Изобретение касается калибровочного устройства согласно ограничительной части пункта 1 или пункта 6 формулы изобретения.
Калибровочные устройства используются, например, для калибровки экструдированных бесконечных профилей, в частности труб. При этом в экструдере сначала обрабатывается полимерный расплав, который формуется посредством выпускного мундштука. Для обеспечения желаемых размеров бесконечного профиля, после формования он проходит через калибровочное устройство, в котором профиль формуется до точных размеров.
При изготовлении пластиковых труб до некоторого времени было необходимо для различных толщин стенок или различных внешних диаметров предоставлять различные калибровочные устройства. Для этого должны заменяться соответствующие части, что требует остановки установки и вследствие этого приводит к потерям рабочего времени.
Поэтому в DE 19843340 С1 предложено использовать регулируемое калибровочное устройство для различных размеров труб. Это калибровочное устройство состоит, например, из множества пластинок, которые распределены по окружности на внешней стороне подлежащей калибровке трубы и расположены на расстоянии друг от друга. Если смотреть в направлении изготовления трубы, множество таких пластинчатых колец расположено в пределах калибровочной позиции, причем отдельные пластины отдельных пластинчатых колец расположены с зазором друг с другом так, что возможно беспроблемное регулирование отдельных пластин отдельных колец относительно пластин последующего кольца или предыдущего кольца. Пластины известного калибровочного устройства в виде сегментов объединены в блок сегментов и поддерживаются удерживающей конструкцией. В свою очередь, удерживающая конструкция соединена с корпусом с возможностью радиального регулирования.
Однако при такой конструкции известного калибровочного устройства проблематичным является нанизывание отдельных сегментов на стержни, причем между сегментами должны вставляться шлифованные втулки. Эти втулки гарантируют неизменное расстояние между сегментами. Однако конструкция требует длительного и вместе с тем затратного монтажа. Кроме того, неизбежные производственные допуски суммируются, что может приводить к тому, что положение носителя сегментов недопустимо сильно сместится. В предельном случае блоки сегментов не могут затем монтироваться в калибровочном коробе, что, в свою очередь, требует дополнительного исправления.
Задача настоящего изобретения заключается в предоставлении калибровочного устройства, которое просто выполняется и легко монтируется и в котором могут предотвращаться чрезмерные допуски изготовления.
Эта задача решается с помощью калибровочного устройства для калибрования экструдированных бесконечных профилей, содержащем калибровочное отверстие, которое образовано множеством расположенных по окружности сегментов, внутренние поверхности которых совместно образуют калибровочное отверстие, при этом отдельные сегменты включают в себя соответствующее сегментное тело, причем сегментные тела помещены в корпусе по существу кругообразно таким образом, что для образования калибровочного отверстия аксиально смежные сегментные тела частично перекрываются в окружном направлении, и каждое сегментное тело соединено по меньшей мере с одним исполнительным устройством, которым отдельные сегментные тела удерживаются в корпусе и которым осуществляется регулировка каждого отдельного сегментного тела в радиальном направлении, причем сегментные тела изготовлены соответственно из одной заготовки, а внутренняя сторона сегментного тела формирует контур, который необходим для образования калибровочного отверстия. Альтернативно в изготовленные из одной заготовки сегментные тела или на них могут включаться или устанавливаться вставки для образования контура калибровочного отверстия.
Имеются многочисленные возможности изготовить или соответственно образовать сегментное тело за одно целое. Так сегментное тело может изготавливаться фрезерованием из одной заготовки. Сама заготовка и соответственно сегментное тело может, например, отливаться из металла и при необходимости подвергаться чистовой обработке. Конечно можно также использовать для сегментного тела другие материалы, например пластик. Позднее располагающийся внутри контур для калибровочного отверстия, в свою очередь, может сам образовываться непосредственно в заготовке. Например, на образующие контур поверхности могут наноситься покрытия, так что предоставляется по возможности лишенная трения и износостойкая поверхность.
