Заявляемое изобретение относится к устройствам для охлаждения металлургических агрегатов и может быть использовано в черной металлургии в системах охлаждения при строительстве новых, ремонтах и реконструкциях действующих металлургических агрегатов, в частности доменных печей.
Известен холодильник доменной печи (Андоньев С.М., Филипьев О.В., Кудинов Г.А. Охлаждение доменных печей. - М.: Металлургия, 1973. - С.217, рис.96.), выполненный из легированного чугуна с залитыми трубами для циркуляции охлаждающей среды. Толщина основной плиты такого холодильника составляет 160 мм, а высота ребер 90 мм. Диаметр труб при испарительном охлаждении составляет 45-70 мм, трубы установлены с шагом 250-270 мм, причем трубы расположены таким образом, что между трубами и поверхностью плиты находится слой чугуна толщиной не менее 50 мм.
К недостаткам такого холодильника можно отнести низкую эффективность и существенную неравномерность охлаждения. Применение в таком холодильнике труб круглого сечения приводит к тому, что температура стенки их внутренней поверхности со стороны огневого пространства печи превышает более чем на 10°С температуру охлаждающей среды. При испарительном охлаждении в этом месте возникает эффект пленочного кипения, что приводит к снижению эффективности охлаждения. Кроме того, учитывая, что шаг между трубами значительно больше размера их поперечного сечения, между трубами в плите имеет место значительная неравномерность температур.
Наиболее близкой к заявляемому изобретению по технической сущности и достигаемому результату является холодильная плита, которую изготавливают согласно способу, описанному в патенте Российской Федерации №2170265, МПК7 С21В 7/10, F27B 1/24, опубл. 10.07.2001. Описанная конструкция представляет собой холодильную плиту, изготовленную из меди, с выполненными в ней продольными каналами для циркуляции охлаждающей среды, которые в сечении имеют вытянутую форму, например овальную, с наибольшим размером, параллельным рабочей поверхности холодильной плиты. Кроме того, каналы в такой холодильной плите расположены не строго посередине прямоугольного сечения плиты, а смещены к задней ("холодной") поверхности плиты.
Недостаток прототипа в том, что его применение не позволяет обеспечить эффективное и равномерное охлаждение металлургического агрегата. Это обуславливается расположением каналов для циркуляции охлаждающей среды с шагом, превышающим в 3-4 раза размеры самих каналов, при этом наличие больших неохлаждаемых зон в холодильной плите снижает эффективность охлаждения, требует повышения скорости и увеличения расхода охлаждающей среды. Кроме того, на снижение эффективности охлаждения оказывает существенное влияние смещение каналов для циркуляции охлаждающей среды к задней ("холодной") поверхности холодильной плиты.
В основу заявляемого изобретения поставлена техническая задача создания холодильной плиты металлургического агрегата такой конструкции, которая за счет особого расположения в ней каналов для циркуляции охлаждающей среды, выполнения их особой формы позволит обеспечить повышение эффективности и равномерности охлаждения.
Поставленная задача решается за счет того, что в холодильной плите металлургического агрегата с выполненными в ней продольными каналами для циркуляции охлаждающей среды, которые в сечении имеют вытянутую форму с наибольшим размером, параллельным рабочей поверхности холодильной плиты, согласно изобретению каналы расположены со смещением к рабочей поверхности холодильной плиты, расстояние между продольной осью каналов и рабочей поверхностью холодильной плиты составляет от 1,25 до 1,75 меньшего размера канала, расстояние между соседними каналами составляет от 1,25 до 1,75 большего размера канала, при этом соотношение меньшего размера канала к большему размеру канала составляет от 1:4 до 1:6.
В отдельных случаях изготовления заявляемая холодильная плита металлургического агрегата характеризуется тем, что:
- плита выполнена из чугуна, а каналы образованы трубами для циркуляции охлаждающей среды;
- плита выполнена из стали;
- плита выполнена из меди;
- рабочая поверхность плиты выполнена ребристой;
- рабочая поверхность плиты снабжена огнеупорным материалом.
