Изобретение касается калибровочной корзины для калибровочной станции согласно ограничительной части пункта 1 формулы изобретения.
В DE 19843340 C2 описывается агрегат для изготовления пластмассовых труб, оборудованный калибровочной станцией. Калибровочный инструмент образован внутри калибровочной станции с помощью большого числа пластинок, которые с распределением на расстоянии друг от друга расположены по окружности трубы, подлежащей калибровке, при этом также, если смотреть в направлении изготовления трубы, предусмотрено большое количество таких венцов из пластинок. В калибровочной станции с помощью механического, гидравлического или электрического централизованного регулирования осуществляется точная калибровка наружного диаметра горячей заготовки и уже частично отвержденной трубы.
Изготовление и установка большого числа пластинок в калибровочной станции требует материальных и трудовых затрат.
При больших диаметрах скорость протягивания трубы соответственно ниже, так что труба проходит калибровочную станцию медленнее и, таким образом, остается в калибровочной станции на больший промежуток времени, что может привести к деформации отдельных пластинок.
Задачей изобретения является создание калибровочной станции, которая в исполнении существенно дешевле, чем известные конструкции и которая позволяет поддерживать подлежащую калибровке трубу на более длинном участке в направлении производства трубы.
Поставленная задача решается с помощью технического решения, охарактеризованного в пункте 1 формулы изобретения.
Преимущественные варианты выполнения изобретения приведены в зависимых пунктах формулы изобретения.
Выражаясь другими словами, предлагается, чтобы в отличие от известных из уровня техники калибровочных пластинок, калибровочные инструменты были выполнены в виде проходящих в продольном направлении трубы, подлежащей калибровке, калибровочных шаблонов, которые с возможностью радиального регулирования расположены на ходовых винтах и каждый из них имеет поверхность скольжения, вступающую в контакт с трубой, при этом внутри калибровочного шаблона предусмотрены выемки, которые соединены с предусмотренными на поверхности скольжения, идущими по продольной оси калибровочного шаблона выходными отверстиями. Выемки заполняются водой или соответственно вакуумом, при этом эта вода и вакуум через выходное отверстие воздействует на наружную сторону трубы, подлежащей калибровке. Вода действует при этом как смазочная пленка и как охлаждающее средство для калибровочного шаблона.
Дополнительно в калибровочной станции может устанавливаться вакуум или избыточное давление за счет того, что калибровочная станция соединена с известными из уровня техники расположенными перед калибровочной станцией вакуумным всасывающим колпаком или пневматическим колоколом.
Вакуум, который устанавливается в калибровочном шаблоне, обеспечивается путем подключения внутренней полости калибровочного шаблона к полости следующей за калибровочной станцией вакуумной калибровочной ванны.
Дополнительно калибровочные шаблоны могут быть снабжены водяными каналами, выходящими в боковые стенки, которые равным образом подводят воду на наружную сторону трубы, подлежащей калибровке, при этом эта вода действует как смазочная пленка и в качестве уплотнения. Калибровочная головка установлена в калибровочной станции с возможностью вращения и совершает вращение вокруг трубы, подлежащей калибровке. Вакуум в следующей согласно уровню техники за калибровочной станцией калибровочной ванне составляет примерно 250-500 мбар, такой высокий вакуум через соответствующее подводящее отверстие создается в полости калибровочного шаблона, при этом калибровочный шаблон дополнительно может иметь уравнительное отверстие, с помощью которого можно регулировать вакуум в соответствии с материалом, из которого изготавливается пластмассовая труба.
Вакуум в вакуумном всасывающем колпаке составляет примерно 50 мбар, и избыточное давление в пневматическом колоколе может составлять примерно 0-100 мбар.
Уплотнение собственно калибровочной корзины относительно внутренней полости вакуумной калибровочной ванны осуществляется согласно изобретению предпочтительно с помощью уплотнения в виде заслонок, т.е. с помощью заслонок, которые расположены с перекрытием и предпочтительно опрыскиваются водой, в результате чего значительно повышается герметичность.
