Изобретение относится к области электрохимической обработки поверхностей изделий из сплавов металлов вентильной группы в растворах электролитов, в частности к электрохимическому оксидированию, наиболее распространенными разновидностями которого являются анодирование и микродуговое оксидирование, и может применяться в машиностроении и других отраслях промышленности.
Вентильную группу составляют металлы, на поверхностях которых образуются естественные плотные оксидные пленки с униполярной проводимостью, т.е. такие металлы как алюминий, титан, магний и т.д.
Анодирование и микродуговое оксидирование позволяют многократно увеличивать толщину естественных оксидных пленок, получая на их основе покрытия, преимущественно формирующиеся в результате взаимодействия металлов вентильной группы с кислородом, выделяющимся из растворов электролитов, и имеющие высокие прочностные, электроизоляционные и антикоррозионные свойства.
Традиционные технологии анодирования и микродугового оксидирования реализуются в специальных ваннах из инертных по отношению к растворам материалов, обычно, в качестве таких материалов используют коррозионностойкие (нержавеющие) стали. Ванны должны иметь значительные габариты, чтобы обрабатываемые изделия свободно в них размещались. Для того, чтобы растворы в процессе обработки не перегревались и не растворяли формируемые покрытия, их объемы в ваннах должны быть на порядки больше объемов обрабатываемых изделий, а ванны должны быть оборудованы системами охлаждения и перемешивания растворов. Ванны, как правило, являются габаритными и дорогими конструкциями, поэтому разработка способов электрохимического оксидирования изделий из сплавов вентильных металлов без использования ванн представляет большой интерес для производственной практики.
Одним из условий получения равномерных по толщине и свойствам покрытий на изделиях является обеспечение примерно одинаковых условий омывания их поверхностей растворами. Однако при реализации традиционных технологий анодирования и микродугового оксидирования перемешивание растворов в ваннах осуществляется механическими или пневматическими мешалками (миксерами), использование которых не может обеспечить столь же хорошего омывания внутренних поверхностей, как наружных. Поэтому на поверхностях глубоких отверстий, например, в габаритных корпусных деталях или трубах, получить равномерные покрытия, используя традиционные технологии анодирования и микродугового оксидирования, на практике не представляется возможным.
При этом применение изделий из алюминиевых сплавов, например, в энергетических системах, системах транспортирования жидких и газовых агрессивных сред, суспензий и т.п., ограничивается ввиду сложности нанесения электроизоляционных материалов на их внутренние поверхности, а также ввиду недостаточной коррозионной стойкости и износостойкости данных материалов. Поэтому разработка способов электрохимического оксидирования поверхностей глубоких отверстий в изделиях из сплавов вентильных металлов также представляет большой интерес для производственной практики.
В связи с изложенным, основная идея изобретения заключается получении электрохимическим оксидированием равномерных оксидных покрытий на поверхностях глубоких отверстий в изделиях из сплавов вентильных металлов без применения ванн.
Из источников патентной информации известны способы получения покрытий на деталях из алюминиевых сплавов анодированием в ваннах с кислыми растворами электролитов [Патент RU 2354759. Способ получения покрытий / Чуфистов О.Е., Демин С.Б., Чуфистов Е.А., Борисков Д.Е., Холудинцев П.А. – Бюлл. №13 от 10.05.2009] и микродуговым оксидированием в ваннах с щелочными растворами электролитов [Патент RU № 2136788. Способ получения покрытий / Атрощенко Э.С., Чуфистов О.Е., Казанцев И.А., Дурнев В.А. – Бюл. № 25 от 10.09.1999]. Однако данные способы реализуются в ваннах и не позволяют получать покрытия с высокими значениями толщины и эксплуатационных свойств на поверхностях отверстий изделий, а также обеспечивать равномерность данных значений по всем поверхностям отверстий. Причем, чем больше размеры отверстий в осевых направлениях и чем меньше их размеры в поперечных сечениях, тем меньше толщина и физико-механические свойства покрытий в средних зонах отверстий. Например, при обработке изделий со сквозными отверстиями диаметром до 50 мм и длиной более 100 мм толщина покрытий на стенках отверстий в их средних зонах не превышает 5…10 % от толщины покрытий на стенках отверстий вблизи наружных поверхностей изделий.