Совокупность отличительных признаков заявляемого изобретения, а именно то, что продольные каналы для циркуляции охлаждающей среды выполнены в плите со смещением к ее рабочей поверхности, расстояние между продольной осью каналов и рабочей поверхностью холодильной плиты составляет от 1,25 до 1,75 меньшего размера канала, расстояние между соседними каналами составляет от 1,25 до 1,75 большего размера канала, при этом соотношение меньшего размера канала к большему размеру канала составляет от 1:4 до 1:6, позволяет обеспечить повышение эффективности и равномерности охлаждения.
Расположение в плите продольных каналов для циркуляции охлаждающей среды со смещением к рабочей поверхности холодильной плиты так, что расстояние между продольной осью каналов и рабочей поверхностью холодильной плиты составляет от 1,25 до 1,75 меньшего размера канала, позволяет снизить температуру рабочей поверхности холодильной плиты и улучшить условия ее эксплуатации, что, в свою очередь, обеспечивает повышение эффективности и равномерности охлаждения. Кроме того, заявляемое смещение каналов к рабочей поверхности плиты является оптимальным с точки зрения выравнивания температур ее рабочей поверхности, а также обеспечения допустимой температуры нормальной эксплуатации холодильной плиты.
Расположение каналов со смещением к рабочей поверхности на расстоянии между продольной осью каналов и рабочей поверхностью плиты менее чем на 1,25 меньшего размера канала приводит к возникновению значительного перепада температур на рабочей поверхности, что обуславливает возникновение термонапряжений в теле холодильной плиты. Кроме того, такое смещение приводит к снижению механической прочности и надежности холодильной плиты, а вследствие чрезмерного приближения каналов для циркуляции охлаждающей среды к рабочей поверхности плиты снижается стойкость холодильной плиты к прогарам.
Расположение каналов со смещением к рабочей поверхности на расстоянии между продольной осью каналов и рабочей поверхностью плиты более чем на 1,75 меньшего размера канала обуславливает снижение эффективности и равномерности охлаждения, не позволяет обеспечить эффективное снижение температуры рабочей поверхности холодильной плиты. При таком расположении каналов снижается эффективность теплосъема непосредственно с рабочей поверхности плиты. Это приводит к перегреву рабочей поверхности плиты и, как следствие, к превышению предельно допустимых температур рабочей поверхности, что, в свою очередь, обуславливает возникновение микротрещин в теле плиты, снижает ее механическую прочность и приводит к разрушению плиты.
Размещение в плите соседних каналов для циркуляции охлаждающей среды с расстоянием между ними от 1,25 до 1,75 большего размера канала обеспечивает восприятие максимального количества тепла, подводимого к рабочей поверхности плиты, при минимальном количестве каналов по ширине плиты и отверстий в кожухе металлургического агрегата для вывода каналов. Кроме того, обеспечивается оптимальное выравнивание распределения температур на поверхности и в теле плиты (оптимальная разница между максимальной и минимальной температурами), что, в свою очередь, обеспечивает нормальные температурные условия эксплуатации холодильной плиты, снижение термонапряжений, а также повышает эффективность и равномерность охлаждения.
Размещение в плите соседних каналов с расстоянием между ними менее 1,25 большего размера канала приводит к увеличению количества каналов по ширине плиты, к увеличению расхода охлаждающей среды (увеличение необходимого объема охлаждающей среды для ее прохождения по большему количеству каналов), к увеличению количества отверстий в кожухе металлургического агрегата для вывода каналов, что, в свою очередь, обуславливает повышение затрат на изготовление плиты без существенного повышения эффективности теплосъема, а также повышает эксплуатационные затраты на циркуляцию охлаждающей среды, ослабляет жесткость как самой плиты, так и кожуха металлургического агрегата.
Размещение в плите каналов с расстоянием между соседними каналами более 1,75 большего размера канала не позволяет обеспечить отвод охлаждающей средой основного количества тепла, что приводит к снижению эффективности и равномерности охлаждения, а следовательно, к локальному повышению температуры рабочей поверхности плиты и к перегреву плиты, вследствие чего в теле плиты возникают термонапряжения, приводящие к разрушению плиты.
Выполнение каналов в плите с соотношением меньшего размера канала к большему размеру канала от 1:4 до 1:6 позволяет снизить толщину, а следовательно, металлоемкость плиты, повышает эффективность и равномерность ее охлаждение за счет увеличения отношения объема циркулирующей охлаждающей среды к объему металла холодильной плиты.