С калибровочным шаблоном прочно соединена пластинка заслонки, и все пластинки заслонок соответственно перемещаются в зависимости от перемещения калибровочного шаблона.
Пример выполнения изобретения ниже поясняется с помощью чертежей. На чертежах при этом показывают:
фиг.1 - общий вид устройства для производства,
фиг.2 - изображение разреза по калибровочной станции,
фиг.3 - устройство калибровочной станции в увеличенном масштабе,
фиг.4 - разрез калибровочного шаблона в увеличенном масштабе и
фиг.5 - вид калибровочного шаблона по направлению производства трубы с соответствующими заслонками.
На фиг.1 под позицией 1 расположена устанавливаемая головка трубы, которая, если смотреть по направлению изготовления продукции, присоединена к не изображенному на чертеже экструдеру. К устанавливаемой головке 1 трубы подключается вакуумный всасывающий колпак или пневматический колокол 2, который оборудован подключением для вакуума или давления и в котором предусмотрены измерительные устройства, которые в зависимости от желаемого наружного диаметра трубы регулируют вакуум или давление в колоколе, так что благодаря этому осуществляется регулирование потока расплава, имеющего форму трубы, до желаемого наружного диаметра, т.е. происходит расширение или сдавливание потока. В колпаке для создания вакуума или в пневматическом колоколе 2 происходит предварительное охлаждение заготовки из расплава, и в колоколе 2 в соединении с устанавливаемой головкой 1 трубы может быть установлена точная толщина стенки трубы, при этом толщина стенки трубы может варьироваться в зависимости от наружного диаметра трубы. К колпаку для создания вакуума или пневматическому колоколу 2 подсоединяется калибровочная станция 3, в которой с возможностью вращения расположена калибровочная корзина 24. Здесь с помощью механической централизованной регулировки осуществляется точная калибровка наружного диаметра заготовки из расплава и уже частично отвердевшей трубы 10, при этом эта калибровочная станция 3 может применяться для всех рассматриваемых синтетических материалов. В этой калибровочной станции 3 может быть получено некоторое количество размеров труб с различной толщиной стенок.
В вакуумной калибровочной ванне 4, подключенной далее, если смотреть по направлению процесса изготовления, с помощью разбрызгивания воды осуществляется охлаждение и отверждение пластмассовой трубы, при этом на чертеже можно видеть подвод 6 для воды и отвод 7 воды. Далее к вакуумной калибровочной ванне 4 присоединено подключение 8 для вакуума, и находящаяся в вакуумной калибровочной ванне 4 труба 10 движется по опорным роликам 11, которые могут еще называться калибровочными роликами и могут устанавливаться в соответствии с желаемым диаметром трубы. Верхняя поверхность трубы 10 относительно более твердая, и труба 10 из вакуумной калибровочной ванны 4 выходит через вакуумное уплотнение 9, которое устанавливается автоматически или регулируется в зависимости от установленных размеров трубы в калибровочной станции 3 и/или в вакуумной калибровочной ванне 4. В вакуумном уплотнении 9 могут быть расположены профильные ролики, которые прижимаются с помощью гидравлических или механических пружин, при этом здесь одновременно в отверстие трубы может подаваться вода для смазки и уплотнения.
На фиг.3 в увеличенном масштабе показана находящаяся в калибровочной станции 3 калибровочная корзина 24. Здесь калибровочные шаблоны 12 расположены на ходовых винтах 14, при этом перестановка калибровочных шаблонов 12 может осуществляться с помощью двигателя, с помощью гидравлики или вручную. Калибровочные шаблоны 12 расположены в кольцевом пространстве 21, в котором может быть вакуум или избыточное давление, так это пространство 21 соединено с внутренней полостью вакуумного всасывающего колпака или пневматического колокола 2. Вакуум или избыточное давление, которые имеют место в этом колоколе 2, присутствуют также внутри кольцевого пространства 21 калибровочной корзины 24.