Материал покрытия может представлять собой металл. Также возможно изготовить тип пластинчатой структуры или другой структуры за счет фрезерования канавок в заготовке.
Альтернативно можно прикрепить к заготовке отдельные контурные элементы. Например, в случае выполнения сегментного тела из пластика, образующие контур поверхности могут состоять из металла и вставляться в этот пластмассовый блок. Эти образующие контур поверхности или по другому вставки могут представлять собой пластинчатые сегменты или металлические пластины, в частности пластины в форме полумесяца.
Важным для данного изобретения является выполненное по существу за одно целое сегментное тело, которое позволяет простое, быстрое и удобное при сборке изготовление.
Далее изобретение поясняется более подробно со ссылками на прилагаемые чертежи, на которых показано:
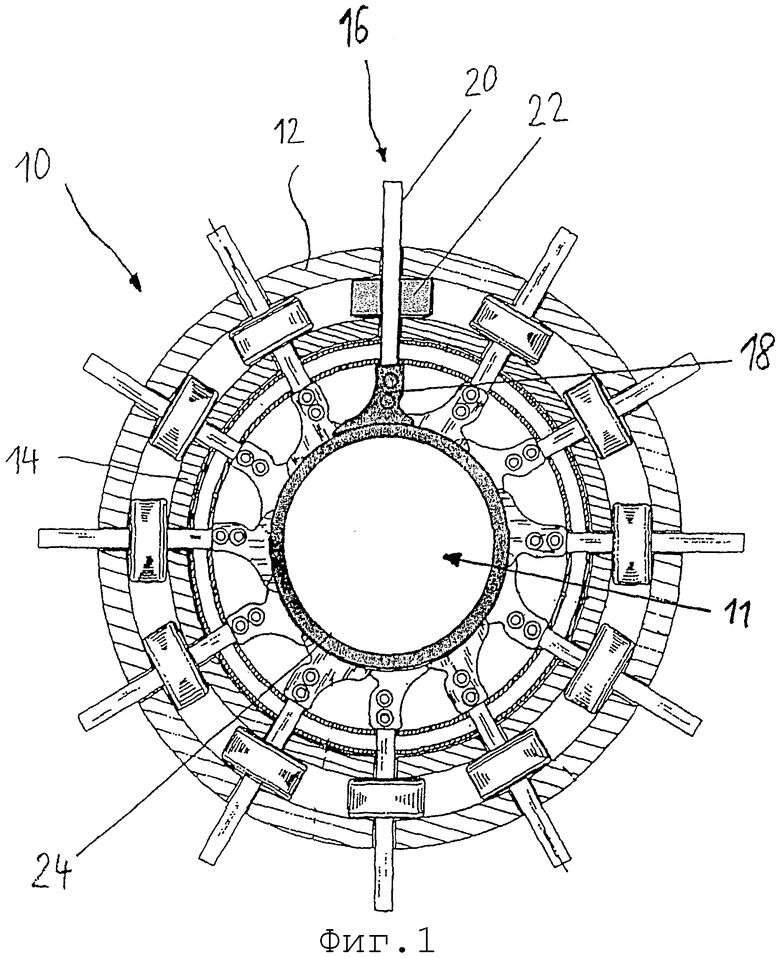
Фиг.1 - схематичный разрез варианта осуществления известного калибровочного устройства перпендикулярно направлению изготовления трубы,
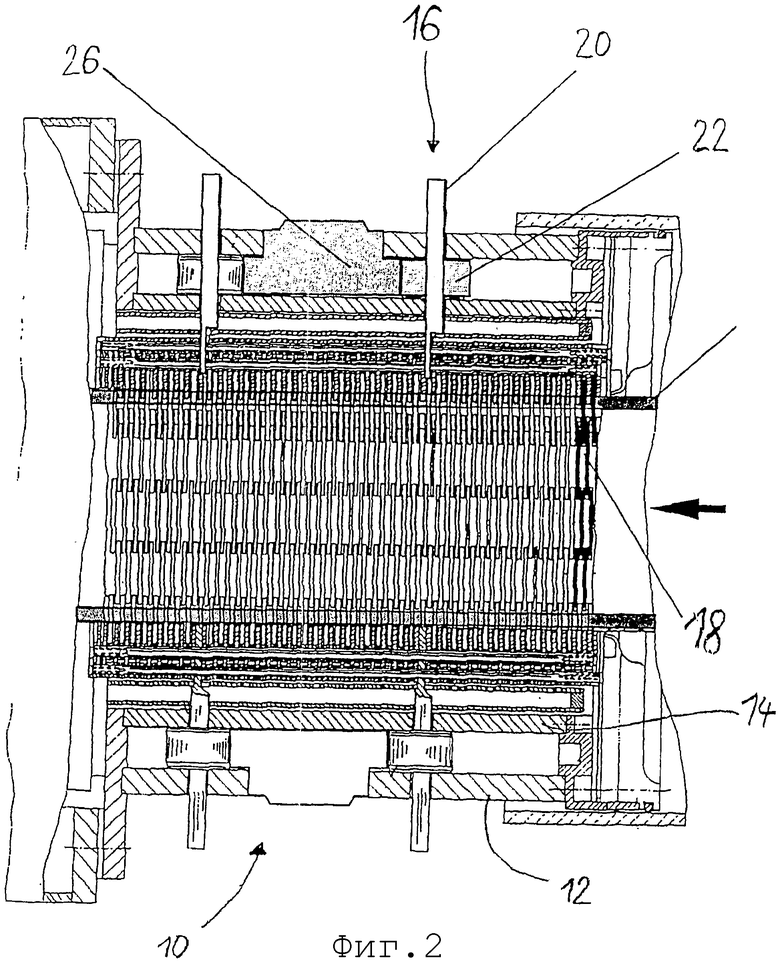
Фиг.2 - калибровочное устройство по фиг.1 в схематичном разрезе параллельно направлению изготовления,
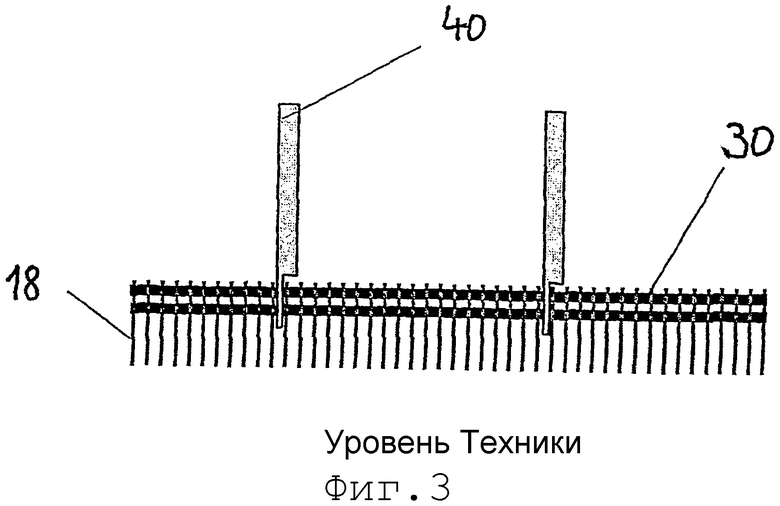
Фиг.3 - отдельный сегментный блок известного калибровочного устройства согласно фиг.1 и 2 в схематичном упрощенном представлении,
