Изобретение относится к устройствам для изготовления топливных элементов из отходов производства на композиционной основе, а именно топливных элементов из древесных опилок, образующихся на лесоперерабатывающих предприятиях.
Известен вальцовый пресс для производства брикетов, содержащий загрузочное и разгрузочное приспособления, два кинематически связанных с приводами валка с возможностью подачи в пространство между ними прессуемой массы (шихты), при этом поверхность одного из валков выполнена с выступами (Равич Б.М. Брикетирование руд и рудно-топливных шихт. М.: Недра, 1968 г., с.69-70, рис.24 (с.76)).
Однако недостатком известного пресса является, при производстве топливных элементов из древесных опилок, ограниченная величина изготавливаемых топливных элементов.
Известен комплекс для изготовления топливных элементов из древесных опилок (прототип), содержащий два гибких контура со сплошными поверхностями, бесконечно замкнутых на установленных на стойках приводных и натяжных блоках и размещенных в вертикальной плоскости с возможностью опирания обоих контуров на роликовые опоры, при этом стойка первого контура ориентирована вертикально, а стойка второго контура - под острым углом к стойке первого контура, оба контура выполнены сходящимися вниз, а с боков нисходящие ветви обоих контуров ограничены вертикальными стенками, первый контур выполнен с расположенными нормально к его поверхности поперечными перегородками треугольного поперечного сечения, которые закреплены на нем с одинаковым шагом, при этом поперечные перегородки обращены в сторону другого контура, над верхними натяжными блоками установлено загрузочное приспособление с возможностью непрерывной подачи в пространство между контурами древесных опилок, а также приспособление для непрерывной подачи в то же пространство жидкого связующего, под приводными блоками установлен конвейер с возможностью приема и транспортирования в сушильное отделение отформованных сырых топливных элементов. Стойки первого и второго контуров кинематически связаны между собой винтовыми стяжками. В верхней части нисходящих ветвей ленты первого и второго контуров и с возможностью взаимодействия с ними могут быть установлены приводные цилиндрические щетки с попутными по отношению к направлениям движения контуров направлениями вращения (Пат. RU №2311446, МПК C1 L 5/44, публ. 27.11.2007 г.).
Однако в известном комплексе необходимо выполнять первый контур из стальной цельнокатаной ленты или пластинчатой ленты из условия обеспечения надежности узлов крепления поперечных пластин к поверхности контура. За счет этого при разгрузке сырых топливных элементов в случае использования пластинчатой ленты может быть нарушена форма топливных элементов. А при использовании стальной цельнокатаной ленты должны быть увеличены диаметры приводных и натяжных блоков и, соответственно, - габариты и металлоемкость комплекса.
Техническим результатом изобретения является упрощение и удешевление оборудования, повышение надежности его работы, повышение качества формуемых топливных элементов.
Технический результат достигается тем, что в устройстве для изготовления топливных элементов из древесных опилок, содержащем два гибких контура со сплошными поверхностями, бесконечно замкнутых на установленных на стойках приводных и натяжных блоках и размещенных в вертикальной плоскости с возможностью взаимодействия обоих контуров с опорами, при этом стойки первого и стойка второго контуров расположены под острым углом друг к другу и кинематически связаны между собой с возможностью изменения величины угла между ними, оба контура выполнены сходящимися вниз, а с боков нисходящие ветви обоих контуров ограничены вертикальными стенками, первый контур выполнен с расположенными нормально к его поверхности поперечными перегородками, которые закреплены на нем с одинаковым шагом, при этом поперечные перегородки обращены в сторону другого контура, над верхними натяжными блоками установлено загрузочное приспособление с возможностью непрерывной подачи в пространство между контурами древесных опилок, а также приспособление для непрерывной подачи в то же пространство жидкого связующего, под приводными блоками установлен конвейер с возможностью приема и транспортирования в сушильное отделение отформованных сырых топливных элементов, согласно изобретению рабочие органы выполнены в виде прорезиненных лент, при этом