Изобретение относится к системе быстрой сборки для калибровочных устройств с монтируемым на калибровочном столе сухим калибром и последующей вакуумной(ми) камерой(ми) для калибровки или охлаждения экструдата.
Системы оборудования для экструзионных установок хорошо известны. У таких систем на так называемом калибровочном столе как сухой калибр для экструдированного профиля, так и предназначенная для охлаждения и тем самым упрочнения того же профиля вакуумная камера прочно соединяются с этим калибровочным столом. Последствием этого является то, что при каждой смене инструмента, необходимой для каждого нового экструдируемого профиля, должен точно так же монтироваться другой сухой калибровочный узел с другими длинами, равно как и обусловленное этим смещение или новая ориентация вакуумной камеры и ее снабжение и удаление отходов, причем камера должна устанавливаться посредством крана в новое положение и, как и калибровочный узел, при каждом изменении должна вновь специально настраиваться. Из DE 4134341 А1 известно устройство для предотвращения обратных воздействий вытяжного устройства на качество экструдированного полого профиля. При этом между калибровочным столом и вытяжным устройством помещен устойчивый к смещению дистанцирующий элемент, который с одной стороны закреплен на разгружающей раме, а другой стороной на вытяжном устройстве.
Эта процедура является, совершенно очевидно, не только очень дорогостоящей, но также занимает много времени.
В основе изобретения, как оно описано в формуле изобретения, лежит задача усовершенствовать эту систему оборудования так, чтобы значительно уменьшилось время монтажа при смене экструзионных инструментов и калибровочных устройств и тем самым согласовать взаимосвязанные подачу и отвод охлаждающей воды с конкретными условиями.
Эта задача в системе быстрой сборки для калибровочных устройств с установленным на калибровочном столе калибровочным устройством и установленной последовательно, по меньшей мере, одной вакуумной камерой для калибровки или охлаждения экструдата, согласно изобретению решается тем, что на поперечине закреплены два проходящих горизонтально и параллельно профиля, и на этих профилях установлены с возможностью скольжения калибровочное устройство и, по меньшей мере, одна вакуумная камера, и на вакуумной камере предусмотрены консоли, на концах которых находятся регулируемые по высоте, подвижные на обоих профилях устройства скольжения, причем калибровочное устройство установлено на обоих профилях через регулируемую по высоте системную плиту.