В вакуумной калибровочной ванне 4 внутренность калибровочной корзины 24 закрыта уплотнением в виде заслонки, которое ниже описывается со ссылкой на фиг.5.
Калибровочные шаблоны 12, как это показано на фиг.4, выполнены вытянутыми в длину и имеют внутри две вытянутые в длину выемки 16 и 17, а на своей нижней стороне - поверхность 15 скольжения.
Расположенная внутри калибровочного шаблона 12 выемка 16 соединена с подводом 19 воды, который с одной стороны служит для водяного охлаждения калибровочного шаблона 12, с другой стороны создает на подлежащей калибровке трубе 10 водяную пленку, причем в калибровочном шаблоне 12 выполнены каналы 25, которые обеспечивают соединение между выемками 16 и 17. Подводимая через подвод 19 вода подается на наружную сторону трубы 10 за счет того, что на поверхности 15 скольжения расположена выемка 18, которая в варианте выполнения, приведенном на фиг.4, выполнена в виде сквозного шлица, однако эта выемка может быть с таким успехом представлена большим количеством следующих одно за другим сверленых отверстий или подобным образом.
Далее, калибровочный шаблон 12 снабжен входным отверстием 27 для вакуума, имеющегося в вакуумной калибровочной ванне 4, причем этот вакуум присутствует и в выемке 17 и это разрежение вместе с водой через выходное отверстие 18 может подаваться на поверхность трубы 10. Для регулировки этого вакуума в калибровочном шаблоне может быть предусмотрено отверстие 20 для регулирования давления, которое создает соединение с внутренней полостью выемки 17.
Как уже было описано с помощью фиг.3, каждый калибровочный шаблон 12 крепится на двух ходовых винтах 14.
Сами калибровочные шаблоны 12 выполнены предпочтительно из двух частей, если смотреть в продольном направлении, так что имеется возможность легкого выполнения соответствующих выемок и отверстий. Деление по продольной оси калибровочного шаблона 12 отчетливо видно на фиг.5, при этом разделяющая линия 30 показывает это деление по продольной оси.
На фиг.5 показан вид разреза по калибровочному шаблону 12, на котором можно видеть подвод 19 воды, выемки 16 и 17, а также каналы 25, соединяющие эти обе выемки 16 и 17, и выходное отверстие 18, которым калибровочный шаблон 12 прилегает к наружной стороне трубы 10.
На калибровочном шаблоне 12 жестко закреплена заслонка 28, которая взаимодействует с другой заслонкой 29, которая в представленном примере выполнения расположена позади заслонки 28. Заслонки 28 калибровочных шаблонов образуют, таким образом, первую поверхность, а заслонки 29 образуют вторую поверхность заслонок, которые прилегают друг к другу и при необходимости даже орошаются водой, при этом эти заслонки способствуют уплотнению калибровочной корзины относительно внутренней полости вакуумной калибровочной ванны 4.