Также известны способы получения покрытий на деталях из алюминиевых сплавов, включающие микродуговое оксидирование в ваннах с щелочными растворами электролитов при подаче на оксидируемые поверхности охлажденного кислорода [Патент RU 2339745. Способ получения покрытий / Чуфистов О.Е., Демин С.Б., Чуфистов Е.А. – Бюл.33 от 27.11.2008; Патент RU 2354758. Способ получения покрытий / Чуфистов О.Е., Борисков Д.Е., Чуфистов Е.А. – Бюл.13 от 10.05.2009]. Подача кислорода за счет улучшения перемешивания и охлаждения раствора электролита, обогащения его кислородом обеспечивает повышение производительности оксидирования, а также увеличение толщины, повышение физико-механических свойств и равномерности покрытий на наружных поверхностях деталей и поверхностях сквозных отверстий. Однако данные способы реализуются в ваннах, отличаются высокой технологической сложностью, требуют использования дополнительного оборудования и специального инструментария для подачи кислорода. Вместе с тем, данные способы пригодны только для обработки изделий с отверстиями диаметром 20…100 мм и глубиной до 200 мм, а при обработке изделий со сквозными отверстиями глубиной более 200 мм из-за повышения технологической сложности их реализация становится весьма затруднительной, но, несмотря на это, не дает желаемого положительного эффекта. Например, при обработке изделий со сквозными отверстиями диаметром 30…50 мм и длиной более 500 мм толщина покрытий на стенках отверстий в их средних зонах не превышает 55…65% от толщины покрытий на стенках отверстий вблизи наружных поверхностей изделий.
Наиболее близким по технической сущности предлагаемому способу является способ получения покрытий на поверхностях глухих отверстий деталей из алюминиевых сплавов, включающий электрохимическое оксидирование в ваннах с кислыми или щелочными растворами электролитов, которые половину времени обработки закачиваются в отверстия, а другую половину времени откачиваются из отверстий через специальные жиклеры, являющиеся по отношению к деталям противоэлектродами [Патент RU 2471895. Способ получения покрытий на поверхностях глухих отверстий деталей из алюминиевых сплавов. Чуфистов О.Е., Артемов И.И., Чуфистов Е.А., Агапова Т.А., Гусенков Е.В. – Бюл. №1 от 10.01.2013]. Откачивание и закачивание способствует обновлению растворов электролитов внутри глухих отверстий и обеспечивает повышение производительности электрохимического оксидирования, а также увеличение толщины, повышение физико-механических свойств и равномерности покрытий на наружных поверхностях деталей и поверхностях глухих отверстий. При обработке деталей с глухими отверстиями диаметром до 10 мм и глубиной 20…50 мм толщина покрытий на стенках отверстий в их средних зонах может достигать 95 % от толщины покрытий на наружных поверхностях деталей. Однако данный способ реализуется в ваннах. Вместе с тем для обработки сквозных отверстий изделий данный способ применять не имеет смысла, поскольку он не дает значимого положительного эффекта. Например, при обработке изделий со сквозными отверстиями диаметром 30…50 мм и длиной более 500 мм толщина покрытий на стенках отверстий в их средних зонах не превышает 5…10 % от толщины покрытий на стенках отверстий вблизи наружных поверхностей изделий.
Задачей предполагаемого изобретения является разработка простого, надежного и экономичного способа поучения равномерных оксидных покрытий с высокими эксплуатационными свойствами на поверхностях сквозных отверстий диаметром (средним размером поперечного сечения) 5…100 мм и длиной 30…3000 мм в изделиях из сплавов вентильных металлов электрохимическим оксидированием без применения специальных ванн.
Технический результат решения поставленной задачи заключается в получении на поверхностях сквозных отверстий в изделиях из сплавов вентильных металлов оксидных покрытий, у которых значения толщины и эксплуатационных свойств в средних зонах составляют не менее 85 % соответственно от значений толщины и эксплуатационных свойств вблизи наружных поверхностей, причем, без применения специальных ванн.
