Изобретение относится к металлургии и машиностроению и может использоваться для комплектования установок для нанесения антикоррозионных покрытий на металлические изделия.
Известно загрузочно-разгрузочное устройство по заявке на изобретение RU 93054253, являющееся частью аппарата для нанесения покрытий на металлические изделия диффузионным методом.
Известное устройство включает в себя течку для порошковой смеси, течку для метизов, многовитковый шнек, расположенный во внутреннем барабане аппарата, окна, выполненные в стенке внутреннего барабана, зигзагообразные элементы, смонтированные в пространстве между внутренним и наружным барабанами аппарата, перфорированную либо сетчатую обечайку, присоединенную к выходной части наружного барабана, находящийся под обечайкой короб для отбора порошковой смеси, размещенную в коробе винтовую лопасть для подачи порошка во внутренний барабан, разгрузочную камеру для метизов с покрытием и разгрузочную камеру для порошковой смеси, клапан для регулировки направления движения порошковой смеси.
Недостатками известного загрузочно-разгрузочного устройства являются:
- сложность конструкции;
- значительная суммарная масса входящих в устройство узлов и деталей;
- высокая стоимость изготовления;
- недостаточная надежность в работе.
Известно съемное загрузочно-разгрузочное устройство по патенту RU 2224817, являющееся частью установки для нанесения покрытий на стальные изделия диффузионным методом и принятое заявителем в качестве прототипа.
Известное съемное загрузочно-разгрузочное устройство содержит цилиндрическую емкость с горловиной и радиальными ребрами, диафрагму в форме полукруга, вогнутого внутрь емкости, и разделительную решетку или сетку, прикрепленную к торцу горловины. К наружной поверхности емкости приварены грузовые петли.
Устройство работает следующим образом.
Емкость, предварительно заполненная шихтой, подводится к реторте установки для нанесения покрытий, стыкуется с ней и закрепляется захватами. При этом горловина емкости входит в приемную часть реторты, предварительно загруженную стальными изделиями, и плотно фиксируется по наружному диаметру. Диафрагма цилиндрической емкости при этом должна находиться в нижней части горловины емкости, препятствуя высыпанию из нее шихты. После поднятия реторты на заданный угол и придания реторте вращения благодаря ребрам емкости вся шихта из емкости пересыпается в реторту. Затем реторту приводят в горизонтальное положение, останавливают ее вращение, снимают емкость с реторты, которую закрывают крышкой.
После окончания процесса диффузионного покрытия с реторты снимают крышку и стыкуют ее с пустой емкостью, к которой пристыкована разделительная решетка. Поднимают глухую часть реторты на заданный угол и придают реторте вращение. Вся шихта, находящаяся в реторте, высыпается в емкость. При этом диафрагма емкости за счет вогнутости выполняет роль воронки, а разделительная решетка препятствует высыпанию обработанных изделий из реторты. Затем реторту приводят в горизонтальное положение и останавливают ее вращение. После этого емкость отстыковывают от реторты, обработанные изделия вынимают из реторты или высыпают в специальную емкость путем подъема глухого конца реторты на некоторый угол.
Одним из недостатков прототипа является неравномерность распределения шихты в реторте установки для диффузионного покрытия стальных изделий, особенно длинномерных. Это объясняется тем, что конструкция диафрагмы и ее расположение в цилиндрической емкости не обеспечивают равномерного высыпания шихты из емкости. Так, при нижнем положении диафрагмы относительно продольной оси симметрии реторты высыпания шихты из емкости может вообще не происходить, а при ее верхнем положении высыпание шихты может происходить лавинообразно. Это приводит к неравномерности толщины покрытия изделий, особенно изделий замкнутого профиля, например труб.
Кроме того, наличие проема между диафрагмой и горловиной емкости приводит к проникновению большого количества пылевых частиц в пространство емкости при выгрузке шихты из реторты через разделительную решетку и дальнейшему запылению производственных помещений.
Другим недостатком является невысокая производительность загрузки-выгрузки шихты из емкости в реторту (или из реторты в емкость), так как шихтовая смесь выгружается самотеком и только 35% объема емкости может быть заполнено смесью. Для повышения производительности необходимо увеличивать габариты емкости.
Техническим результатом предложенного технического решения является устранение недостатков прототипа, а именно:
- повышение качества диффузионного покрытия металлических изделий;
- повышение экологической безопасности установки для диффузионного покрытия металлических изделий;
- повышение производительности загрузки-выгрузки шихты из устройства в реторту или из реторты в устройство за счет создания лопастями шнека дополнительного давления, проталкивающего шихтовую смесь в реторту или из реторты, что позволяет заполнять до 75% объема шнека шихтой без дополнительного увеличения его габаритных размеров.