Выполнение каналов в плите с соотношением меньшего размера канала к большему размеру канала менее чем 1:4 приводит к увеличению металлоемкости холодильной плиты и ухудшению ее охлаждения потоками охлаждающей среды, проходящими по каналам.
Выполнение каналов в плите с соотношением меньшего размера канала к большему размеру канала более чем 1:6 приводит к появлению в каналах застойных зон с ухудшенной циркуляцией охлаждающей среды, что снижает интенсивность теплообмена на границе "поверхность канала - охлаждающая среда", а следовательно, приводит к снижению эффективности и равномерности охлаждения.
В отдельных случаях изготовления заявляемую холодильную плиту металлургического агрегата целесообразно выполнять из чугуна, при этом каналы для циркуляции охлаждающей среды в плите образованы трубами. В частности, в горне доменной печи наиболее целесообразна установка холодильной плиты заявляемой конструкции, выполненной из чугуна с каналами для циркуляции охлаждающей среды, образованными трубами. В качестве чугуна для изготовления холодильной плиты может быть применен серый чугун или высокопрочный чугун. Это обусловлено, прежде всего, оптимальной стойкостью такой плиты с одновременным обеспечением эффективного и равномерного охлаждения в данной зоне доменной печи, а также существенной экономией при ее изготовлении, например, по сравнению с ее изготовлением из стали или меди.
В отдельных случаях изготовления заявляемую холодильную плиту металлургического агрегата целесообразно выполнять из стали. В частности, выполнение заявляемой плиты из стали является наиболее целесообразным для установки в заплечиках, распаре и в верхней части шахтной зоны доменной печи, так как в заплечиках, распаре и в верхней части шахтной зоны доменной печи имеют место переменные тепловые нагрузки (10-50 кВт/м2), а сталь обладает термостойкостью, которая адекватна циклическим тепловым нагрузкам указанной величины.
В отдельных случаях изготовления заявляемую холодильную плиту металлургического агрегата целесообразно выполнять из меди. В частности, выполнение заявляемой холодильной плиты из меди обеспечивает повышение эксплуатационных характеристик плиты, а также эффективное и равномерное охлаждение в наиболее сложных температурных, технологических и эксплуатационных зонах металлургического агрегата. Холодильные плиты заявляемой конструкции, выполненные из меди, наиболее целесообразно устанавливать в средней и нижней частях шахты доменной печи, где имеют место наибольшие циклические тепловые нагрузки (до 350 кВт/м2). Это объясняется тем, что заявляемая холодильная плита, выполненная из меди, обладает высокой теплопроводностью (350-390 Вт/м·К), способна работать при циклически меняющихся температурных условиях и отводить нагрузки до 350 кВт/м2. Кроме того, выполнение холодильной плиты из меди за счет обеспечения лучших условий для охлаждения способствует формированию более толстого слоя гарнисажа, а также его надежному удержанию на ее рабочей поверхности.
Выполнение рабочей поверхности холодильной плиты ребристой увеличивает тепловоспринимающую площадь рабочей поверхности (а именно позволяет увеличить площадь тепловоспринимающей поверхности по сравнению с, например, гладкой в полтора раза) с одновременным осуществлением эффективного и равномерного отвода тепла охлаждающей средой по каналам, которые выполнены в плите так, что расстояние между продольной осью каналов и рабочей поверхностью холодильной плиты составляет от 1,25 до 1,75 меньшего размера канала, расстояние между соседними каналами составляет от 1,25 до 1,75 большего размера канала, при этом соотношение меньшего размера канала к большему размеру канала составляет от 1:4 до 1:6. Кроме того, за счет повышения эффективности охлаждения обеспечивается более надежное удержание гарнисажа на ребристой рабочей поверхности, что уменьшает разрушающее влияние тепловых нагрузок на плиту в целом, продлевая срок ее эксплуатации.
Снабжение рабочей поверхности холодильной плиты огнеупорным материалом предохраняет рабочую поверхность плиты от разрушающего воздействия тепловых нагрузок и абразивного действия продуктов технологического процесса в металлургическом агрегате. А именно огнеупорный материал обеспечивает снижение тепловых нагрузок на холодильную плиту.