Центральная станция удаления воды закреплена на вакуумной камере и посредством гибкого шланга соединена с устройством для отвода воды, и все вакуумные камеры жестко соединены со станцией удаления воды.
В частности изобретение имеет то преимущество, что, с одной стороны, для оснащения больше не нужен кран, и время монтажа в каждом случае может сокращаться по меньшей мере на 50%, кроме того калибровочное устройство и вакуумная(е) камера(ы) не должны больше менять свое положение. Следующим преимуществом является значительное повышение качества экструзии профиля.
Пример выполнения изобретения, поясняемый ниже более подробно, изображен на чертеже, на котором представляют:
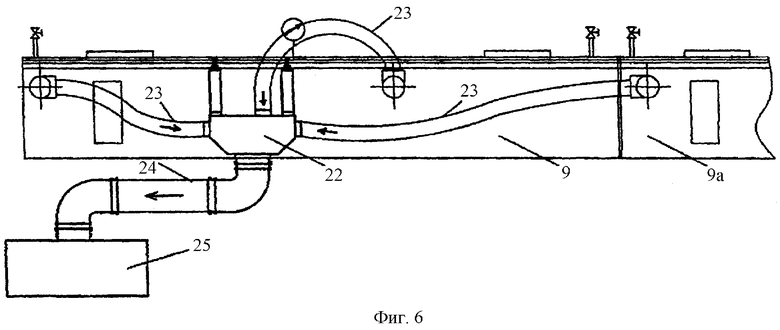
- фиг.1: схематическое изображение регулировки вакуумной камеры по высоте,
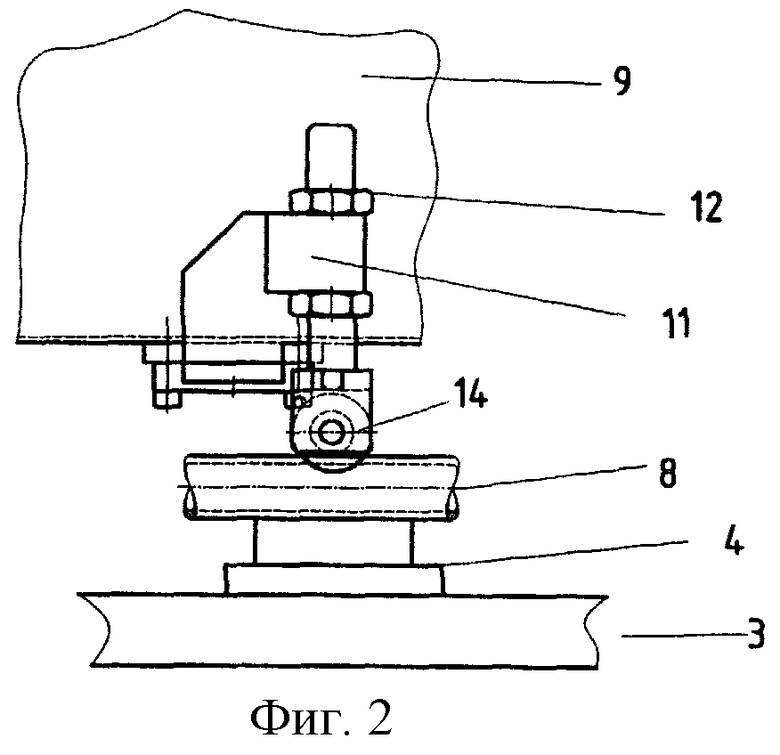
- фиг.2: вид сбоку по фиг.1 с вертикальной и горизонтальной регулировкой,
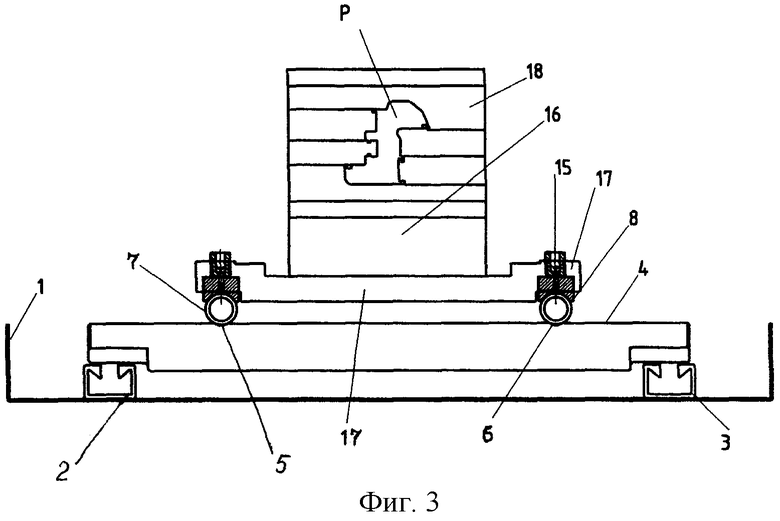
- фиг.3: схематическое изображение регулировки по высоте калибровочного устройства,
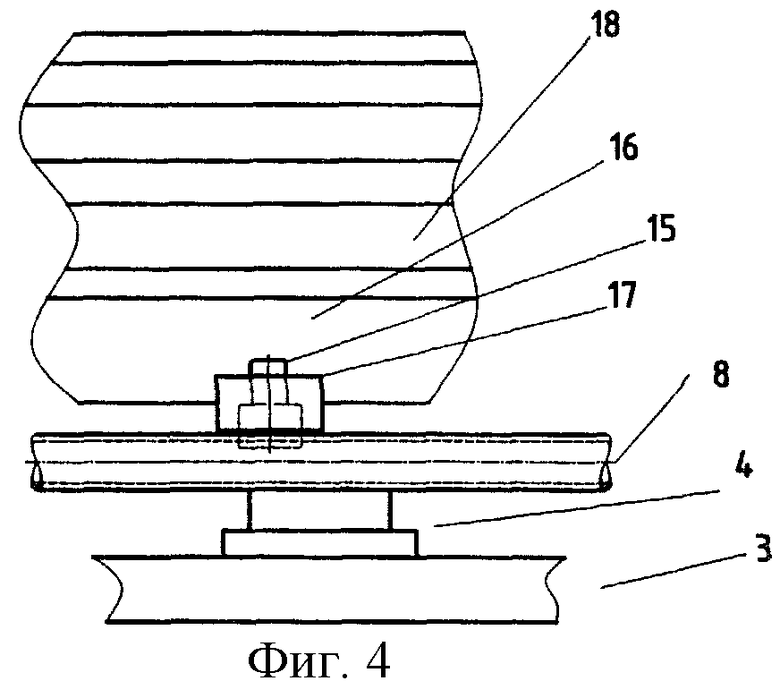
- фиг.4: вид сбоку по фиг.3,
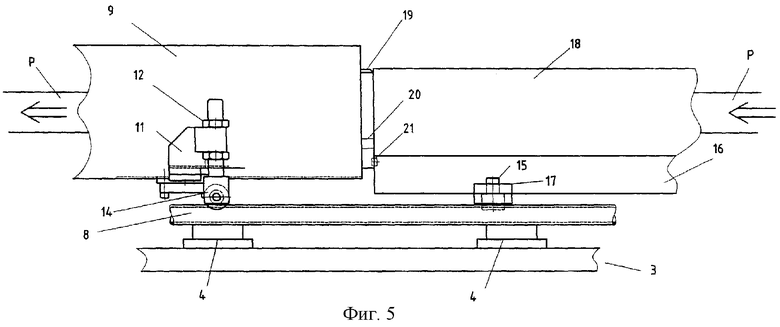
- фиг.5: юстировка калибровочного устройства - вакуумной камеры, и
- фиг.6: схематический вид удаления охлаждающей воды.
Как изображено на фиг.1, на калибровочном столе 1 справа и слева в направлении экструзии находится по одной вспомогательной шине 2 и 3, на которые опираются одна или несколько предусмотренных в направлении экструзии поперечин 4. Поперечины 4 имеют на своих обращенных от калибровочного стола 1 сторонах два паза 5 и 6 для направления перемещения профилей 7 и 8, например труб. Вакуумная камера 9 с двух сторон в направлении экструзии соединена с помощью регулируемой в вертикальном направлении консоли 10, 11, причем консоль оснащена механизмом 12 регулирования для юстировки, например, резьбой, электромагнитным исполнительным органом или т.п. Обе консоли 10, 11 связаны с устройствами 13, 14 скольжения, например, роликами или т.п. и могут перемещаться по профилям 7 и 8. Таким образом, вакуумная камера 9 без труда может переставляться в вертикальном и горизонтальном направлениях и регулироваться.
