнены со скруглением.
Экструдер согласно изобретению имеет, по меньшей мере, два несущих вала, он может иметь, однако, и значительно большее количество валов. Так, например, экструдер может иметь, по меньшей мере, три вала, расположенных в полом пространстве корпуса экструдера вдоль окружности или дуги окружности с одинаковым угловым интервалом, проходящих параллельно оси экструдера, причем корпус экструдера на расположенных радиально внутренних и наружных сторонах полого пространства снабжен параллельными оси экструдера, вогнутыми сегментами круга, по которым направлены насадные элементы. Полое пространство может быть образовано при этом в форме кольца. Такой экструдер описан, например, в EP 0788867 B.
Подающий насадной элемент образуется, в частности, с помощью шнекового элемента, рабочий насадной элемент, например, с помощью подающего в обратном направлении шнекового элемента с противоположным направлением шага, смесительного блока, (Blister) вспучивающего устройства или зубчатого колеса. Также могут быть предусмотрены насадные элементы, которые имеют подающий участок и рабочий участок.
Далее изобретение поясняется более подробно на основе приложенных чертежей.
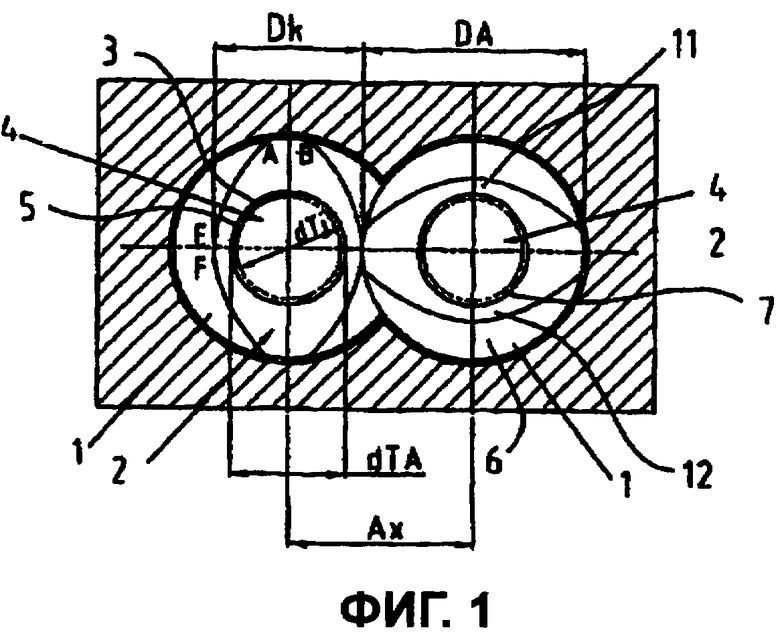
На фиг.1 - торцевой профиль двух плотно входящих в зацепление друг с другом по окружной поверхности шнековых элементов в двухвальном экструдере,