Оптимальная совокупность количественных показателей отличительных признаков заявляемого изобретения была получена на основании комплекса экспериментальных исследований. В частности, исследования проводились на примере холодильной плиты из серого чугуна размером 1500×656×200 мм, рабочая поверхность плиты выполнена ребристой.
На фиг.3 представлены результаты исследований влияния величины смещения каналов к рабочей поверхности плиты на распределение температур рабочей поверхности плиты (соотношение меньшего размера канала к большему размеру канала составляет 1:4 (овальное отверстие - 24×96 мм), расстояние между соседними каналами составляет 1,5 большего размера канала (144 мм).
Кривыми на фиг.3 представлено распределение температур рабочей поверхности холодильной плиты между двумя соседними каналами ("канал-канал"). На фиг.3 видно, что приближение каналов к рабочей поверхности на расстояние 18-24 мм (0,75-1 меньшего размера канала) позволяет снизить ее среднюю температуру до 196-227°С соответственно. Однако при этом на рабочей поверхности плиты возникает значительный перепад температур (до 60-45°С соответственно), что приводит к возникновению термонапряжений в теле плиты. Смещение каналов к рабочей поверхности плиты на расстояние 30-42 мм (1,25-1,75 меньшего размера канала) позволяет снизить ее среднюю температуру до 250-300°С, соответственно температура поверхности ребер будет находится на уровне 400°С, что является предельно допустимыми температурами для нормальной работы изделий из серого чугуна. При дальнейшем удалении каналов от рабочей поверхности плиты на расстояние 42-48 мм (1,75-2,00 меньшего размера канала) температуры будут выравниваться, однако вместе с этим будет возрастать и температура рабочей поверхности плиты. В связи с этим приближение каналов к рабочей поверхности плиты на расстояние 30-42 мм (1,25-1,75 меньшего размера канала) является оптимальным с точки зрения выравнивания температур на рабочей поверхности плиты, а также обеспечения допустимой температуры нормальной эксплуатации холодильной плиты.
На фиг.4 представлены результаты исследований влияния расстояния (шага) между продольными осями соседних каналов на распределение температур рабочей поверхности плиты (соотношение меньшего размера канала к большему размеру канала составляет 1:4 (овальное отверстие - 24×96 мм), расстояние между продольной осью каналов и рабочей поверхностью холодильной плиты составляет 1,25 меньшего размера канала (30 мм).
Кривыми на фиг.4 представлено распределение температур рабочей поверхности холодильной плиты между двумя соседними каналами ("канал-канал"). На фиг.4 видно, что увеличение шага между каналами более чем на 168 мм (более чем на 1,75 большего размера канала) приводит к локальному повышению температуры рабочей поверхности плиты свыше 300°С, температура поверхности ребер будет превышать 400°С, что обуславливает перегрев ребер, возникновение термонапряжений и приводит к разрушению плиты. При шаге между каналами 120-168 мм (1,25-1,75 большего размера канала) температура рабочей поверхности плиты не достигает 300°С, температура поверхности ребер не достигает 400°С, т.е. плита работает в нормальных температурных условиях. Дальнейшее уменьшение шага менее чем на 1,25 большего размера канала, например шаг 110 мм (1,15 большего размера канала), нецелесообразно, т.к. при шаге 120 мм обеспечивается наиболее оптимальная разница между максимальной и минимальной температурами плиты в 8°С. Дальнейшее выравнивании температур на рабочей поверхности не обеспечит существенного увеличения эффективности охлаждения, при этом уменьшение шага (при соблюдении заявленных параметров отличительных признаков изобретения) будет обуславливать необходимость увеличения количества каналов по ширине плиты, увеличения количества отверстий в кожухе металлургического агрегата для вывода каналов, что приведет к снижению жесткости как самой плиты, так и кожуха металлургического агрегата.
В таблице 1 отображена зависимость температуры и металлоемкости плиты в зависимости от выбранных геометрических размеров поперечного сечения овальных каналов (расстояние между продольной осью каналов и рабочей поверхностью холодильной плиты составляет 30 мм, расстояние между продольной осью каналов и задней "холодной" поверхностью холодильной плиты составляет 50 мм, расстояние между продольными осями соседних каналов составляет 144 мм).