На фиг.2 показан вид сбоку по фиг.1.
На фиг.3 и 4 изображена регулировка калибровочного устройства 18 по высоте, причем это устройство 18, если по фиг.1 смотреть в направлении экструзии, расположено перед вакуумной камерой 9 и жестко соединено с ней, но с возможностью регулирования, как это вытекает из фиг.5.
Оба устройства, калибровочное устройство 18 и вакуумная камера 9 на проходящих параллельно профилях 7 и 8 могут перемещаться как по отдельности, так и вместе посредством устройств 13, 14 скольжения. Калибровочное устройство 18 установлено на системной плите 16 и с помощью предусмотренного на ее ножке 17 регулировочного винта 15 может регулироваться в вертикальном положении и, в частности, отдельно от вакуумной камеры 9. Калибрируемый профиль, например пластмассовый рамный профиль, обозначается Р.
На фиг.5 схематически показана взаимная установка по вертикали вакуумной камеры 9 и калибровочного устройства 18. Для этого служат переходная пластина 19, которая располагается между калибровочным устройством 18 и вакуумной камерой 9, и центрирующий элемент 21 точной юстировки вакуумной камеры 9 относительно переходной пластины 18, а также еще один центрирующий элемент 20 для точной юстировки переходной пластины 19 относительно калибровочного устройства 18.
Калибровочное устройство 18 через системную плиту 16 монтируется на профилях 7, 8. Благодаря возможности регулировки устройств 13, 14 скольжения посредством механизма 12 регулирования возможно прежде всего точно юстировать всю линию экструзии для того, чтобы избежать дополнительного центрирования вакуумных(ой) камер(ы) 9. Если экструдируется и калибруется другой профиль Р, то для необходимого для этого калибровочного устройства 18 с другими размерами передвигается(ются) только вакуумная(ые) камера(ы) 9 по профилям 7, 8 и через переходную пластину 19 связываются с калибровочным устройством 18. Само калибровочное устройство 18 благодаря возможности регулировки на профилях 7, 8 всегда точно ориентировано относительно вакуумной камеры.