Поставленная задача решается в способе получения покрытий на поверхностях глубоких сквозных отверстий в изделиях из сплавов вентильных металлов, включающем электрохимическое оксидирование в кислых или щелочных растворах продолжительностью 30…100 минут при подаче растворов в отверстия, причем, оксидирование осуществляют без применения специальных ванн – внутри самих отверстий, оси которых устанавливают вертикально и, спустя половину времени обработки, переустанавливают с поворотом на 180° в вертикальной плоскости, при этом в процессе оксидирования в отверстиях фиксируют являющиеся по отношению к изделиям противоэлектродами стержни из нержавеющей стали, у которых форма поперечных сечений соответствует форме поперечных сечений отверстий, но размеры поперечных сечений стержней на 4…10 мм меньше, чем соответствующие размеры поперечных сечений отверстий, и под давлением снизу вверх подают растворы в зазоры между поверхностями отверстий и стержней при ламинарном режиме течения растворов, поддерживая их расход в интервале 0,2…5,0 л/мин на 1 дм2 площади обрабатываемых поверхностей.
Способ реализуется следующим образом. Изделие закрепляют так, чтобы ось обрабатываемого отверстия располагалась вертикально, и с помощью алюминиевого провода в электроизоляционной оплетке подсоединяют изделие к одному из полюсов источника питания (если оксидирование проводят при постоянном токе, деталь присоединяют к положительному полюсу).
Затем к нижнему выходу отверстия присоединяют трубопровод гидравлической системы, изготовленный из инертного по отношению к раствору электролита материала, и фиксируют внутри отверстия сплошной стержень (пруток) из нержавеющей стали так, чтобы он располагался соосно отверстию. При этом форма поперечного сечения стержня должна соответствовать форме поперечного сечения отверстия, но размеры сечения стержня должны быть на 4…10 мм меньше, чем соответствующие размеры сечения отверстия, а длина стержня должна на 10…100 мм превышать глубину отверстия. Например, для обработки отверстия круглого сечения следует использовать стержень с круглым сечением диаметром на 4…10 мм меньше диаметра отверстия, а для отверстия квадратного сечения – стержень с квадратным сечением, у которого сторона сечения квадрата на 4…10 мм меньше стороны сечения квадрата отверстия. Между поверхностями отверстия и стержня должны быть зазоры 2…5 мм.
Далее с помощью алюминиевого провода в электроизоляционной оплетке стержень присоединяют к свободному полюсу источника питания, противоположному по знаку полюсу, к которому ранее подсоединили изделие (если оксидирование проводят при постоянном токе, то стержень подсоединяют к отрицательному полюсу).
Потом с помощью гидравлической системы, состоящей из поддона, трубопровода, насоса и при необходимости соединительных элементов, изготовленных из инертных по отношению к раствору электролита материалов (например, нержавеющей стали, пластмассы, стекла, силикона и т.д.) в отверстие под давлением снизу вверх начинают подавать (закачивать) раствор электролита таким образом, чтобы режим течения раствора между поверхностями стержня и отверстия, определяемый по числу Рейнольдса, был ламинарным, а расход на 1 дм2 поверхности отверстия составлял 0,2…5,0 л/мин. После заполнения отверстия раствором начинают пропускать по цепи электрический ток, создавая тем самым все необходимые условия для формирования оксидного покрытия на поверхностях отверстия. Нагретый выделяющимся джоулевым теплом отработанный раствор вытесняется из отверстия свежим закачиваемым гидравлической системой раствором и через верхний выход отверстия сливается в поддон, располагающийся под обрабатываемым изделием.
Спустя 15…50 минут, составляющих первую половину времени оксидирования, прекращают пропускать по цепи электрический ток и закачивать раствор в отверстие, отсоединяют от выхода отверстия трубопровод гидравлической системы и, не отсоединяя стержень и изделие от источника тока, извлекают стержень из отверстия, переустанавливают изделие с поворотом оси отверстия в вертикальной плоскости на 180 о. Затем подсоединяют к нижнему выходу отверстия трубопровод гидравлической системы, фиксируют в отверстии стержень и начинают закачивать в отверстие раствор, а после заполнения отверстия раствором – пропускать по цепи электрический ток, соблюдая все изложенные выше условия.
Спустя 15…50 минут, составляющих вторую половину времени оксидирования, прекращают пропускать по цепи электрический ток и закачивать раствор в отверстие, отсоединяют от изделия трубопровод гидравлической системы, отсоединяют изделие и стержень от источника тока, извлекают стержень из отверстия, промывают изделие водой и высушивают.