Технический результат достигается тем, что в съемном загрузочно-разгрузочном устройстве реторты установки для диффузионного покрытия металлических изделий, содержащем цилиндрическую емкость с радиальными ребрами, разделительной решеткой, расположенной противоположно дну емкости, согласно изобретению цилиндрическая емкость со стороны разделительной решетки снабжена шнеком, наружные края лопасти которого приварены к внутренней поверхности емкости, а внутренние края лопасти приварены к наружной поверхности заглушенной с обеих сторон трубы, угол охвата внутренней поверхности цилиндрической емкости лопастью шнека составляет от 480 до 500 градусов.
Снабжение цилиндрической емкости со стороны разделительной решетки шнеком обеспечивает при загрузке шихтой реторты установки для диффузионного покрытия металлических изделий равномерность пересыпания шихты из цилиндрической емкости в реторту. Это, в свою очередь, позволяет равномерно распределить шихту между обрабатываемыми изделиями, особенно длинномерными, что обеспечивает получение защитного покрытия одинаковой толщины по всей площади изделий. Тем самым повышается по сравнению с прототипом качество обработанных изделий.
Кроме того, при выгрузке шихты из реторты лопасть шнека выполняет функцию крышки, предотвращающей попадание пылевых частиц из реторты во внутреннее пространство цилиндрической емкости, что повышает экологическую безопасность производственного процесса.
Угол охвата внутренней поверхности цилиндрической емкости лопастью шнека по нижнему пределу, а именно 480 градусов, подобран опытным путем и является достаточным для полноценной защиты шнеком внутреннего пространства емкости от пылевых частиц.
Угол охвата по верхнему пределу, а именно 500 градусов, не следует превышать ввиду того, что это ведет к нецелесообразному увеличению продольного габарита цилиндрической емкости, а значит, и ее массы.
Сущность предложенного изобретения поясняется чертежами.
На фиг.1 изображен продольный разрез устройства.
На фиг.2 показан вид А на фиг.1.
На фиг.3 изображен разрез Б-Б на фиг.1.
Загрузочно-разгрузочное устройство содержит цилиндрическую емкость 1 с радиальными ребрами 2, пристыкованную к емкости 1 на штифтах 3, установленных в платиках 4, разделительную решетку 5. Со стороны решетки 5 в емкость 1 вмонтирован шнек 6, наружные края лопасти 7 которого приварены к внутренней поверхности емкости 1, а внутренние края лопасти 7 приварены к наружной поверхности заглушенной с обеих сторон трубы 8. Угол охвата внутренней поверхности цилиндрической емкости 1 лопастью 7 шнека 6 составляет от 480 до 500 градусов. К внутренним торцам ребер 2 со стороны шнека 6 приварено кольцо 9 из проволоки, а со стороны дна емкости 1 приварен бандаж 10. В дне емкости 1 выполнено отверстие 11 для удаления балластной смеси. Отверстие 11 закрыто съемной крышкой 12 с прокладкой 13 прикрепленными к дну емкости 1 винтами 14. К емкости 1 приварен фланец 15, в котором выполнены отверстия 16 и пазы 17. К емкости 1 также приварены грузовые петли 18.
Перед загрузкой в реторту установки для диффузионного покрытия метизов и перед выгрузкой из реторты шихты цилиндрическая емкость центрируется относительно реторты с помощью штифтов, закрепленных на фланце реторты, входящих в пазы 17, выполненных во фланце 15 предложенного устройства, и прикрепляется к фланцу реторты с помощью болтов, для которых на фланце 15 предусмотрены отверстия 16.
Разделительная решетка 5 устанавливается на штифтах 3 емкости 1 только перед выгрузкой из реторты отработанной шихты.
После прикрепления загруженной шихтой цилиндрической емкости к реторте, загруженной непокрытыми изделиями, реторте придают вращение и поднимают скрепленные узлы на заданный угол. За счет вращения, а также воздействия на шихту ребер 2 цилиндрической емкости шихта по ручью шнека 6 равномерно пересыпается в реторту. При этом не происходит перерывов в подаче шихты и отсутствуют лавинообразные срывы шихты в реторту.
После окончания загрузки реторты шихтой реторту приводят в горизонтальное положение, останавливают вращение, снимают цилиндрическую емкость с реторты, которую закрывают крышкой.
