Изобретение относится к области создания установок для нанесения покрытий диффузионным способом и может быть использовано в различных областях машиностроения и строительства.
Известны устройства, патенты РФ: 1573962; 1740927; 1749665; 1788407; 1788408; 2055290; 2102667 и др., в которых имеется вращающаяся печь и различные приспособления для загрузки и выгрузки шихты или обрабатываемого материала.
Однако во всех вышеуказанных устройствах имеющиеся у них приспособления загрузки-выгрузки осуществляют или только загрузку или только выгрузку обрабатываемого материала. Причем большинство этих приспособлений не обеспечивает экологическую безопасность в части исключения пыления наносимого материала в процессе загрузки-выгрузки.
Известна установка для диффузионной обработки стальных изделий (патент РФ 1777612, МКИ С 23 С 8/66), содержащая нагревательную печь, рабочую и вспомогательные камеры, механизм загрузки-выгрузки, выполненные в виде рольганга, вводимого в печь, и кантователя, выполненного в виде захвата, имеющего возможность поворота для взаимодействия с контейнером.
Недостатком ее является невозможность обработки длинномерных изделий, так как для загрузки и выгрузки шихты рабочая и состыкованная с ней вспомогательная камеры должны разворачиваться на 180o, что требует значительного увеличения габаритов не только самого устройства, но и производственного цеха. Кроме того, она имеет достаточно сложное устройство герметичного клапана и приспособления открывания-закрывания для стыковки со вспомогательной камерой.
Техническим результатом настоящего изобретения является расширение функциональных возможностей установки за счет обеспечения процесса диффузионной обработки поверхностей длинномерных изделий.