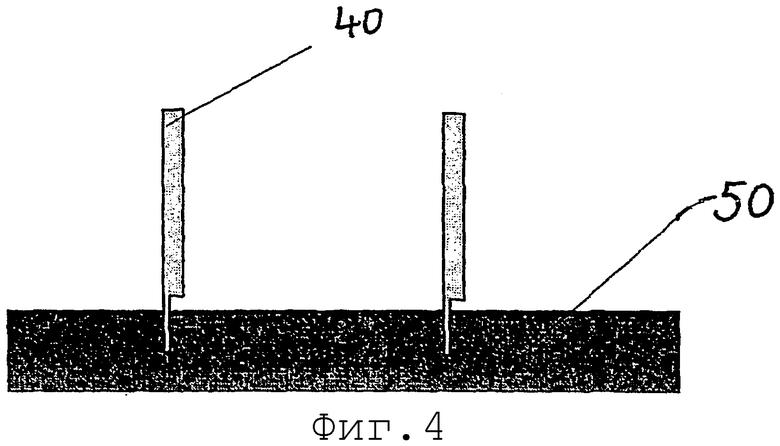
Фиг.4 - вариант осуществления соответствующего изобретению сегмента в схематичном упрощенном представлении,
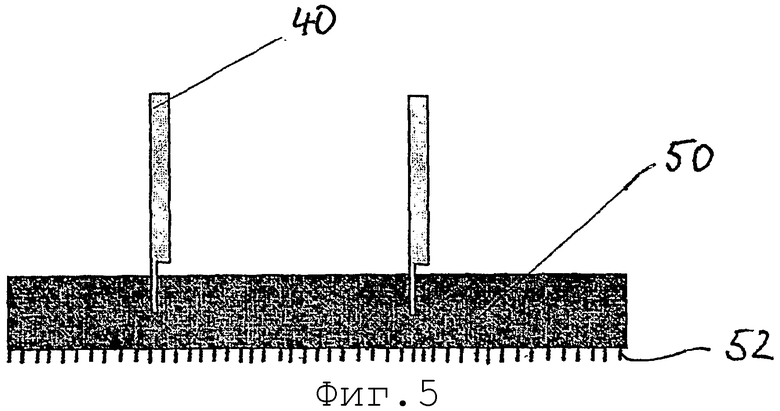
Фиг.5 - другой вариант осуществления соответствующего изобретению сегмента в схематичном упрощенном представлении.
Вся конструкция устройства для изготовления пластиковой трубы может быть выполнена по существу аналогично конструкции устройства из DE 19843340 С2, где уже раскрыто регулируемое калибровочное устройство. При этом регулируемое калибровочное устройство представляет собой центральный компонент установки для экструзии труб с возможностью изменения размера. Оно несет функцию формирования стандартной калибровки, но может плавно регулироваться на обусловленную конструкцией предварительно заданную диаметральную область.
Эта регулировка возможна благодаря тому, что прилегающая к трубе поверхность образуется посредством большого количества отдельных сегментов. При этом представленные на фиг.1 сегменты 18 имеют вдоль своей внутренней стороны, то есть в окружном направлении трубы, закругление, которое соответствует максимально возможному внешнему диаметру трубы и объединено в отдельные сегментные участки. Эти сегментные участки включают в себя отдельные пластины, которые отстоять друг от друга, если смотреть в направлении изготовления, однако расположены плотно друг за другом. Пары следующих друг за другом сегментных колец соответственно объединены в масштабные кольца, которые расположены со смещением на расстоянии друг от друга. Благодаря этому гарантируется, что по возможности никакая кромка при прохождении трубы через калибровочное устройство не возникнет. Отдельные сегментные поверхности вместе образуют по существу ровную (сплошную) трубчатую внутреннюю поверхность с близкой к круглой геометрией.
Как видно на фиг.3, в известном калибровочном устройстве расположенные в направлении производства трубы аксиально друг за другом сегменты 18 объединены в блок сегментов. Для этого используется несущая конструкция 30. Несущая конструкция по существу состоит из двух стержней, на которые нанизаны отдельные сегменты 18. Несущая конструкция соединена с удерживающим и исполнительным устройством 20, которое соединяет с возможностью радиального регулирования соответствующие блоки сегментов и корпус калибровочного устройства. Корпус калибровочного устройства в известном примере осуществления согласно фиг.1 состоит из двух расположенных коаксиально друг в друге цилиндрических секций 12 и 14. В этих цилиндрических секциях по кругу установлены отдельные блоки 16 сегментов. Отдельный известный блок сегментов уже известной конструкции схематично представлен на фиг.3.