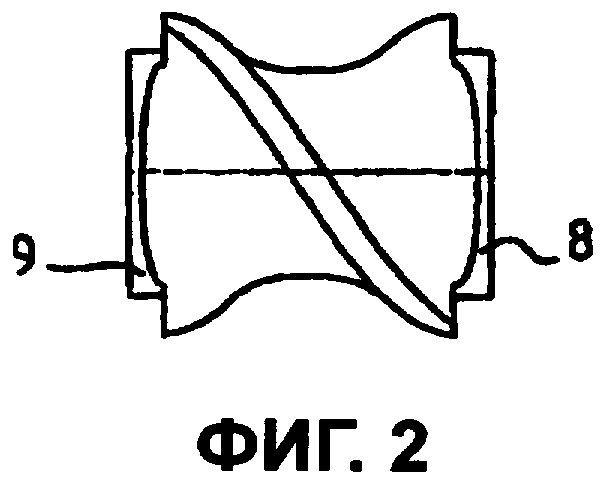
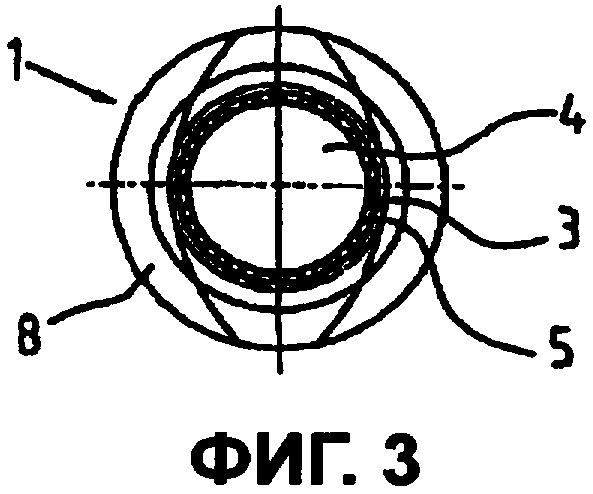
на фиг.2 и 3 - вид сбоку, соответственно, вид с торца насадного элемента согласно первому варианту выполнения,
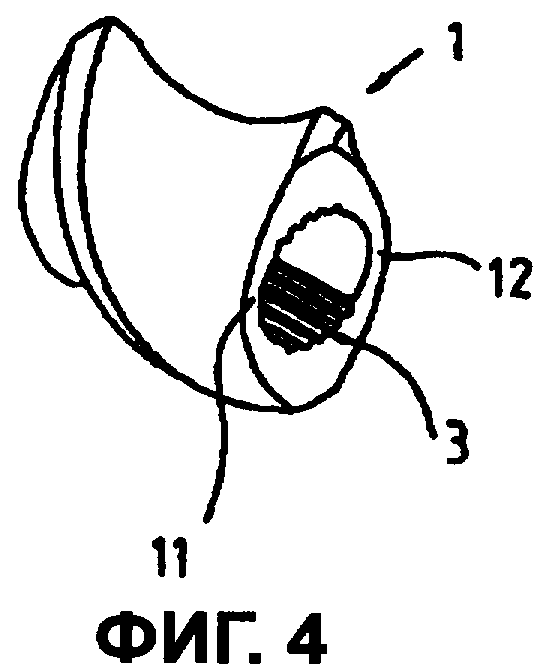
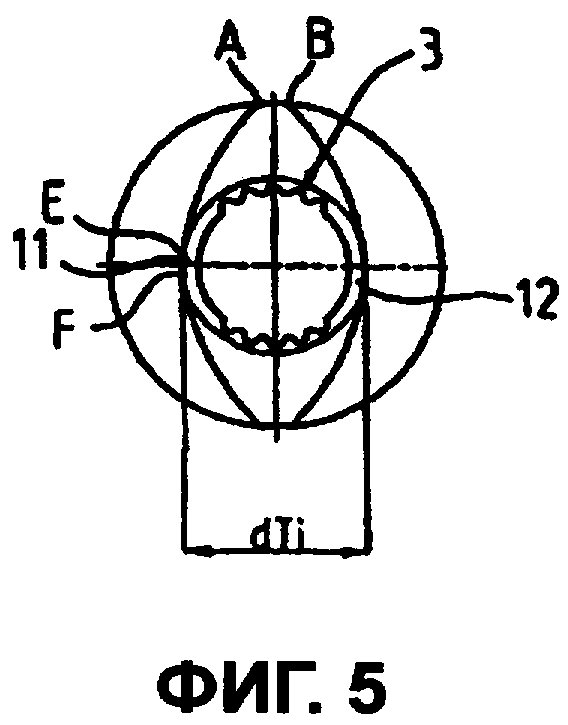
на фиг.4 и 5 - вид в перспективе, соответственно, вид с торца насадного элемента согласно второму варианту выполнения и
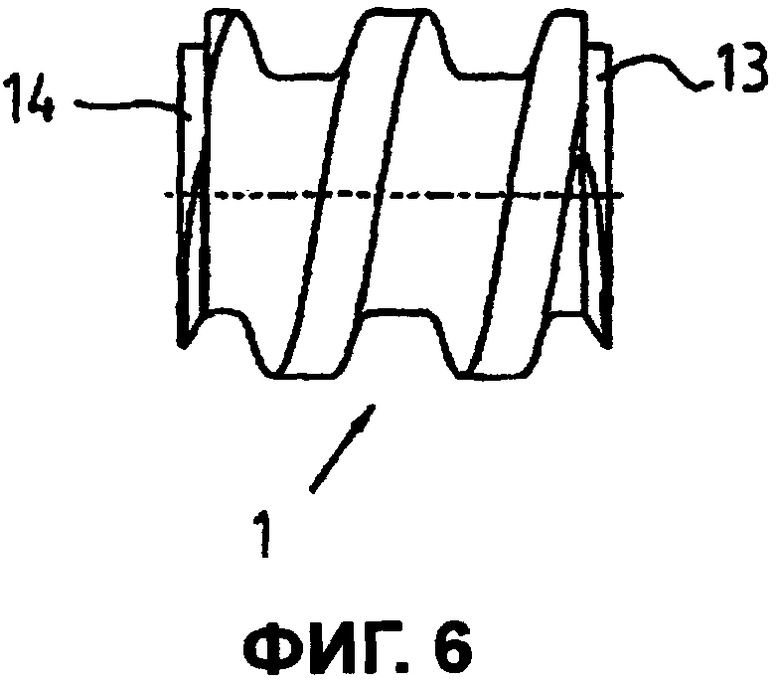
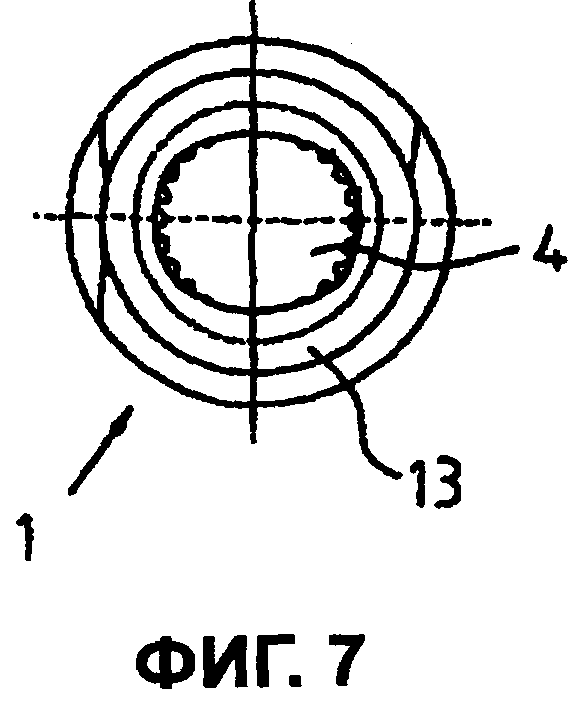
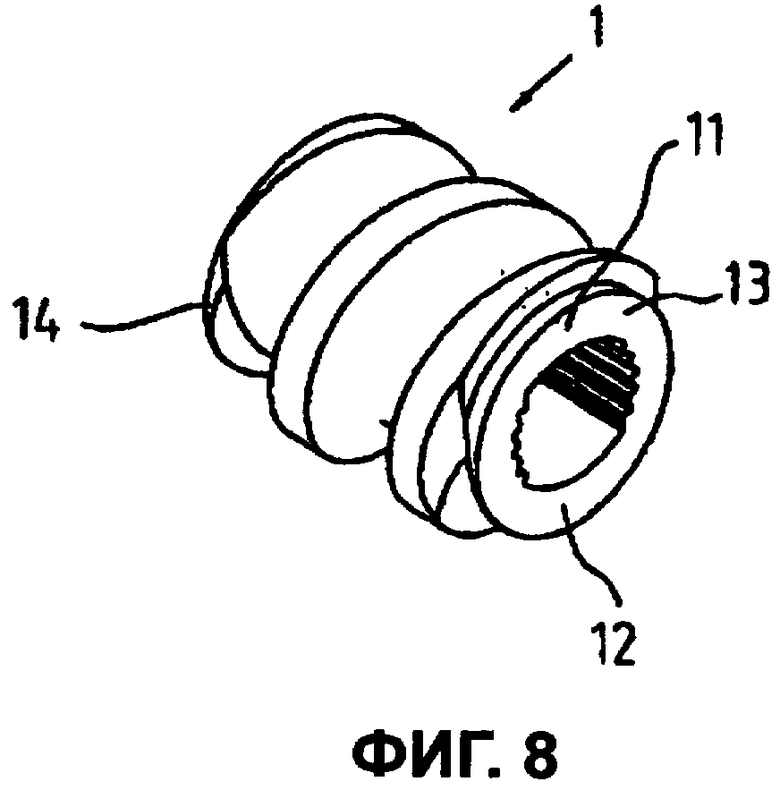
на фиг.6, 7 и 8 - вид сбоку, вид с торца, соответственно, вид в перспективе насадного элемента согласно третьему варианту выполнения.