Закачивание раствора электролита в зазоры между поверхностями отверстия изделия и стержня при создании между ними разности потенциалов создает условия для интенсивного взаимодействия вентильного металла поверхностей изделия и кислорода, выделяющегося из раствора, с образованием оксидного покрытия на поверхностях отверстия. При этом раствор в зазорах быстро нагревается джоулевым теплом и изменяет свой химический состав, теряя кислород. Однако за счет закачивания в отверстие свежего раствора из поддона отработанный раствор вымывается из отверстия и стекает по наружным поверхностям изделия в поддон, установленный под ним. В поддоне раствор охлаждается и восстанавливает свой химический состав. Интенсивность образования покрытия на стенках отверстия поддерживается на необходимом уровне.
Вертикальное расположение оси отверстия обеспечивает быстрый отвод через верхний выход отверстия водорода, наряду с кислородом выделяющегося из раствора электролита при оксидировании. Однако, если кислород вступает в реакцию окисления с ионами вентильного металла, образуя оксид, то водород, не участвует в протекании реакции окисления и, нарушая взаимодействие раствора и оксидируемой поверхности, замедляет образование оксида.
Ввиду того, что свежий раствор в отверстие подают снизу, по мере продвижения к его верхнему выходу раствор нагревается и изменяет свой химический состав, поэтому интенсивность образования покрытия заметно снижается и около верхнего выхода отверстия становится сравнительно низкой. Для выравнивания покрытия по всей глубине отверстия производят переустановку изделия, разворачивая ось отверстия в вертикальной плоскости на 180 о. При этом верхний и нижний выходы отверстия меняют местами, и после переустановки свежий раствор закачивают в ту часть отверстия, где толщина покрытия, сформированного до переустановки, была минимальной, а нагретый и изменивший химический состав раствор выходит из отверстия через ту его часть, где толщина покрытия, сформированного до переустановки, была максимальной.
Важно отметить, что за счет движения раствора вдоль оси отверстия обеспечивается примерно одинаковое омывание всех участков его поверхностей. Это позволяет получать равномерные покрытия не только на поверхностях круглого сечения, но и на поверхностях прямоугольного, шестигранного и других сечений. При этом стержень должен располагаться соосно отверстию, а форма поперечного сечения стержня должна соответствовать форме поперечного сечения отверстия, но размеры сечения стержня должны быть на 4…10 мм меньше, чем соответствующие размеры сечения отверстия. Это необходимо для того, чтобы зазоры между поверхностями отверстия и стержня были одинаковыми, а значения напряженности поля между поверхностями отверстия и стержня, а также условия взаимодействия поверхностей отверстия с раствором не имели значимых отличий.
Режим течения раствора в зазорах между поверхностями отверстия и стержня, определяемый значением числа Рейнольдса, должен быть ламинарным, поскольку в противном случае – при турбулентном режиме течения раствора может произойти его разложение с образованием газовых пузырьков, способных воспрепятствовать взаимодействию раствора и поверхностей отверстия и замедлить (но ни в коем случае не остановить) формирование на них покрытия.
Размеры сечения стержня и расход раствора в каждом случае следует подбирать индивидуально, чтобы обеспечивался ламинарный характер течения раствора в зазорах. Тем не менее, величина зазора между поверхностями отверстия и стержня не должна быть меньше 2 мм, поскольку в противном случае нельзя полностью исключить возможность контакта изделия и стрежня, способного вызвать короткое замыкание и локальное разрушение покрытия. Также величина зазора между поверхностями отверстия и стержня не должна быть больше 5 мм, поскольку это вызовет увеличение расхода раствора, но без повышения интенсивности образования оксида покрытия. При этом, расход раствора не должен выходить за пределы интервала 0,2…5,0 л/мин на 1 дм2 обрабатываемых поверхностей отверстия. При меньшем расходе раствор между поверхностями отверстия и стержня медленно обновляется, нагревается и меняет свой химический состав, что вызывает замедление формирования покрытия. При большем расходе повышается стоимость обработки без ускорения формирования покрытия. Кроме того, при большем расходе возрастает вероятность того, что характер течения раствора в зазорах между поверхностями отверстия и стержня станет турбулентным, а это замедлит формирование покрытия.