стойка первого контура ориентирована вертикально, а обращенные друг к другу ветви лент обоих контуров размещены с возможностью их опирания на закрепленные на стойках плоские опоры трения с покрытием из антифрикционного материала по отношению к материалу ленты контуров, первый вертикально ориентированный контур выполнен с расположенными нормально к его поверхности поперечными перегородками треугольного поперечного сечения, приводной блок первого вертикально ориентированного контура размещен ниже приводного блока второго наклонного контура по крайней мере на один шаг расстановки поперечных перегородок на первом контуре, со стороны второго контура на раме с возможностью смещения относительно нее и боковых стенок в вертикальной плоскости, фиксации на раме и взаимодействия своей верхней кромкой с наружной поверхностью ленты второго контура размещена вертикально ориентированная плита, расстояние между обращенными друг к другу ветвями обоих контуров в зоне установки приводных блоков и расстояние между поверхностью ленты первого контура в зоне огибания ею приводного блока и поверхностью плиты принято равным высоте перегородок, стойка второго контора кинематически связана посредством шарниров с шатуном кривошипно-шатунного привода с возможностью поворота стойки в вертикальной плоскости относительно оси приводного блока, шатун в плане ориентирован перпендикулярно ленте второго контура, размещен симметрично упомянутой ленте и выполнен с двумя охватывающими с зазорами восходящую ветвь ленты второго контура боковинами, привод размещен на каретке с возможностью ее смещения в горизонтальной плоскости относительно направляющих рамы и фиксации на них, под приводными блоками установлен цепной конвейер с возможностью приема и транспортирования в сушильное отделение отформованных сырых топливных элементов, расстояние между обращенными друг к другу ветвями обоих контуров в зоне установки приводных блоков и расстояние между поверхностью ленты первого контура в зоне огибания ею приводного блока и поверхностью плиты принято равным высоте перегородок, а скорость движения ленты второго контура принята больше скорости движения ленты первого контура.
Поверхность плиты, обращенная в сторону приводного блока первого контура, может быть покрыта слоем материала с антиадгезионными свойствами по отношению к материалу формуемых топливных брикетов. Верхняя кромка плиты может быть выполнена в виде скребка. Над поверхностью цепного конвейера под приводным блоком первого контура с просветом меньше шага между перегородками и больше высоты перегородок может быть установлена ориентированная поперек цепного конвейера поперечная балка круглого поперечного сечения с возможностью ее взаимодействия с перемещаемыми цепным конвейером топливными элементами.
Устройство представлено на фиг.1 - вид сбоку (поперечный разрез), на фиг.2 - план по фиг.1 (приспособления для загрузки древесных опилок, подачи связующего и щетка условно не показаны), на фиг.3 - фрагмент ленты контура с перегородками, на фиг.4 - разрез А-А по фиг.1.
Устройство состоит из двух гибких контуров 1 и 2 из прорезиненных лент шириной В, бесконечно замкнутых на закрепленных на стойках 3 и 4 приводных 5, 6 и натяжных 7, 8 блоках. Оба контура 1 и 2 размещены в вертикальной плоскости. При этом стойка 3 первого контура 1 ориентирована вертикально, а стойка 4 второго контура 2 ориентирована наклонно под острым углом α к стойке 3 первого контура 1. Оба контура 1 и 2 выполнены сходящимися вниз. Обращенные друг к другу ветви обоих контуров 1 и 2 размещены с возможностью их опирания на закрепленные на стойках 3 и 4 плоские опоры трения 9 и 10 с покрытием из антифрикционного материала по отношению к материалу ленты контуров 1 и 2, а с боков нисходящие ветви обоих контуров ограничены вертикальными стенками 11 и 12. Вертикально ориентированный контур 1 выполнен с расположенными нормально к его поверхности поперечными перегородками 13 треугольного поперечного сечения, которые закреплены на нем с одинаковым шагом α при высоте перегородок, равной b. При этом острые кромки перегородок 13 обращены в сторону контура 2. Над верхними натяжными блоками 7 и 8 установлено загрузочное приспособление 14 с возможностью непрерывной подачи в пространство 15 между контурами 1 и 2 древесных опилок 16, а также приспособление 17 для непрерывной подачи в то же пространство 15 жидкого связующего.