Технический результат достигается за счет того, что в установке для диффузионной обработки стальных изделий, содержащей нагревательную печь с рабочей камерой, кантователь и устройство для загрузки-выгрузки шихты, рабочая согласно изобретению рабочая камера выполнена в виде цилиндрической реторты с крышкой, кантователь выполнен в виде поворотной рамы, установленной на двух опорных стойках с возможностью поочередной фиксации осей рамы от перемещения в вертикальном направлении, при этом в средней части поворотной рамы установлен подъемный механизм, а устройство для загрузки-выгрузки шахты выполнено в виде цилиндрической емкости с внутренними радиальными ребрами и горловиной, выполненной с возможностью плотной посадки устройства по наружному диаметру горловины в приемную часть реторты, при этом в торец выходного сечения горловины жестко вмонтированы диафрагма в форме полукруга, вогнутого внутрь емкости, и разделительный узел.
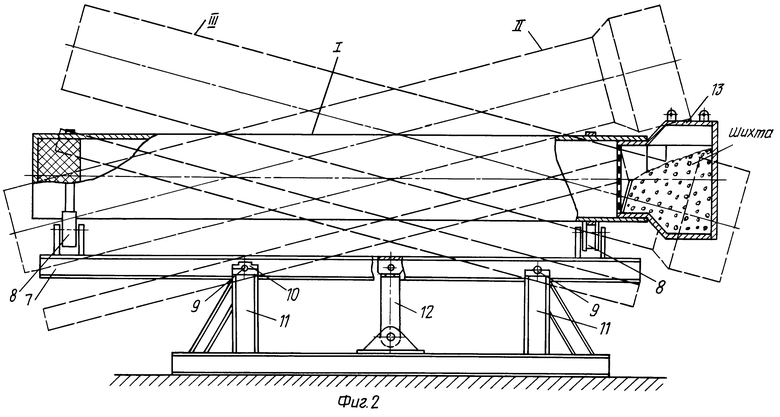
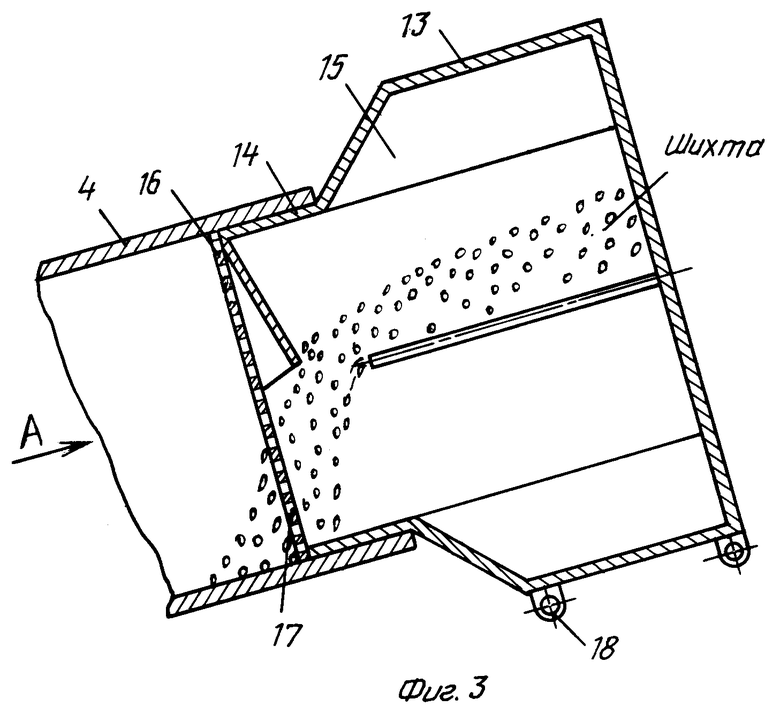
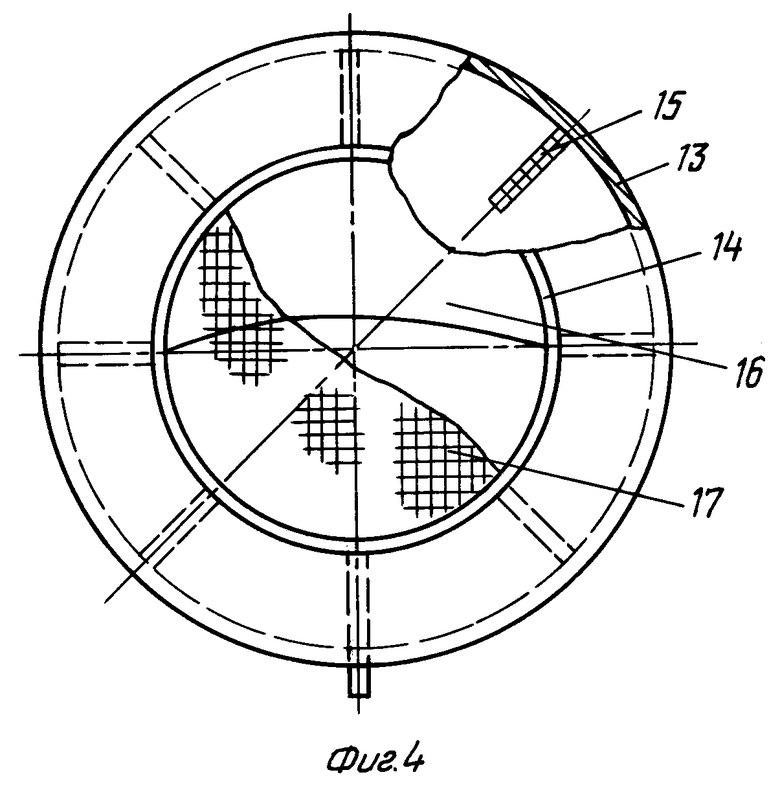
На фиг. 1 показана установка при выполнении процесса диффузионного покрытия поверхностей стальных изделий; на фиг.2 - реторта на кантователе в исходном горизонтальном положении (положении I), когда к ней пристыковывается загрузочное устройство. Положение реторты при загрузке ее шихтой (положение II) и положение реторты при разгрузке (положение III) - показаны пунктиром; на фиг.3 gоказано устройство загрузки-выгрузки шихты в положении II, при одновременном его вращении вместе с ретортой, продольный разрез; на фиг.4 - вид устройства для загрузки-выгрузки шихты по стрелке А.