В качестве базового варианта для анализа принята плита с круглой формой поперечного сечения канала (соотношение меньшего размера канала к большему размеру канала 1:1).
Из таблицы 1 видно, что выполнение овального канала, у которого больший размер составляет менее чем 4 меньших размера канала (размеры канала в поперечном сечении при соотношениях от 1:1 до 1:3), обуславливает увеличение металлоемкости холодильной плиты и приводит к ухудшению ее охлаждения (максимальная температура рабочей поверхности плиты 384°С).
Увеличение большего размера канала до 4 меньших размеров канала приводит к снижению максимальной температуры рабочей поверхности плиты до 309°С и обеспечивает нормальные температурные условия работы холодильной плиты.
При соотношении меньшего размера канала к большему 1:6 происходит снижение максимальной температуры рабочей поверхности плиты до 287°С и выравнивание температур (разность максимальной и минимальной температур рабочей поверхности плиты составляет 3°С).
Кроме того, при соотношении меньшего размера к большему от 1:4 до 1:6 обеспечивается снижение металлоемкости плиты на 22,6-26,9% (по сравнению с базовым вариантом).
Дальнейшее увеличение большего размера канала более чем на 6 меньших размеров (соотношение 1:7) нецелесообразно, т.к. при таком выполнении каналов не происходит существенного повышения эффективности и равномерности охлаждения (если сравнивать вариант с соотношением 1:7 и вариант с соотношением 1:6, то видно, что максимальная температура рабочей поверхности плиты снижается всего на 3°С, выравнивание температуры улучшается всего на 1°С, а металлоемкость снижается на 1,2%), при этом имеет место существенное увеличение расходов на изготовление плиты с такими каналами.
Исходя из изложенного выше и с учетом раскрытой причинно-следственной связи между совокупностью признаков заявляемого изобретения и достигнутым техническим результатом можно утверждать, что задача, поставленная в основу создания холодильной плиты металлургического агрегата, полностью решена, так как использование изобретения позволяет повысить эффективность и равномерность охлаждения металлургического агрегата.
Сущность заявляемого изобретения поясняется чертежами:
- фиг.1 - общий вид холодильной плиты;
- фиг.2 - разрез по А-А на фиг.1.
Холодильная плита 1 содержит выполненные в ней продольные каналы 2 для циркуляции охлаждающей среды. Каналы 2 в сечении имеют вытянутую форму, например овальную, и расположены со смещением с к рабочей поверхности 3 плиты 1.
Выполнение каналов 2, поперечное сечение которых имеет вытянутую форму, может быть охарактеризовано выполнением меньшего размера а и большего размера b поперечного сечения канала 2. При этом больший размер b параллелен рабочей поверхности 3 холодильной плиты 1.
Каналы 2 в плите выполнены таким образом, что расстояние с между продольной осью каналов 2 и рабочей поверхностью 3 холодильной плиты 1 составляет от 1,25 до 1,75 меньшего размера а канала 2, расстояние d между соседними каналами 2 составляет от 1,25 до 1,75 большего размера b канала 2, при этом соотношение меньшего размера а канала 2 к большему размеру b канала 2 составляет от 1:4 до 1:6.
Кроме того, плита 1 содержит выводы 4 для подвода охлаждающей среды и выводы 5 для отвода охлаждающей среды, количество которых соответствует количеству каналов 2 в плите 1 для циркуляции охлаждающей среды, при этом торцевые отверстия сквозных каналов 2 закрыты заглушками 6.
В отдельных случаях изготовления заявляемая плита 1 может быть выполнена из чугуна (серый чугун, высокопрочный чугун), а каналы 2 образованы трубами для циркуляции охлаждающей среды. Заявляемая плита 1 может быть выполнена из стали. Заявляемая плита 1 может быть выполнена из меди. Кроме того, рабочая поверхность плиты может быть выполнена ребристой (на чертежах не показано), а также рабочая поверхность плиты может быть снабжена огнеупорным материалом (на чертежах не показано).