Как показывает фиг.1, два входящих в зацепление друг с другом насадных элемента 1 имеют две торцевых поверхности 2 профиля или поверхности 2 поперечного сечения профиля, которые ограничены дугами A-B, E-F и A-E окружности. Дуга A-B имеет диаметр, который соответствует максимальному диаметру DA насадного элемента, дуга E-F окружности имеет диаметр, который соответствует диаметру Dk сердцевины насадного элемента и дуга A-E - диаметр, радиус которого максимально соответствует расстоянию Ax между обоими комбинированными насадными элементами 1.
Насадной элемент 1 имеет при этом внутренний зубчатый венец 3, в который входит своими наружными зубьями 5 несущий вал 4. Насадной элемент 1 имеет, таким образом, свободную поверхность 6 подачи, которая определяется диаметром DA и высотой профиля. Далее, часть 7 поверхности необходима для соединения вал-втулка, которая получается из dTA и dTi.
Согласно фиг.2 и 3 образованный в виде шнекового элемента насадной элемент 1 также имеет внутренний зубчатый венец 3, в который входит по окружности своими наружными зубьями несущий вал 4. При этом предусмотрен зубчатый венец с эвольвентным профилем зуба. На обоих концах насадного элемента 1 предусмотрен на каждом конце выполненный в форме кольца упрочняющий элемент 8, 9.
В случае варианта выполнения согласно фиг.4 и 5 двухзаходный насадной элемент 1 выполнен в узкой, соответствующей дуге E-F окружности области 11, 12 без соединения вал-втулка. Т.е. как насадной элемент 1, так и несущий вал 4 в секторе, который соответствует дуге окружности E-F, выполнены гладкими и всей поверхностью прилегают друг к другу. Шпоночные канавки эвольвентного зубчатого зацепления 3 проходят, таким образом, у концов только в тонкостенные области насадного элемента 1, которые соответствуют дугам A-E и A-B. Т.е. области 11 и 12 у концов не ослабляются шпоночными канавками. При этом зубчатые венцы 3 по обе стороны узких областей 11, 12, т.е. в противолежащих дугам A-B окружности областях имеют соответственно по четыре зуба, причем пять шпонок несущего вала 4 входят в каждый из обоих зубчатых венцов. Т.е. передача момента вращения осуществляется двумя группами соответственно из четырех зубьев и пяти шпонок, причем расстояние одной группы от другой больше, чем расстояние от зуба до зуба или от шпонки до шпонки одной группы.
В варианте выполнения согласно фиг.6-8, во-первых, области однозаходного насадного элемента, соответствующие дуге E-F окружности, выполнены без соединения вал-втулка, и к тому же на концах предусмотрены упрочняющие кольца 13, 14, причем упрочняющие кольца 13, 14 образованы в виде концентрических колец. Кроме того, соединение вал-втулка выполнено концентрическим относительно оси несущего вала, как в соответствии с фиг.4 и 5. Несущий вал 4 образован таким образом, что выполненные гладкими области насадного элемента 1 соответствуют ему.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОВАЛЬНЫЙ ЭКСТРУДЕР | 2007 |
|
RU2441754C2 |
| МНОГОВАЛЬНЫЙ ЭКСТРУДЕР С САМООЧИЩАЮЩИМИСЯ ПОДАЮЩИМИ ВАЛАМИ | 2013 |
|
RU2618565C2 |
| ЭКСТРУДЕР | 2005 |
|
RU2350468C2 |
| ЭКСТРУДЕР | 2011 |
|
RU2568726C2 |
| ЭКСТРУДЕР | 2009 |
|
RU2538852C2 |
| РЕДУКТОР ЭКСТРУДЕРА | 2009 |
|
RU2494866C2 |
| ЭКСТРУДЕР | 2005 |
|
RU2378115C2 |
| ШНЕК ЭКСТРУДЕРА | 2005 |
|
RU2354553C2 |
| Способ деформационной обработки дискретных сред и устройство для его осуществления | 2016 |
|
RU2635866C1 |
| СПОСОБ ЭКСТРУЗИИ ПЛАСТИЧЕСКИХ МАСС | 2009 |
|
RU2496643C9 |
Изобретение относится к экструдеру с, по меньшей мере, двумя несущими валами. Техническим результатом изобретения является повышение объемной производительности экструдера при одинаковом моменте вращения. Технический результат достигается в экструдере с, по меньшей мере, двумя, имеющими параллельные оси несущими валами, на которые с помощью соединения вал-втулка насажены без возможности проворачивания подающие и/или рабочие насадные элементы, которыми соседние валы входят друг в друга с зацеплением. Причем, по меньшей мере, часть насадных элементов имеет профиль поперечного сечения, который состоит из дуг окружности, которые соответствуют максимальному диаметру насадного элемента, диаметру сердцевины насадного элемента и максимально расстоянию между насадными элементами. При этом насадной элемент в области дуги окружности, которая соответствует диаметру сердцевины насадного элемента, выполнен без передачи момента вращения соединением вал-втулка при прилегании к несущему валу по поверхности или частично по поверхности. Для передачи момента вращения предусмотрены две группы из, по меньшей мере, двух шпонок или зубьев, причем расстояние от группы до группы больше, чем расстояние от зуба до зуба. 8 з.п. ф-лы, 8 ил.