Предлагаемый способ поясняется схемами на фигурах 1, 2 и 3.
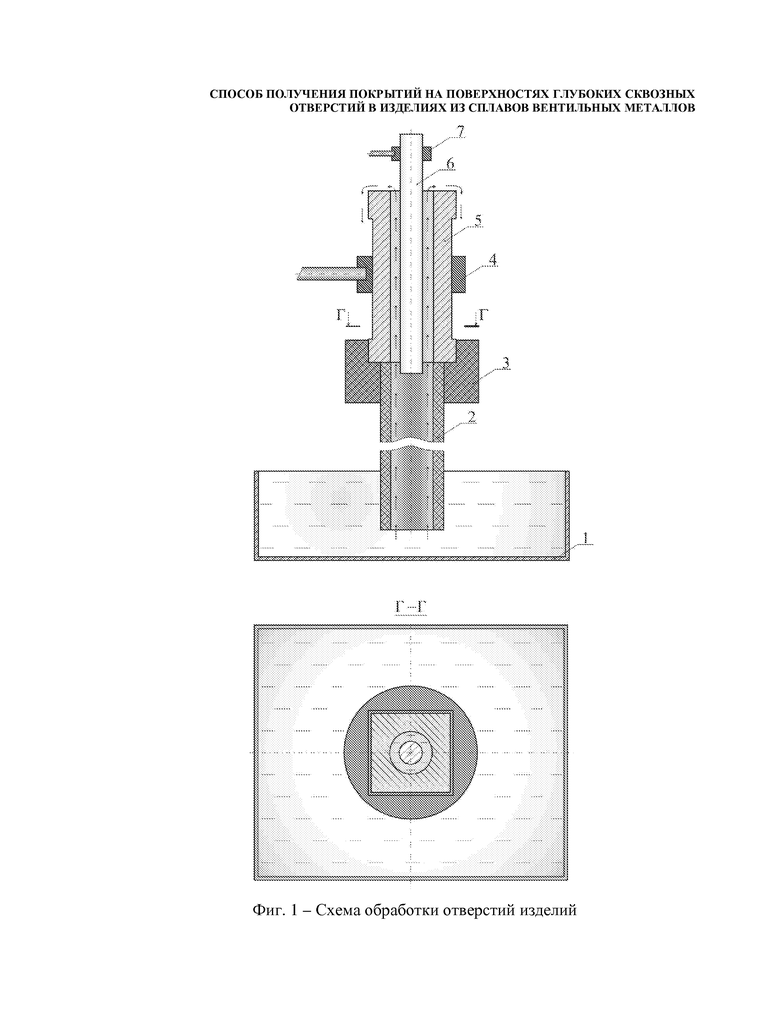
На фигуре 1 показана схема обработки круглого отверстия изделия, представляющего собой корпусную деталь. Из поддона 1 гидравлической системой, выходным звеном которой является трубопровод 2, с помощью переходника 3 раствор закачивается в отверстие закрепленного в штативе 4 изделия 5, в которое вставлен стержень 6, также закрепленный в штативе 7, проходя по зазорам между поверхностями отверстия и стержня, раствор выходит из отверстия и стекает в поддон. Направление течения раствора показано стрелками.