При этом при изготовлении плиты 1 ее рабочая поверхность 3 может быть выполнена ребристой со встроенным огнеупорным материалом (например, огнеупорным кирпичом, на чертежах не показано).
В конкретном примере изготовления в холодильной плите 1 выполнены продольные каналы 2, которые в поперечном сечении имеют вытянутую форму, например овальную, и выполнены так, что отношение меньшего размера а канала 2 к большему размеру b канала 2 составляет 1:4 (отверстие - 24×96 мм). При этом каналы 2 смещены к рабочей поверхности 3 плиты 1, расстояние с между продольной осью каналов 2 и рабочей поверхностью 3 холодильной плиты 1 составляет 1,25 меньшего размера а канала 2 (30 мм), а расстояние d между соседними каналами 2 составляет 1,5 больших размеров b каналов 2 (144 мм).
Заявляемое устройство работает следующим образом.
Охлаждающая среда поступает через выводы 4 в нижний участок каналов 2 для циркуляции охлаждающей среды и, нагреваясь, отводится через выводы 5 в верхнем участке каналов 2. Тепловой поток воспринимается телом холодильной плиты 1 и передается к охлаждающей среде, обеспечивая охлаждение плиты.
Заявляемая холодильная плита, в готовом к эксплуатации виде, может быть установлена как в системах водяного охлаждения металлургических агрегатов, так и в системах испарительного охлаждения. В случае использования заявляемой холодильной плиты при водяном охлаждении металлургического агрегата в качестве охлаждающей среды применяется холодная химочищенная вода или техническая вода. В случае использования заявляемой холодильной плиты при испарительном охлаждении металлургического агрегата в качестве охлаждающей среды применяется пароводяная смесь.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛИТОВЫЙ ХОЛОДИЛЬНИК ДЛЯ МЕТАЛЛУРГИЧЕСКИХ ПЕЧЕЙ | 2006 |
|
RU2299388C1 |
| СИСТЕМА ИСПАРИТЕЛЬНОГО ОХЛАЖДЕНИЯ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА | 2014 |
|
RU2560464C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНЫХ ПЛИТ ДЛЯ ДОМЕННЫХ ПЕЧЕЙ (ВАРИАНТЫ) | 2018 |
|
RU2699430C1 |
| Устройство для охлаждения металлурги-чЕСКиХ пЕчЕй | 1977 |
|
SU850662A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДИЛЬНОЙ ПЛИТЫ И ХОЛОДИЛЬНАЯ ПЛИТА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2004 |
|
RU2338790C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОХЛАЖДАЮЩЕГО ПОДДОНА МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ | 2015 |
|
RU2600046C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНОЙ ПЛИТЫ ДЛЯ МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ И ПОЛУЧАЕМАЯ ХОЛОДИЛЬНАЯ ПЛИТА | 2007 |
|
RU2423529C2 |
| Холодильная плита металлургических агрегатов | 1974 |
|
SU558453A1 |