Приводной блок 5 первого вертикально ориентированного контура 1 размещен ниже приводного блока 6 второго наклонного контура 2 по крайней мере на один шаг α расстановки поперечных перегородок 13 на первом контуре 1. Со стороны второго контура 2 на раме 18 с возможностью смещения относительно нее и боковых стенок 11 и 12 в вертикальной плоскости, фиксации на раме 18 и взаимодействия своей верхней кромкой 19 с наружной поверхностью второго контура 2 размещена вертикально ориентированная плита 20.
Стойка 4 второго контора 2 кинематически связана посредством шарниров 21 с шатуном 22 кривошипно-шатунного (эксцентрикового) привода 23 с возможностью поворота стойки 4 в вертикальной плоскости относительно оси 24 приводного блока 6. Шатун 22 в плане ориентирован перпендикулярно ленте второго контура 2, размещен симметрично упомянутой ленте и выполнен с двумя охватывающими с зазорами восходящую ветвь ленты второго контура 2 боковинами 25. Привод 23 размещен на каретке 26 с возможностью ее смещения в горизонтальной плоскости относительно направляющих 27 рамы 18 и фиксации на них.
Под приводными блоками 5 и 6 установлен цепной конвейер 28 с возможностью приема и транспортирования в сушильное отделение (не показано) отформованных сырых топливных элементов 29. Расстояние между обращенными друг к другу ветвями контуров 1 и 2 в зоне установки приводного блока 6 второго контура 2 и расстояние между поверхностью первого контура 1 и поверхностью плиты 20 принято равным высоте b перегородок 13. Скорость движения v2 ленты второго контура 2 принята больше скорости v1 движения ленты первого контура 1.
В верхней части нисходящей ветви ленты первого контура 1 с возможностью взаимодействия с ним может быть установлена приводная цилиндрическая щетка 30 с попутным по отношению к направлению движения контура 1 направлением вращения. Поверхность плиты 20, обращенная в сторону приводного блока 5 первого контура 1, может быть покрыта слоем материала с антиадгезионными свойствами по отношению к материалу формуемых топливных элементов 29. Верхняя кромка 19 плиты 20 может быть выполнена в виде скребка. Над поверхностью цепного конвейера 28 под приводным блоком 5 первого контура 1 с просветом меньше шага α между перегородками 13 и больше высоты b перегородок 13 может быть установлена ориентированная поперек цепного конвейера 28 поперечная балка 31 круглого поперечного сечения с возможностью ее взаимодействия с перемещаемыми цепным конвейером 28 топливными элементами 29.
Устройство действует следующим образом. В зависимости от физико-механических свойств перерабатываемых древесных опилок 16 устанавливается, с помощью перемещения каретки 25 относительно направляющих 26 рамы 18, необходимый угол α между стойками 3, 4 и контурами 1 и 2, исключающий возможность выдавливания формуемой массы вверх. Включаются приводные блоки 5 и 6, загрузочное приспособление 14 для подачи древесных опилок 16 и приспособление 17 для подачи жидкого связующего, которые непрерывно подают в пространство 15 между контурами 1 и 2 древесные опилки и жидкое связующее. Одновременно включается кривошипно-шатунный привод 23, который с помощью шатуна 22 обеспечивает колебательные движения стойки 4 и второго контура 2 в вертикальной плоскости. В межконтурном пространстве 15 происходит смешивание древесных опилок 16 с жидким связующим и уплотнение образующейся массы за счет