Он включает в себя расположенные друг за другом пластины, которые закреплены на двух несущих стрежнях. Несущие стержни образуют несущую конструкцию 30. В свою очередь, на несущих стержнях расположено два дистанцированных в аксиальном направлении, служащих в качестве шпиндельной головки стержня 40 с внешней резьбой. В готовом смонтированном калибровочном устройстве стержни 40 с внешней резьбой установлены в соответствующих отверстиях цилиндрических секций 12 и 14 корпуса. Между обоими цилиндрическими секциями 12 и 14 корпуса для каждого стержня с внешней резьбой предусмотрена выполненная в виде зубчатого колеса гайка 22, которая регулируемым образом взаимодействует с внешней резьбой стержня 40.
Перпендикулярно направлению производства трубы 24 (см. фиг.1) по кругу расположено 12 блоков сегментов. Каждый блок сегментов соответственно имеет два выполненных в виде шпиндельного носителя удерживающих и исполнительных устройств 20, которые аксиально разнесены (фиг.2) и соответственно взаимодействуют с соответствующей гайкой 22. В свою очередь, гайки 22 совместно регулируются посредством выполненного в виде зубчатого колеса кольца 26, которое проходит по периметру между аксиально разнесенными гайками 22. Для этого выполненное в виде зубчатого колеса кольцо 26 имеет на своих обеих кромках зубья, находящиеся в зацеплении с выполненными в виде зубчатых колес гайками 22.
За счет приведения в действие выполненного в виде зубчатого колеса кольца 26 все блоки сегментов могут одновременно и простым образом переставляться радиально наружу или внутрь. Если простым образом радиально регулируются все блоки сегментов, то имеется переменный калибровочный диаметр. Таким образом, в диапазоне регулирования может задаваться внешний диаметр подлежащей калиброванию трубы 24.
На фиг.4 и 5 представлено соответствующее изобретению выполнение сегментов 18. Соответствующие изобретению сегменты включают в себя не множество отдельных пластин, как это имеет место в уровне технике, а изготовлены из единой заготовки, которая соответственно образует сегментное тело 50.
На фиг.4 внутренняя сторона сегментного тела формирует контур (отдельно не видно), который необходим для образования калибровочного отверстия. При этом речь может идти о ровной, возможно с покрытием поверхности, которая представляет собой дугообразный участок трубчатого сегмента. На его сторонах могут располагаться зубчатые венцы, которые гарантируют перекрытие отдельных, расположенных смежно друг с другом сегментов.
Согласно одному варианту осуществления во внутреннюю поверхность сегментного тела также могут быть встроены структуры. Так можно вводить параллельно отстоящие канавки, так что, в свою очередь, пластинчатые выступы выполнены на внутренней стороне за одно целое с сегментным телом. Заготовка может быть отлита из металла и в дальнейшем подвергнута обработке. В частности поверхности могут формироваться посредством фрезерования.
Другая возможность формирования сегментного тела схематично представлена на фиг.5. Здесь само сегментное тело состоит из пластика, в который на внутренней стороне вставлены металлические пластины в форме полумесяца. Эта конструкция имеет то преимущество, что сегментное тело 50 из пластика относительно менее затратное и может быть просто изготовлено; а металлические пластины являются стойкими и точны в изготовлении.
Конечно имеются другие возможности изготавливать сегментное тело по существу за одно целое и затем внутреннюю поверхность i) образовывать на заготовке или в самой заготовке или ii) вводить на заготовке или в заготовку. Определяющим является то, что отдельные пластины не должны нанизываться по отдельности с большими монтажными затратами. Сверх того, в соответствии с изобретением можно гарантировать подлежащие соблюдению допуски на изготовление.