| КЕССОН ПИРОМЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА БАРБОТАЖНОГО ТИПА | 2008 |
|
RU2409795C2 |
| Способ наладки системы охлаждения с параллельными каналами и устройство для его осуществления | 1990 |
|
SU1777642A3 |
Изобретение относится к устройствам для охлаждения металлургических агрегатов и может быть использовано в системах охлаждения доменных печей. Холодильная плита содержит продольные каналы для циркуляции охлаждающей среды, которые в сечении имеют вытянутую форму с наибольшим размером, параллельным рабочей поверхности плиты, и расположены со смещением к ее рабочей поверхности. Расстояние между продольной осью каналов и рабочей поверхностью холодильной плиты составляет от 1,25 до 1,75 меньшего размера канала. Расстояние между соседними каналами составляет от 1,25 до 1,75 большего размера канала. Соотношение меньшего размера канала к большему размеру канала составляет от 1:4 до 1:6. Использование изобретения обеспечивает повышение эффективности и равномерности охлаждения. 5 з.п. ф-лы, 4 ил., 1 табл.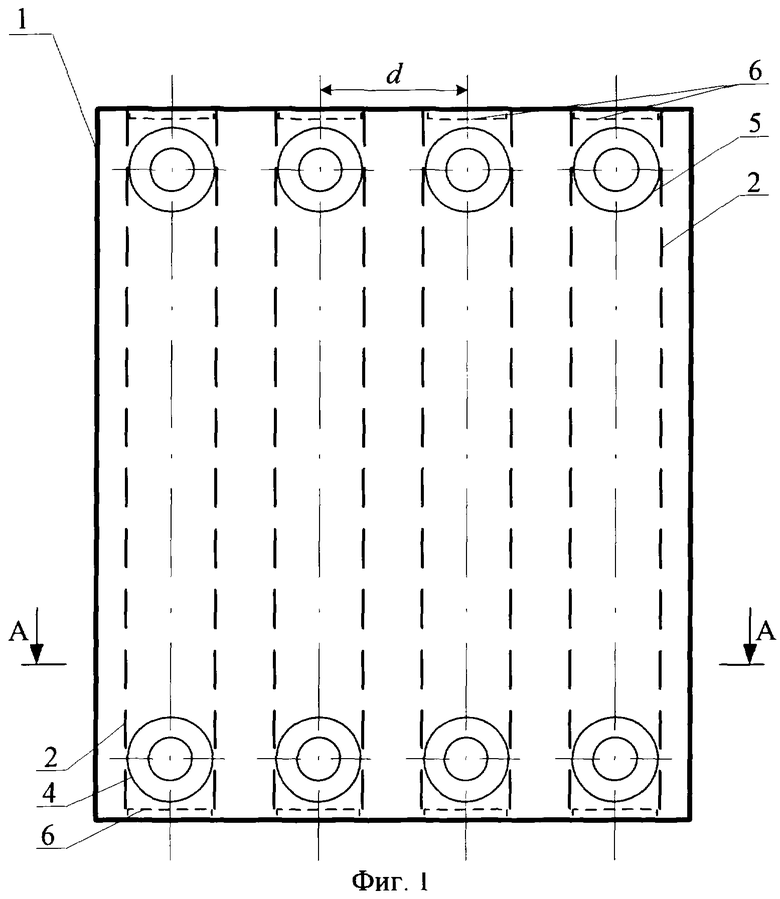
1. Холодильная плита металлургического агрегата с выполненными в ней продольными каналами для циркуляции охлаждающей среды, которые в сечении имеют вытянутую форму с наибольшим размером, параллельным рабочей поверхности холодильной плиты, отличающаяся тем, что каналы расположены со смещением к рабочей поверхности холодильной плиты, расстояние между продольной осью каналов и рабочей поверхностью холодильной плиты составляет от 1,25 до 1,75 меньшего размера канала, расстояние между соседними каналами составляет от 1,25 до 1,75 большего размера канала, при этом соотношение меньшего размера канала к большему размеру канала составляет от 1:4 до 1:6.
2. Холодильная плита по п.1, отличающаяся тем, что выполнена из чугуна, а каналы образованы трубами для циркуляции охлаждающей среды.
3. Холодильная плита по п.1, отличающаяся тем, что выполнена из стали.
4. Холодильная плита по п.1, отличающаяся тем, что выполнена из меди.
5. Холодильная плита по любому из пп.1-4, отличающаяся тем, что рабочая поверхность выполнена ребристой.
6. Холодильная плита по п.5, отличающаяся тем, что рабочая поверхность снабжена огнеупорным материалом.
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНЫХ ПЛИТ ДЛЯ ПЕЧЕЙ, ИСПОЛЬЗУЕМЫХ В ЧЕРНОЙ МЕТАЛЛУРГИИ | 1998 |
|
RU2170265C2 |
| ПЛИТОВЫЙ ХОЛОДИЛЬНИК ДЛЯ МЕТАЛЛУРГИЧЕСКИХ ПЕЧЕЙ И ОХЛАЖДАЮЩИЙ ЗМЕЕВИК ПЛИТОВОГО ХОЛОДИЛЬНИКА | 1999 |
|
RU2151195C1 |
| Холодильная плита металлургического агрегата | 1974 |
|
SU506466A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТОВОГО ЧУГУННОГО РЕБРИСТОГО ХОЛОДИЛЬНИКА | 1992 |
|
RU2025492C1 |
| Холодильная плита металлургических агрегатов | 1974 |
|
SU558453A1 |