движения смежных ветвей контуров 1 и 2 вниз, колебаний второго контура 2. Этот процесс интенсифицируется за счет того, что скорость движения v1 ленты первого контура 1 меньше скорости движения v2 ленты второго 2 контура, в результате чего обеспечивается постоянный подпор формуемой массы в сторону ленты первого контура 1 и ее принудительная подача в пространство между перегородками 13. Одновременно с движением вниз масса, состоящая из древесных опилок 16 и жидкого связующего, уплотняется в пространстве 15, ограниченном сходящимися ветвями контуров 1, 2 и стенками 11 и 12. При работе устройства давление сжимаемой массы воспринимается сходящимися ветвями лент обоих контуров 1 и 2 и плоскими опорами трения 9 и 10, закрепленными на стойках 3 и 4. Одновременно с движением массы вниз происходит прорезание массы острыми кромками поперечных перегородок 13 при постепенном приближении ветви контура 2 к перегородкам 13 контура 1. Когда масса из смеси древесных опилок с жидким связующим минует приводной блок 6 второго контура 2 и сместится далее вниз, из нее формуются в замкнутом пространстве между поверхностью ленты первого контура 1, поверхностью плиты 20, поверхностями боковых стенок 11, 12 и смежными поперечными перегородками 13 первого контура 1 отдельные (сырые) топливные элементы 29, имеющие форму параллелепипеда, в виде брусков-поленьев с размерами В b α. В зоне приводного блока 5 первого контура 1 поперечные перегородки 13 вместе с огибающей приводной блок 5 лентой первого контура 1 уходят в сторону (влево на фиг.1), а топливные элементы 29 выгружаются на цепной конвейер 28 и транспортируются им в сушильное отделение, из которого поступают на склад готовой продукции (не показаны). При этом при наличии поперечной балки 31 разгружаемые на цепной конвейер 28 топливные элементы 29 при работе конвейера, взаимодействуя с этой балкой, опрокидываются и занимают на конвейере 28 устойчивое положение. При отсутствии балки 31 топливные элементы располагаются на конвейере 28 в положении, соответствующем их ориентации после разгрузки из устройства. В процессе работы устройства периодически или постоянно включается цилиндрическая щетка 30, которая очищает поверхность ленты контура 1 от налипших фрагментов формуемой массы из древесных опилок и жидкого связующего. Одновременно верхняя кромка 19 плиты 20, которая может быть выполнена в виде скребка, очищает поверхность ленты второго контура 2. Продукты очистки опять возвращаются в пространство 15 между контурами 1 и 2.
Сочетание вертикально ориентированного первого контура 1 с остроугольными поперечными перегородками 13 и вертикально ориентированной плиты 20 в зоне выгрузки отформованных топливных элементов 29 (на фиг.1 заштрихованы), обеспечивающих вертикальный прямолинейный канал прямоугольного поперечного сечения, позволяет получать топливные элементы 29 правильной формы в виде параллелепипедов. Выполнение плиты 20 с покрытием из антиадгезионного материала снижает энергоемкость процесса их формования.
Отличительные признаки изобретения позволяют изготавливать топливные элементы значительного размера из древесных опилок, упростить и удешевить конструкцию устройства при обеспечении высокой его производительности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ТОПЛИВНЫХ ЭЛЕМЕНТОВ ИЗ ДРЕВЕСНЫХ ОПИЛОК | 2008 |
|
RU2352619C1 |
| КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ ТОПЛИВНЫХ ЭЛЕМЕНТОВ ИЗ ДРЕВЕСНЫХ ОПИЛОК | 2007 |
|
RU2344164C1 |
| КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ ТОПЛИВНЫХ ЭЛЕМЕНТОВ ИЗ ДРЕВЕСНЫХ ОПИЛОК | 2006 |
|
RU2311446C1 |
| ВЕРТИКАЛЬНЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2006 |
|
RU2307779C1 |
| КРУТОНАКЛОННЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2011 |
|
RU2478549C1 |
| ВЕРТИКАЛЬНЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2007 |
|
RU2352509C1 |
| КОМПЛЕКС ДЛЯ СУШКИ САПРОПЕЛЯ | 2003 |
|
RU2249165C2 |
| ВЕРТИКАЛЬНЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2006 |
|
RU2303563C1 |
| СТЕНД ДЛЯ ИССЛЕДОВАНИЯ ПАРАМЕТРОВ ВЕРТИКАЛЬНОГО ЛЕНТОЧНОГО КОНВЕЙЕРА | 2006 |
|
RU2307778C1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ КОНТЕЙНЕРОВ (ВАРИАНТЫ) | 2000 |
|
RU2240271C2 |
Изобретение может быть использовано для формования топливных элементов из отходов производства на композитной основе. С помощью перемещения каретки относительно направляющих 26 рамы 18 устанавливают необходимый угол α между стойками 3, 4 и контурами 1 и 2. Включают приводные блоки 5 и 6, загрузочное приспособление 14 для подачи древесных опилок 16 и приспособление 17 для подачи жидкого связующего. В межконтурном пространстве 15 происходит смешивание древесных опилок 16 с жидким связующим и уплотнение образующейся массы за счет движения смежных ветвей контуров 1 и 2 вниз. При работе устройства давление сжимаемой массы воспринимается сходящимися ветвями лент обоих контуров 1 и 2 и плоскими опорами трения 9 10, закрепленными на стойках 3 и 4. Одновременно с движением массы вниз происходит прорезание массы острыми кромками поперечных перегородок 13 при постепенном приближении ветви контура 2 к перегородкам 13 контура 1. Изобретение позволяет упростить и удешевить используемое оборудование, повысить надежность его работы и качество формуемых топливных элементов. 3 з.п. ф-лы, 4 ил.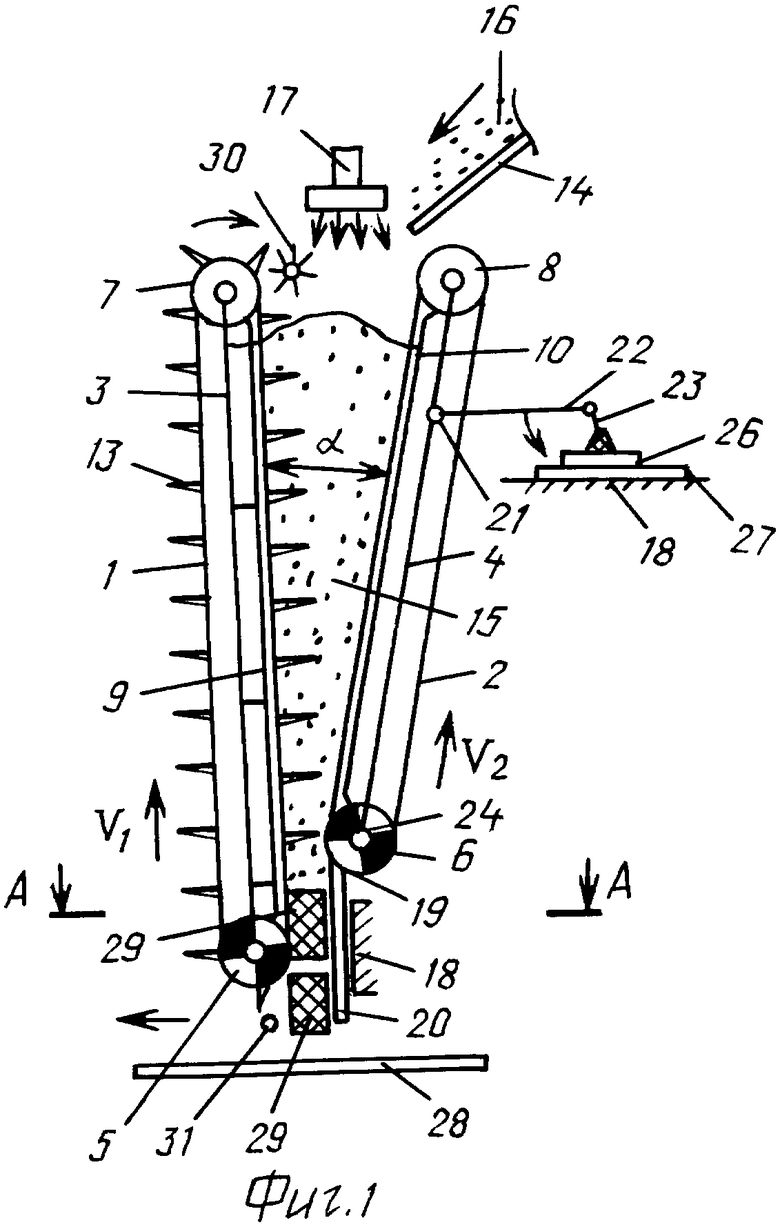
1. Устройство для изготовления топливных элементов из древесных опилок, содержащее два гибких контура со сплошными поверхностями, бесконечно замкнутых на установленных на стойках приводных и натяжных блоках и размещенных в вертикальной плоскости с возможностью взаимодействия обоих контуров с опорами, при этом стойки первого и стойка второго контуров расположены под острым углом друг к другу и кинематически связаны между собой с возможностью изменения величины угла между ними, оба контура выполнены сходящимися вниз, а с боков нисходящие ветви обоих контуров ограничены вертикальными стенками, первый контур выполнен с расположенными нормально к его поверхности поперечными перегородками, которые закреплены на нем с одинаковым шагом, при этом поперечные перегородки обращены в сторону другого контура, а высота перегородок равна расстоянию между ветвями обоих контуров, над верхними натяжными блоками установлено загрузочное приспособление с возможностью непрерывной подачи в пространство между контурами древесных опилок, а также приспособление для непрерывной подачи в то же пространство жидкого связующего, под приводными блоками установлен конвейер с возможностью приема и транспортирования в сушильное отделение отформованных сырых топливных элементов, отличающееся тем, что рабочие органы выполнены в виде прорезиненных лент, при этом стойка первого контура ориентирована вертикально, а обращенные друг к другу