После окончания процесса диффузионного покрытия с реторты снимают крышку и стыкуют ее с пустой цилиндрической емкостью, к которой предварительно пристыкована разделительная решетка 5. Поднимают глухую часть реторты на некоторый угол и придают реторте вращение. Шихта через разделительную решетку 5 и ручей шнека 6 равномерно пересыпается в цилиндрическую емкость. При этом пылевые частицы за счет шнека, действующего как крышка, задерживаются в пространстве реторты и ручье шнека, откуда в дальнейшем удаляются.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2174159C1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2224817C1 |
| УСТАНОВКА ДЛЯ ВОЛОКСИДАЦИИ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2019 |
|
RU2716137C1 |
| УСТРОЙСТВО ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 2002 |
|
RU2221897C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДИФФУЗИОННОГО НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ДЛИННОМЕРНЫЕ ПОЛЫЕ ИЗДЕЛИЯ | 1991 |
|
RU2023971C1 |
| ШНЕКО-ТРУБЧАТАЯ ПЕЧЬ (ВАРИАНТЫ) | 2015 |
|
RU2608155C1 |
| СПОСОБ ПРОИЗВОДСТВА ЗЕРНОВОЙ МАССЫ, КОМПЛЕКТ ОБОРУДОВАНИЯ ДЛЯ ЕE ПРОИЗВОДСТВА И ИЗМЕЛЬЧИТЕЛЬ ЗЕРНА | 2000 |
|
RU2177831C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ПЕРЕРАБОТКИ ОРГАНИЧЕСКИХ ТВЕРДЫХ КОММУНАЛЬНЫХ ОТХОДОВ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2744225C1 |
| Барабанный грохот | 1983 |
|
SU1161193A1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ ПУТЕМ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ | 1998 |
|
RU2139366C1 |
Изобретение относится к области металлургии и машиностроения и может использоваться для комплектования установок для нанесения антикоррозионных покрытий на металлические изделия. Техническим результатом изобретения является повышение качества диффузионного покрытия металлических изделий, экологической безопасности установки для диффузионного покрытия металлических изделий и производительности загрузки-выгрузки шихты из устройства в реторту или из реторты в устройство. Для достижения технического результата съемное загрузочно-разгрузочное устройство реторты установки для диффузионного покрытия металлических изделий содержит цилиндрическую емкость с радиальными ребрами, разделительную решетку, расположенную противоположно дну емкости, при этом цилиндрическая емкость со стороны разделительной решетки снабжена шнеком, наружные края лопасти которого приварены к внутренней поверхности емкости, а внутренние края лопасти приварены к наружной поверхности заглушенной с обеих сторон трубы, угол охвата внутренней поверхности цилиндрической емкости лопастью шнека составляет от 480 до 500 градусов. 3 ил.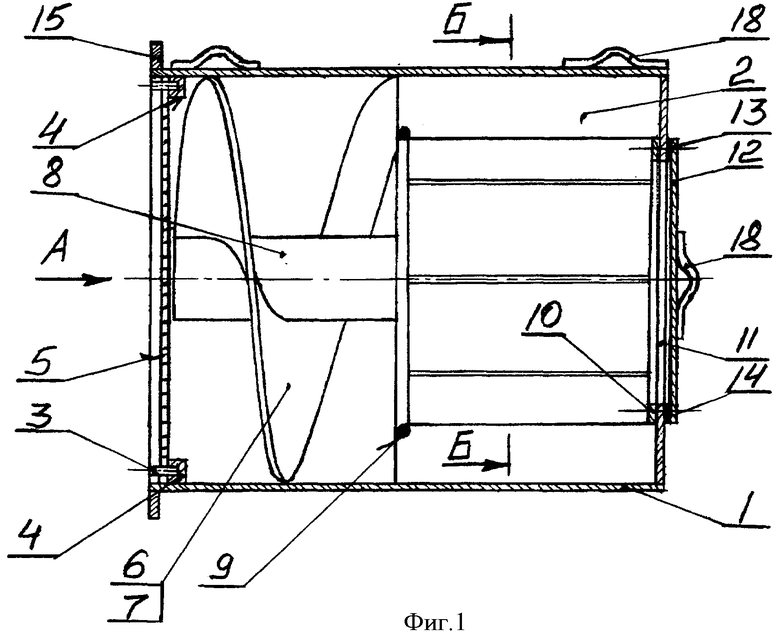
Съемное загрузочно-разгрузочное устройство реторты установки для диффузионного покрытия металлических изделий, содержащее цилиндрическую емкость с радиальными ребрами, разделительной решеткой, расположенной противоположно дну емкости, отличающееся тем, что цилиндрическая емкость со стороны разделительной решетки снабжена шнеком, наружные края лопасти которого приварены к внутренней поверхности емкости, а внутренние края лопасти приварены к наружной поверхности заглушенной с обеих сторон трубы, угол охвата внутренней поверхности цилиндрической емкости лопастью шнека составляет от 480 до 500°.
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2224817C1 |
| Машина для обрезки бумаги | 1935 |
|
SU43873A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДИФФУЗИОННОГО НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ДЛИННОМЕРНЫЕ ПОЛЫЕ ИЗДЕЛИЯ | 1991 |
|
RU2023971C1 |
| US 4031354 A, 21.06.1977 | |||
| УСТРОЙСТВО БЕЗОПАСНОСТИ ДЛЯ БАТАРЕИ И БАТАРЕЯ, ИМЕЮЩАЯ ТАКОЕ УСТРОЙСТВО | 2005 |
|
RU2325006C1 |