Установка для диффузионной обработки стальных изделий содержит: нагревательную печь 1 с горизонтально расположенной крышкой 2 и приводными роликами 3; рабочую камеру, выпоненную в виде реторты 4 с теплоизоляцией 5 и теплоизолирующей крышкой 6; кантователь, выполненный в виде поворотной рамы 7 с приводными роликами 8, которая двумя осями 9 (правой и левой), поочередно фиксируемых скобой 10, опирается на стойки 11, между которыми в средней части рамы установлен подъемный механизм 12 толкающего типа (например, гидроцилиндр); устройство для загрузки-вызгрузки, состоящее из цилиндрической емкости 13 с горловиной 14 и радиальными ребрами 15. На торец выходного сечения горловины 14 установлены диафрагма 16 в форме полукруга, вогнутого внутрь емкости и разделительный узел 17, а на наружную поверхность емкости 13 приварены проушины 18 для строповки с грузоподъемными механизмами.
Установка работает следующим образом. В исходном положении рама кантователя 7 находится в горизонтальном положении, при этом реторту устанавливают грузоподъемным устройством на ролики 8 кантователя. Снимается крышка 6, и реторта загружается стальными изделиями, требующими покрытия. Загрузочное устройство, предварительно заполненное шихтой, также при помощи грузоподъемного механизма за проушины 18 подводится к реторте, стыкуется с ней и закрепляется захватами (не показаны). При этом горловина 14 емкости 13 входит в приемную часть реторты 4 и плотно фиксируется по наружному диаметру. В этом положении диафрагма 16 находится в нижней части горловины 14 загрузочного устройства, препятствуя высыпанию шихты из емкости 13. Далее фиксируется положение левой оси 9 при помощи скобы 10 на стойке 11 и включается механизм 12 с одновременным включением вращения роликов 8. Реторта поднимается примерно на 30o и занимает положение "II", показанное на фиг.2, при этом за счет вращения реторты и связанной с ней емкости 13, а также благодаря ребрам 15, вся шихта, находящаяся в емкости 13, пересыпается в реторту 4. Затем подъемный механизм 12 переводит раму 7 и соответственно реторту 4 и емкость 13 в горизонтальное положение, емкость 13 снимается с реторты, а реторта закрывается крышкой 6. Далее с печи 1 снимается крышка 2, рабочая камера (реторта 4 с крышкой 6) грузоподъемным механизмом 12 устанавливается на ролики 3 печи 1, закрывается крышкой 2, включается нагрев печи 1 и вращение роликов 3. Идет процесс диффузионного покрытия (например, цинкования) стальных изделий, находящихся в реторте, в том числе, и длинномерных. Продолжительность нахождения рабочей камеры в печи зависит от технологических требований процесса и толщины нанесения покрытий. Затем выключается вращение роликов 3 печи 1, снимается крышка 2 и рабочая камера (реторта 4 с крышкой 6) переносится грузоподъемным устройством на ролики 8 кантователя. Далее фиксируется правая ось 9 скобой 10 за счет перестановки последней с левой оси 9; с рабочей камеры снимается крышка 6 и реторта 4 стыкуется с пустой емкостью 13 через горловину 14. Включается подъемный механизм 12 и привод роликов 8. Глухая часть реторты 4, при одновременном ее вращении, поднимается на угол до 30o (положение III) и вся шихта, находящаяся в реторте, высыпается в емкость 13, при этом диафрагма 16 за счет вогнутости выполняет роль воронки, а разделительный узел 17 препятствует высыпанию обработанных изделий из реторты 4. Затем подъемный механизм 12 возвращают реторту 4 в исходное горизонтальное положение (положение I), и фиксируют ее с помощью приводных роликов 8 в положении, в котором пружины 18 емкости 13 находятся наверху и соответственно диафрагма 16 - внизу. Емкость 13 с шихтой отстыковывается от реторты 4, а стальные детали с диффузионным покрытием вынимаются из реторты, если они длинномерные или высыпаются в специальную емкость путем подъема реторты аналогично предыдущему(положение III).