Из фиг.6 видно, что в первой вакуумной камере 9 предусмотрена центральная станция 22 удаления воды. Таким образом, все отводящие водопроводы 23 других, не изображенных здесь вакуумных камер могут связываться с этой центральной станцией 22 удаления воды, которая, например, связана через гибкий шланг 24 с центральным сборным резервуаром 25. Таким образом, замена шлангов удаления отходов из вакуумной камеры 9 при ее перемещении больше не нужна. Это повлечет за собой то, что общие длины шлангов линии экструзии становятся короче, что приводит к спокойному откачиванию охлаждающей водовоздушной смеси из вакуумных(ой) камер(ы) 9.
Последовательность стадий процесса при экструдированном пластмассовом профиле Р, например, при оконном, рамном или створном профиле: еще термопластичный, подлежащий калиброванию профиль Р входит в калибровочное устройство 18, справа на чертеже, проходит его, далее вакуумные(ую) камеры(у) 9 и выходит из них, слева на чертеже, уже как упрочненный профиль. Экструдер, вытяжка и т.д. на чертеже не изображены. Если нужно калибровать другой профиль Р в другом калибровочном устройстве 18, для замены достаточно беспроблемного горизонтального сдвига вакуумных(ой) камер(ы) 9, использования нового калибровочного устройства 18 и юстировки отдельных компонентов. Тем самым не требуется дорогостоящее управление с помощью крана для изменения линии экструзии, сокращается время ее монтажа на 50% и более и, кроме того, улучшается качество экструдированного профиля Р.
Изобретение относится к системе быстрой сборки для калибровочных устройств. Система включает установленное на калибровочном столе калибровочное устройство и расположенную последовательно по меньшей мере одну вакуумную камеру для калибровки или охлаждения экструдата. Калибровочное устройство и вакуумная камера установлены с возможностью скольжения на двух горизонтальных параллельных профилях, закрепленных на поперечине. На вакуумной камере предусмотрены консоли, на концах которых расположены регулируемые по высоте, подвижные на обоих профилях устройства скольжения. Калибровочное устройство установлено на обоих профилях через регулируемую по высоте системную плиту. Изобретение позволяет уменьшить время монтажа при смене экструзионных инструментов и калибровочных устройств. 1 з.п. ф-лы, 6 ил.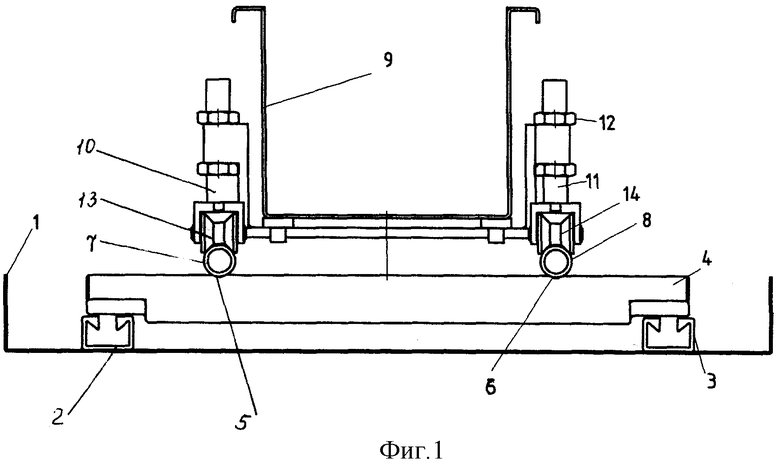
| Устройство для ввода информации | 1981 |
|
SU999034A1 |
| US 5139402 А, 18.08.1992 | |||
| DE 3423489 A1, 05.12.1985 | |||
| Устройство для измерения скоростиРАСпРОСТРАНЕНия ульТРАзВуКА | 1979 |
|
SU849066A1 |
| US 5514325 A, 07.05.1996 | |||
| Установка для регулирования толщины стенки экструдируемых труб из термопластов | 1985 |
|
SU1324858A1 |