Список ссылочных позиций
10 калибровочный короб
11 калибровочное отверстие
12 внешний цилиндр корпуса
14 внутренний цилиндр корпуса
16 блок сегментов
18 пластины
20 шпиндельный носитель
22 гайка, выполненная в виде зубчатого колеса
24 труба
26 зубчатое кольцо
30 несущая конструкция для пластин
40 стержень с внешней резьбой
50 сегментное тело
52 металлические вставки
| название | год | авторы | номер документа |
|---|---|---|---|
| УДОБНОЕ ДЛЯ МОНТАЖА, РЕГУЛИРУЕМОЕ КАЛИБРОВОЧНОЕ УСТРОЙСТВО | 2004 |
|
RU2322349C2 |
| КАЛИБРОВОЧНОЕ УСТРОЙСТВО | 2004 |
|
RU2355571C2 |
| Имитатор сегментной заготовки магнитопровода электрической машины | 1986 |
|
SU1525818A1 |
| ДОЗИРУЮЩЕЕ РАЗДАТОЧНОЕ УСТРОЙСТВО | 2013 |
|
RU2637738C2 |
| Способ изготовления коллекторного кольца для коллектора | 1983 |
|
SU1421269A3 |
| ПЛАНЕТАРНАЯ ПЕРЕДАЧА С ЗАЩИТОЙ ОТ ПРОВОРОТА | 2011 |
|
RU2529255C2 |
| КАЛИБРОВОЧНОЕ УСТРОЙСТВО | 1996 |
|
RU2171180C2 |
| ДЕТАЛЬ СТАТОРА С СЕГМЕНТИРОВАННЫМ ВНУТРЕННИМ КОЛЬЦОМ ДЛЯ ТУРБОМАШИНЫ | 2013 |
|
RU2615292C2 |
| ПОГРУЖНАЯ ТРУБА ДЛЯ ЦИКЛОННОГО СЕПАРАТОРА | 2015 |
|
RU2664100C1 |
| ОБЪЕМНАЯ РОТОРНО-ПЛАСТИНЧАТАЯ МАШИНА (ДВА ВАРИАНТА) | 2016 |
|
RU2612230C1 |
Изобретение относится к калибровочному устройству для калибрования экструдированных бесконечных профилей, в частности труб. Калибровочное устройство содержит множество расположенных по окружности сегментов. Внутренние поверхности сегментов совместно образуют калибровочное отверстие. Отдельные сегменты включают в себя соответствующее сегментное тело. Сегментные тела помещены кругообразно в корпусе таким образом, что аксиально смежные сегментные тела частично перекрываются в окружном направлении для образования калибровочного отверстия. Каждое сегментное тело соединено по меньшей мере с одним исполнительным устройством. Указанным устройством отдельные сегментные тела удерживаются в корпусе и осуществляется регулировка каждого отдельного сегментного тела в радиальном направлении. Сегментные тела изготовлены из одной заготовки. Внутренняя сторона сегментного тела формирует контур, который необходим для образования калибровочного отверстия. По второму варианту сегментные тела изготовлены из одной заготовки и в них или на них включены вставки для образования контура. Устройство согласно изобретению просто в изготовлении, легко монтируется. 2 н. и 8 з.п. ф-лы, 5 ил.
| DE 19843340 A1, 06.04.2000 | |||
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОРАЗМЕРНОГО ИНСТРУМЕНТА ИЗ ТИТАНОВЫХ СПЛАВОВ | 2008 |
|
RU2378411C2 |
| ПОДВЕСКА ТЯГОВЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА | 2009 |
|
RU2423260C1 |
| US 5316459 A, 31.05.1994 | |||
| ТРУБНЫЙ КАЛИБРОВОЧНЫЙ БЛОК ДЛЯ МАШИН, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ЭКСТРУЗИИ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ, ТАКИХ КАК ТРУБЫ | 1996 |
|
RU2165355C2 |