Перечень позиций
1. Экструдер
2. Вакуумный колпак или пневматический колокол
3. Калибровочная станция
4. Вакуумная калибровочная ванна
5. Вакуумное подключение
6. Подвод воды
7. Отвод воды
8. Вакуумное подключение
9. Вакуумное уплотнение
10. Труба
11. Опорные ролики
12. Калибровочные шаблоны
14. Ходовой винт
15. Поверхность скольжения
16. Выемка
17. Выемка
18. Выходное отверстие
19. Подвод воды
20. Отверстие для регулирования давления
21. Кольцевое пространство
22. Боковая стенка
23. Боковая стенка
24. Калибровочная корзина
25. Каналы
26. Водяные каналы
27. Входное отверстие
28. Заслонки
29. Заслонки
30. Разделительная линия
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА БЫСТРОЙ СБОРКИ ДЛЯ КАЛИБРОВОЧНЫХ УСТРОЙСТВ | 2004 |
|
RU2288097C2 |
| КАЛИБРОВОЧНОЕ УСТРОЙСТВО (ВАРИАНТЫ) | 2004 |
|
RU2314922C2 |
| УДОБНОЕ ДЛЯ МОНТАЖА, РЕГУЛИРУЕМОЕ КАЛИБРОВОЧНОЕ УСТРОЙСТВО | 2004 |
|
RU2322349C2 |
| КУХОННЫЙ ПРИБОР И ВСПОМОГАТЕЛЬНЫЙ ЭЛЕМЕНТ ДЛЯ ГЕРМЕТИЗАЦИИ ЗАЩИТНОГО КОЛПАКА КУХОННОГО ПРИБОРА | 2020 |
|
RU2779684C1 |
| КАЛИБРОВОЧНОЕ ПРИСПОСОБЛЕНИЕ | 2013 |
|
RU2650037C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОПТИМАЛЬНОГО КОНТУРА ГОРЛОВИНЫ НА ПРЕФОРМАХ | 2015 |
|
RU2721113C2 |
| КАЛИБРОВОЧНАЯ СИСТЕМА ДЛЯ КАТЕТЕРОВ, ЧУВСТИВИТЕЛЬНЫХ К ДАВЛЕНИЮ | 2010 |
|
RU2578655C2 |
| ОХЛАЖДАЕМОЕ КАЛИБРОВОЧНОЕ УСТРОЙСТВО ДЛЯ УСТАНОВКИ ЭКСТРУЗИИ ПЛАСТМАСС | 2002 |
|
RU2279348C2 |
| Калибровочное устройство аппаратуры акустического каротажа | 1976 |
|
SU693304A1 |
| КАЛИБРОВОЧНАЯ УСТАНОВКА | 2009 |
|
RU2436949C2 |
Изобретение относится к калибровочной корзине для калибровочной станции в устройстве для изготовления труб из пластмассы. На расстоянии друг от друга расположены по окружности трубы и следующие друг за другом калибровочные инструменты. Калибровочные инструменты выполнены в виде проходящих в продольном направлении трубы, подлежащей калибровке, калибровочных шаблонов, которые с возможностью регулирования расположены на ходовых винтах и каждый имеет поверхность скольжения, вступающую в контакт с трубой. Внутри калибровочного шаблона предусмотрены выемки, которые соединены с предусмотренными на поверхности скольжения, проходящими по продольной оси калибровочного шаблона выходными отверстиями. Результатом является возможность создания калибровочной станции, которая позволяет поддерживать подлежащую калибровке трубу на более длинном участке в направлении производства трубы. 14 з.п. ф-лы, 5 ил.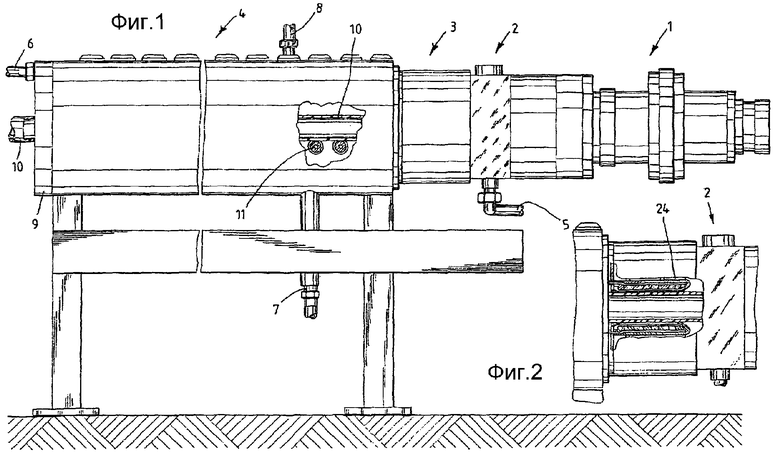
1. Калибровочная корзина для калибровочной станции (3) в устройстве для изготовления труб (10) из пластмассы с расположенными на расстоянии друг от друга по окружности трубы (10), следующими друг за другом калибровочными инструментами, отличающаяся тем, что калибровочные инструменты выполнены в виде проходящих в продольном направлении трубы (10), подлежащей калибровке, калибровочных шаблонов (12), которые с возможностью радиального регулирования расположены на ходовых винтах (14) и каждый из них имеет поверхность (15) скольжения, вступающую в контакт с трубой (10), причем внутри калибровочного шаблона (12) предусмотрены выемки (16, 17), которые соединены предусмотренными на поверхности (15) скольжения, идущими по продольной оси калибровочного шаблона (12) выходными отверстиями (18).