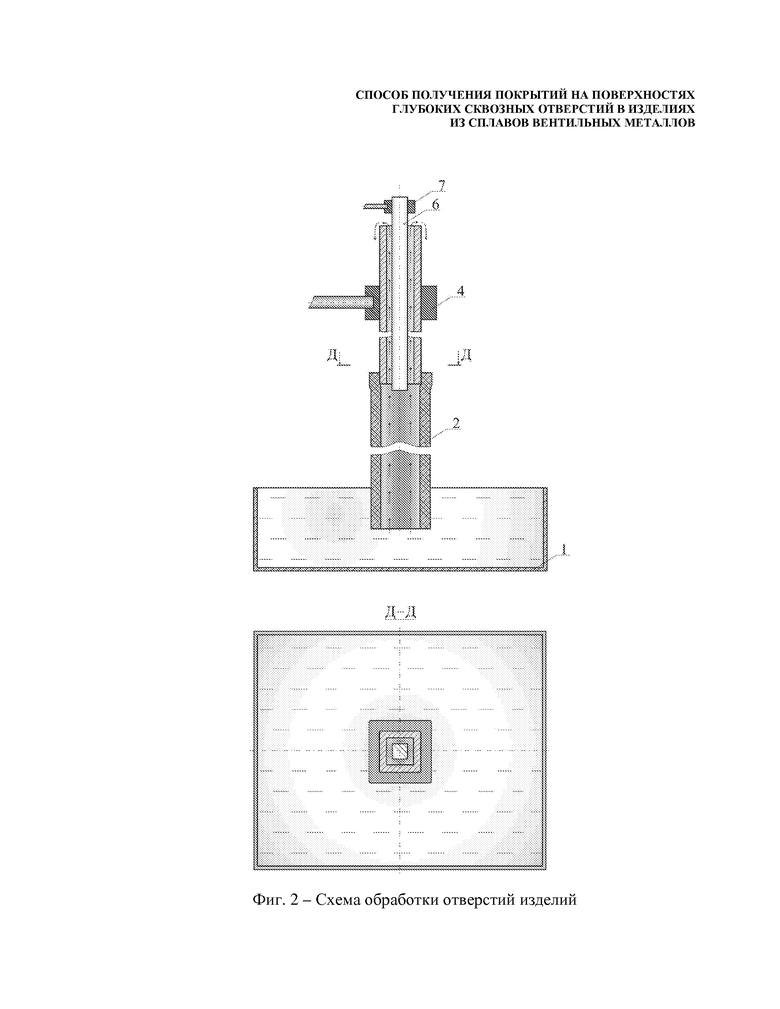
На фигуре 2 показана схема обработки квадратного отверстия изделия, представляющего собой трубу. Из поддона 1 гидравлической системой, выходным звеном которой является трубопровод 2, раствор закачивается в отверстие закрепленного в штативе 4 изделия 5, в которое вставлен стержень 6, также закрепленный в штативе 7, проходя по зазорам между поверхностями отверстия и стержня, раствор выходит из отверстия и стекает в поддон. Направление течения раствора показано стрелками.
На фигуре 3 показана схема расположения трех зон (А, Б, В) измерения толщины и эксплуатационных свойств сформированного покрытия на изделии 5. Данную схему измерений можно использовать для оценки равномерности толщины и эксплуатационных свойств формируемых покрытий.
Пример 1. Три корпусные детали из сплава Д16 длиной 75 мм со сквозными отверстиями диаметром 10 мм и глубиной равной длине деталей, т.е. 75 мм, подвергали анодно-катодному микродуговому оксидированию с целью придания поверхностям отверстий данных изделий электроизоляционных свойств согласно схеме, изображенной на фигуре 1 в полном соответствии предлагаемому способу. Оксидирование общей продолжительностью 40 минут осуществляли в растворе едкого кали (5 г/л) и жидкого стекла (5 г/л) при плотности тока на аноде (детали) 12 А/дм2. При этом в отверстии был закреплен отрезок проволоки с из нержавеющей стали диаметром 3 мм и длиной 100 мм, выполняющий роль противоэлектрода, а с помощью гидравлической системы и переходника из поддона в зазоры между поверхностями отверстия и проволоки ежеминутно равномерно закачивали 1,00…1,05 л раствора едкого кали и жидкого стекла, проходящего через отверстие и стекающего обратно в поддон.
После оксидирования детали промывали водой, высушивали и по стандартным методикам [6] измеряли толщину, напряжение пробоя и электрическое сопротивление покрытий в трех зонах, показанных на фигуре 3. Результаты измерений приведены в таблице 1.
Таблица 1
Результаты измерения толщины, напряжения пробоя и электрического сопротивления покрытий на поверхностях отверстий корпусных деталей
детали
мкм
пробоя, В
Данные, приведенные в таблице 1, показывают, что предлагаемый способ позволяет получать на поверхностях глубоких сквозных отверстий относительно равномерные оксидные покрытия. В пределах одного изделия минимальные значения толщины, напряжения пробоя и электрического сопротивления данных покрытий в средних зонах составляют соответственно не менее 95,0; 94,5 и 87,5 % значений толщины, напряжения пробоя и электрического сопротивления вблизи наружных поверхностей.