ветви лент обоих контуров размещены с возможностью их опирания на закрепленные на стойках плоские опоры трения с покрытием из антифрикционного материала по отношению к материалу ленты контуров, первый вертикально ориентированный контур выполнен с расположенными нормально к его поверхности поперечными перегородками треугольного поперечного сечения, приводной блок первого вертикально ориентированного контура размещен ниже приводного блока второго наклонного контура по крайней мере на один шаг расстановки поперечных перегородок на первом контуре, со стороны второго контура на раме с возможностью смещения относительно нее и боковых стенок в вертикальной плоскости, фиксации на раме и взаимодействия своей верхней кромкой с наружной поверхностью ленты второго контура размещена вертикально ориентированная плита, расстояние между обращенными друг к другу ветвями обоих контуров в зоне установки приводных блоков и расстояние между поверхностью ленты первого контура в зоне огибания ею приводного блока и поверхностью плиты принято равным высоте перегородок, стойка второго контура кинематически связана посредством шарниров с шатуном кривошипно-шатунного привода с возможностью поворота стойки в вертикальной плоскости относительно оси приводного блока, шатун в плане ориентирован перпендикулярно ленте второго контура, размещен симметрично упомянутой ленте и выполнен с двумя охватывающими с зазорами восходящую ветвь ленты второго контура боковинами, привод размещен на каретке с возможностью ее смещения в горизонтальной плоскости относительно направляющих рамы и фиксации на них, под приводными блоками установлен цепной конвейер с возможностью приема и транспортирования в сушильное отделение отформованных сырых топливных элементов, расстояние между обращенными друг к другу ветвями обоих контуров в зоне установки приводных блоков и расстояние между поверхностью ленты первого контура в зоне огибания ею приводного блока и поверхностью плиты принято равным высоте перегородок, а скорость движения ленты второго контура принята больше скорости движения ленты первого контура.
2. Устройство по п.1, отличающееся тем, что поверхность плиты, обращенная в сторону приводного блока первого контура, покрыта слоем материала с антиадгезионными свойствами по отношению к материалу формуемых топливных элементов.
3. Устройство по п.1, отличающееся тем, что верхняя кромка плиты выполнена в виде скребка.
4. Устройство по п.1, отличающееся тем, что над поверхностью цепного конвейера под приводным блоком первого контура с просветом меньше шага между перегородками и больше высоты перегородок установлена ориентированная поперек цепного конвейера поперечная балка круглого поперечного сечения с возможностью ее взаимодействия с перемещаемыми цепным конвейером топливными элементами.
| КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ ТОПЛИВНЫХ ЭЛЕМЕНТОВ ИЗ ДРЕВЕСНЫХ ОПИЛОК | 2006 |
|
RU2311446C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ | 1992 |
|
RU2093354C1 |
| Шнековый пресс для получения древесных брикетов | 1977 |
|
SU670455A1 |
| Технологическая линия для изготовления прессованных топливных элементов из древесных отходов | 1991 |
|
SU1831496A3 |
| Устройство для избирательного вызова телефонных аппаратов | 1928 |
|
SU29872A1 |
| ТОПЛИВНЫЙ БРИКЕТ "OKSOL" И УСТАНОВКА ДЛЯ ЕГО ПОЛУЧЕНИЯ | 1996 |
|
RU2094449C1 |
| 0 |
|
SU321387A1 |