2. Калибровочная корзина по п.1, отличающаяся тем, что выемка (16) соединена с подводом (19) воды.
3. Калибровочная корзина по п.1 или 2, отличающаяся тем, что выемка (17) соединена с источником вакуума.
4. Калибровочная корзина по п.3, отличающаяся тем, что выемка (17) соединена с вакуумной калибровочной ванной (4).
5. Калибровочная корзина по п.1, отличающаяся тем, что калибровочные шаблоны (12) расположены в герметичном кольцевом пространстве (21).
6. Калибровочная корзина по п.5, отличающаяся тем, что в кольцевом пространстве (21) могут быть созданы вакуум или избыточное давление.
7. Калибровочная корзина по п.6, отличающаяся тем, что кольцевое пространство (21) соединено с вакуумным колпаком или пневматическим колоколом (2).
8. Калибровочная корзина по п.4, отличающаяся тем, что в кольцевом пространстве (21) может быть установлен более низкий вакуум, чем в выемке (17).
9. Калибровочная корзина по п.1, отличающаяся тем, что выемки (16, 17) соединены друг с другом с помощью каналов (25).
10. Калибровочная корзина по п.1, отличающаяся наличием в калибровочных шаблонах (12) водяных каналов (26), соединяющихся с выемкой (16) и выходящих над поверхностью (15) скольжения в боковые стенки (22, 23) калибровочного шаблона (12).
11. Калибровочная корзина по п.1, отличающаяся тем, что калибровочная корзина (24) установлена с возможностью вращения в калибровочной станции (3) и перестановки при вращении вокруг трубы (10).
12. Калибровочная корзина по п.1, отличающаяся тем, что выходное отверстие (18) выполнено в виде сквозного шлица или в виде следующих друг за другом высверленных отверстий.
13. Калибровочная корзина по п.1, отличающаяся тем, что на входной стороне калибровочной станции имеется вакуум или избыточное давление, господствующие в вакуумном колпаке или пневматическом колоколе, и на другом конце имеется уплотнение относительно вакуума, существующего в вакуумной калибровочной ванне (4), однако выемка в каждом калибровочном шаблоне (12) с помощью входного отверстия (27) соединена с вакуумной калибровочной ванной (4).
14. Калибровочная корзина по п.1, отличающаяся тем, что выемка (17) в калибровочном шаблоне (12) имеет отверстие (20) для регулирования давления.
15. Калибровочная корзина по п.13, отличающаяся тем, что уплотнение калибровочной корзины (24) относительно внутренней полости вакуумной калибровочной ванны (4) осуществляется с помощью уплотнения в виде заслонок, которые образованы налегающими друг на друга заслонками (28, 29), причем серия заслонок (28) жестко соединена с калибровочным шаблоном (12).
| DE 19843340 A1, 06.04.2000 | |||
| DE 4002884 A1, 11.04.1991 | |||
| Устройство для креплений опалубки ростверка | 1975 |
|
SU670708A1 |
| ТРУБНЫЙ КАЛИБРОВОЧНЫЙ БЛОК ДЛЯ МАШИН, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ЭКСТРУЗИИ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ, ТАКИХ КАК ТРУБЫ | 1996 |
|
RU2165355C2 |
| DE 10206276 A, 04.09.2003. | |||