Пример 2. Две трубы квадратного профиля из сплава АМг1 размером 2500×40×40 мм с толщиной стенок 2 мм и соответственно центральным сквозным отверстием 36×36 мм подвергали анодированию с целью повышения коррозионной стойкости поверхностей отверстий данных изделий согласно схеме, изображенной на фигуре 2 в полном соответствии предлагаемому способу
Анодирование общей продолжительностью 40 минут осуществляли в растворе щавелевой кислоты (30 г/л) при постоянной плотности тока на аноде (изделии) 2 А/дм2. При этом в отверстии был закреплен пруток из нержавеющей стали с размерами 2600×30×30 мм мм, выполняющий роль противоэлектрода, а с помощью гидравлической системы из поддона в зазоры между поверхностями отверстия и прутка ежеминутно равномерно закачивали 8,9…9,0 л раствора щавелевой кислоты, проходящего через отверстие и стекающего обратно в поддон.
После анодирования трубы промывали водой и высушивали. Затем согласно известной методике определения коррозионной стойкости [7] первую трубу помещали в 5-% раствор уксусной кислоты, а вторую – в 5-% раствор хлорида натрия (имитирующего морскую воду) на 1000 часов. После выдержки трубы разрезали вдоль оси на две одинаковые с-образные половины и проводили визуальный осмотр их поверхностей на предмет выявления коррозионных повреждений. В результате осмотра было выявлено, что наружные поверхности, не обработанные анодированием, имели коррозионные повреждения, а поверхности отверстий труб, обработанные анодированием, таких повреждений не имели.
Далее половины труб промывали водой, высушивали и по стандартным методикам [6] измеряли толщину, напряжение пробоя и электрическое сопротивление покрытий в трех зонах, показанных на фигуре 3. Результаты измерений приведены в таблице 2.
Таблица 2
Результаты измерения толщины, напряжения пробоя и электрического сопротивления покрытий на поверхностях отверстий труб
детали
мкм
пробоя, В
Данные, приведенные в таблице 2, показывают, что предлагаемый способ позволяет получать на поверхностях глубоких сквозных отверстий относительно равномерные оксидные покрытия. В пределах одного изделия минимальные значения толщины, напряжения пробоя и электрического сопротивления данных покрытий в средних зонах составляют соответственно не менее 88,0; 87,0 и 86,5 % значений толщины, напряжения пробоя и электрического сопротивления вблизи наружных поверхностей.
Таким образом, предлагаемый способ решает поставленные задачи.
Источники информации
1. Патент RU 2354759. Способ получения покрытий / Чуфистов О.Е., Демин С.Б., Чуфистов Е.А., Борисков Д.Е., Холудинцев П.А. – Бюлл. №13 от 10.05.2009.
2. Патент RU № 2136788. Способ получения покрытий / Атрощенко Э.С., Чуфистов О.Е., Казанцев И.А., Дурнев В.А. – Бюл. № 25 от 10.09.1999.
3. Патент RU 2339745. Способ получения покрытий / Чуфистов О.Е., Демин С.Б., Чуфистов Е.А. – Бюл.33 от 27.11.2008.
4. Патент RU 2354758. Способ получения покрытий / Чуфистов О.Е., Борисков Д.Е., Чуфистов Е.А. – Бюл.13 от 10.05.2009.
5. Патент RU 2471895. Способ получения покрытий на поверхностях глухих отверстий деталей из алюминиевых сплавов. Чуфистов О.Е., Артемов И.И., Чуфистов Е.А., Агапова Т.А., Гусенков Е.В. – Бюл. №1 от 10.01.2013.
6. Испытательная техника: Справ. в 2-х т. /Под ред. Клюева В.В. – М.:Машиностроение, 1982. – Т.1. – 528 с.