1. Экструдер с, по меньшей мере, двумя имеющими параллельные оси несущими валами (4), на которые с помощью соединения вал-втулка насажены без возможности проворачивания выполненные в качестве подающих и/или рабочих элементов насадные элементы (1), которыми соседние валы (4) входят друг в друга с зацеплением, причем, по меньшей мере, часть насадных элементов (1) имеет профиль (2) поперечного сечения, который состоит из дуг (А-В, E-F и А-Е) окружности, которые соответствуют максимальному диаметру (D) насадного элемента, диаметру (d) сердцевины насадного элемента и максимально расстоянию (Ах) между насадными элементами (1), отличающийся тем, что насадной элемент (1) в области дуги (E-F) окружности, которая соответствует диаметру (d) сердцевины насадного элемента, без передачи момента вращения соединением вал-втулка выполнен при прилегании к несущему валу (4) по поверхности или частично по поверхности, и для передачи момента вращения предусмотрены две группы соответственно из, по меньшей мере, двух шпонок или зубьев, причем расстояние от группы до группы больше, чем расстояние от зуба до зуба.
2. Экструдер по п.1, отличающийся тем, что каждая из двух групп имеет, по меньшей мере, три зуба.
3. Экструдер по п.1 или 2, отличающийся тем, что насадной элемент (1) в области без соединения вал-втулка поверхностью или частью поверхности прилегает к несущему валу (4) в форме дуги окружности или прямой.
4. Экструдер по п.1, отличающийся тем, что упрочняющий элемент (8, 9; 13, 14) выполнен в форме кольца.
5. Экструдер по п.4, отличающийся тем, что упрочняющий элемент выполнен в виде концентрического кольца (8, 9) или в виде расширяющегося в форме кулачка кольца (13, 14).
6. Экструдер по п.1, отличающийся тем, что соединение вал-втулка является соединением с помощью эвольвентного профиля, мелкошлицевого соединения или шпоночного соединения.
7. Экструдер по п.1, отличающийся тем, что подающие элементы выполнены с помощью подающих шнековых элементов и рабочие элементы с помощью шнековых элементов противоположного направления хода, смесительных блоков, вспучивающего устройства или зубчатых колес.
8. Экструдер по п.1, отличающийся тем, что для передачи вращающего момента предусмотрено соединение вала с помощью многих шпонок, которые по периметру являются лишь частично активными.
9. Экструдер по п.1, отличающийся тем, что упрочняющий сегмент (8, 9; 13, 14) выполнен с диаметром, который больше, чем диаметр (Dk) сердцевины и максимально соответствует расстоянию (Ах) между осями.
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ВЕРТИКАЛЬНОЙ СКОРОСТИ СБЛИЖЕНИЯ ЛЕТАТЕЛЬНОГО АППАРАТА С ЗЕМЛЕЙ | 1985 |
|
SU1316399A1 |
| МНОГОШНЕКОВЫЕ ЭКСТРУДЕРЫ-СМЕСИТЕЛИ С МОДУЛЬНЫМИ СМЕСИТЕЛЬНЫМИ ЭЛЕМЕНТАМИ | 1995 |
|
RU2145281C1 |
| WO 9418466 А1, 18.08.1994 | |||
| Печь для производства пламенной сажи | 1935 |
|
SU46009A1 |
| US 4300839 А, 17.11.1981 | |||
| Смешивающе-месильная установка непрерывного действия для пластифицируемых масс | 1983 |
|
SU1279522A3 |