| название | год | авторы | номер документа |
|---|---|---|---|
| СЪЕМНОЕ ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 2007 |
|
RU2354744C1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2533400C2 |
| УСТРОЙСТВО ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 2002 |
|
RU2221897C1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ ПУТЕМ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ | 1998 |
|
RU2139366C1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2117717C1 |
| СПОСОБ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2527593C1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2424351C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДИФФУЗИОННОГО НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ | 1999 |
|
RU2156830C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДИФФУЗИОННОГО НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ДЛИННОМЕРНЫЕ ПОЛЫЕ ИЗДЕЛИЯ | 1991 |
|
RU2023971C1 |
| Устройство для термодиффузионного легирования | 1990 |
|
SU1724726A1 |
Изобретение относится к созданию установок для нанесения покрытий диффузионным способом на стальные изделия и может быть использовано в различных отраслях машиностроения и строительства. Изобретение позволяет расширить функциональные возможности установки путем обеспечения процесса диффузионной обработки длинномерных стальных изделий. Установка для диффузионной обработки стальных изделий содержит нагревательную печь с рабочей камерой в виде цилиндрической реторты с крышкой, кантователь и устройство для загрузки-выгрузки шихты в виде цилиндрической емкости с внутренними ребрами и горловиной, выполненной с возможностью плотной посадки устройства по наружному диаметру горловины в приемную часть реторты. Кантователь выполнен в виде поворотной рамы, установленной на двух опорных стойках с возможностью поочередной фиксации осей рамы от перемещения в вертикальном направлении. В средней части рамы установлен поворотный механизм. В торец выходного сечения горловины жестко вмонтированы диафрагма и разделительный узел. 1 з.п. ф-лы, 4 ил.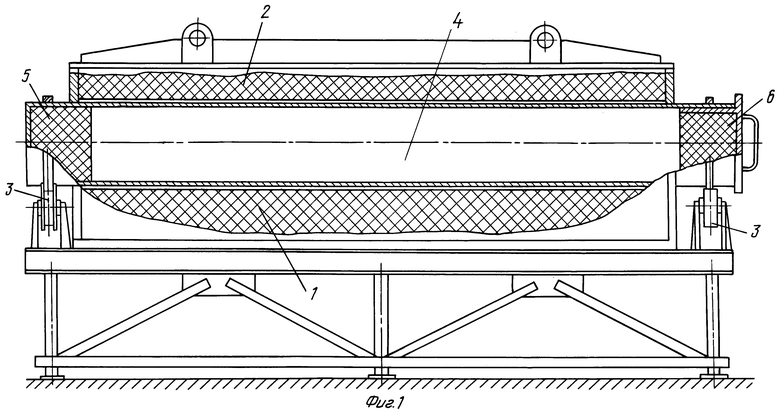
| Установка для диффузионной обработки стальных изделий | 1991 |
|
SU1777612A3 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДИФФУЗИОННОГО НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ДЛИННОМЕРНЫЕ ПОЛЫЕ ИЗДЕЛИЯ | 1991 |
|
RU2023971C1 |
| US 4031354 А, 21.06.1977 | |||
| УСТРОЙСТВО БЕЗОПАСНОСТИ ДЛЯ БАТАРЕИ И БАТАРЕЯ, ИМЕЮЩАЯ ТАКОЕ УСТРОЙСТВО | 2005 |
|
RU2325006C1 |