7. Томашов Н.Д. Теория коррозии и защита металлов. – М.: Издательство АН СССР, 1959. – 328 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТЯХ ГЛУБОКИХ СКВОЗНЫХ ОТВЕРСТИЙ С ПРЯМЫМИ И ИСКРИВЛЕННЫМИ ОСЯМИ В ИЗДЕЛИЯХ ИЗ СПЛАВОВ ВЕНТИЛЬНЫХ МЕТАЛЛОВ | 2018 |
|
RU2694859C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ДЕТАЛЯХ ИЗ СПЛАВОВ ВЕНТИЛЬНЫХ МЕТАЛЛОВ | 2017 |
|
RU2676380C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ СПЛАВОВ МЕТАЛЛОВ ВЕНТИЛЬНОЙ ГРУППЫ СО СКВОЗНЫМИ ОТВЕРСТИЯМИ ЭЛЕКТРОХИМИЧЕСКИМ ОКСИДИРОВАНИЕМ | 2017 |
|
RU2661135C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТЯХ ВНУТРЕННИХ ПОЛОСТЕЙ ИЗДЕЛИЙ ИЗ СПЛАВОВ МЕТАЛЛОВ ВЕНТИЛЬНОЙ ГРУППЫ | 2022 |
|
RU2803795C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТЯХ ГЛУХИХ ОТВЕРСТИЙ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2471895C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ СПЛАВОВ ВЕНТИЛЬНЫХ МЕТАЛЛОВ | 2023 |
|
RU2816187C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2009 |
|
RU2392359C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2009 |
|
RU2393274C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧЕРНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2024 |
|
RU2835458C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 1998 |
|
RU2136788C1 |

Изобретение относится к области гальванотехники, в частности к анодированию и микродуговому оксидированию поверхностей сквозных отверстий изделий из сплавов вентильных металлов, и может быть использовано в машиностроении. Способ включает электрохимическое оксидирование в кислых или щелочных растворах продолжительностью 30-100 мин при подаче растворов в отверстия, при этом оксидирование осуществляют внутри самих отверстий, оси которых устанавливают вертикально и спустя половину времени обработки переустанавливают изделия с поворотом на 180° в вертикальной плоскости, при этом в отверстиях фиксируют являющиеся по отношению к изделиям противоэлектродами стержни из нержавеющей стали, у которых форма поперечных сечений соответствует форме поперечных сечений отверстий, а размеры поперечных сечений стержней на 4-10 мм меньше, чем соответствующие размеры поперечных сечений отверстий, и под давлением снизу вверх подают растворы в зазоры между поверхностями отверстий и стержней при ламинарном режиме течения растворов, поддерживая их расход в интервале 0,2-5,0 л/мин на 1 дм2 площади обрабатываемых поверхностей. Технический результат: получение оксидных покрытий на поверхностях сквозных отверстий, имеющих значения толщины и эксплуатационных свойств в средних зонах отверстий не менее 85% соответственно от значений толщины и эксплуатационных свойств вблизи наружных поверхностей изделий, причем без применения ванн электрохимического оксидирования. 2 табл., 3 ил., 2 пр.
Способ получения покрытий на поверхностях глубоких сквозных отверстий в изделиях из сплавов вентильных металлов, включающий электрохимическое оксидирование в кислых или щелочных растворах продолжительностью 30-100 мин, отличающийся тем, что оксидирование осуществляют при подаче растворов через отверстия изделий, оси которых устанавливают вертикально и спустя половину времени обработки переустанавливают изделия с поворотом на 180° в вертикальной плоскости, при этом в отверстиях фиксируют являющиеся по отношению к изделиям противоэлектродами стержни из нержавеющей стали, у которых форма поперечных сечений соответствует форме поперечных сечений отверстий, а размеры поперечных сечений стержней на 4-10 мм меньше, чем соответствующие размеры поперечных сечений отверстий, и под давлением снизу вверх подают растворы в зазоры между поверхностями отверстий и стержней при ламинарном режиме течения растворов, причем поддерживают их расход в интервале 0,2-5,0 л/мин на 1 дм2 площади обрабатываемых поверхностей.
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТЯХ ГЛУХИХ ОТВЕРСТИЙ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2471895C1 |
| УСТРОЙСТВО ДЛЯ ОКСИДИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ПУСТОТЕЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2258771C1 |
| УСТРОЙСТВО ДЛЯ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ ПОДЖИМНОЙ И ПОДШИПНИКОВОЙ ОБОЙМ ШЕСТЕРЕННОГО НАСОСА | 2000 |
|
RU2190045C2 |
| 0 |
|
SU152032A1 |

