Настоящее изобретение относится в целом к непрерывно движущемуся устройству для декоративной окраски цилиндрических контейнеров и, более конкретно, относится к упрощенному устройству этого типа, которое не требует цепного механизма для перемещения декорированных контейнеров в сушильную печь. Более конкретно, оно усовершенствует систему передачи между колесом с оправками для декоративной окраски металлических банок и печью для сушки декорированных металлических банок.
В оборудовании с высокоскоростным непрерывным движением, которое выполняет декоративную окраску цилиндрических контейнеров (металлических банок) для напитков и т.п., декорированные контейнеры, несущие влажную декоративную окраску, часто сгружались на штифты так называемого цепного механизма для окрашенных банок, который транспортирует контейнеры через печь для термостабилизации и сушки краски. Примеры оборудования для декоративной окраски этого типа описаны в патенте США №5183145 и в патенте США №4445431. В качестве ссылочного материала сюда включено содержание патентов США №5183145 и 4445431, а также содержание патентов известного уровня техники, на которые здесь сделаны ссылки.
С течением времени производственные скорости непрерывного движения устройств для декоративной окраски металлических банок возросли, превышая в настоящее время 1800 банок в минуту, и желательно повышать эту скорость и дальше. При повышении скорости становятся все более очевидными и обременительными проблемы разгрузки банок с влажным декоративным покрытием на штифты цепного механизма для окрашенных контейнеров, а также проблемы с самими цепными механизмами для окрашенных изделий. Эти проблемы включают избыточную шумность и повреждение металлических банок из-за вхождения в контакт металлических банок и металлических штифтов. Длинные цепные механизмы для окрашенных изделий не только дороги, но поскольку они состоят из большого количества составных частей, существует тенденция износа цепей и их разрыва при работе с очень высокими скоростями.
Из-за указанных выше проблем возможна транспортировка окрашенных контейнеров, особенно выполненных из железистого материала, через сушильные печи на лентах, а не на штифтах цепного механизма для окрашенных изделий. Примеры оборудования такого типа с использованием лент для транспортировки металлических банок через сушильные печи можно обнаружить в патенте США №4771879 и патенте США №5749631. Содержание патентов США №4771879 и 5749631, а также содержание патентов известного уровня техники, на которые здесь сделаны ссылки, включено сюда в качестве ссылочного материала.
В устройстве для декоративной окраски металлических банок, соответствующем патенту США №4771879, металлические банки декорируют, то есть окрашивают их поверхность, когда они находятся на оправках, установленных вдоль периферии колеса с оправками, и металлические банки отступают в осевом направлении вперед от колеса. Декорированные металлические банки передаются от оправок вращающегося колеса с оправками к вращающемуся первому передаточному конвейеру в форме колеса и затем передаются далее с первого конвейера на поверхность второго передаточного конвейера в форме колеса и после этого перемещаются на ленточный конвейер, который несет контейнеры с еще влажным декоративным покрытием к сушильной печи (и через нее), которая осушает нанесенное декоративное покрытие. Металлические банки, перемещаемые вторым передаточным конвейером, отступают в радиальном направлении относительно оси вращения второго передаточного конвейера. Хотя это устройство устраняет использование цепного механизма для декорированных изделий, второй передаточный конвейер, соответствующий патенту США №4771879, является дорогой конструкцией, которая состоит из множества деталей, и здесь должна осуществляться очень тщательная координация работы первого и второго передаточных конвейеров. Кроме того, оси вращения двух передаточных конвейеров ориентированы поперек друг друга, что приводит к неэффективному использованию пространства.
Согласно изобретению, описанному в патенте США №5749631, металлические банки с нанесенной на них влажной декоративной окраской перемещаются с колеса с оправками на первое передаточное конвейерное колесо, затем на второе передаточное или выдачное конвейерное колесо и после этого на конвейерную ленту. Наиболее очевидными отличиями между патентами США №4771879 и 5749631 является то, что согласно последнему патенту оси вращения передаточных конвейеров ориентированы параллельно друг другу и смещены в радиальном направлении, и второй передаточный конвейер имеет упрощенную конструкцию, поскольку металлические банки, перемещаемые этим конвейером, отступают в осевом направлении параллельно оси вращения второго передаточного конвейера. Это стало возможным благодаря тому, что второй передаточный конвейер включает вращающуюся плиту и стационарный всасывающий коллектор, расположенный за плитой. Коллектор имеет открытую сторону, накрытую перфорированной частью плиты, которая вращается, проходя у открытой части коллектора. Пониженное давление во всасывающем коллекторе создает всасывающий эффект в отверстиях.
Металлические банки продвигаются в один ряд по окружности колеса с оправками и разнесены относительно далеко друг от друга для обеспечения их декоративной окраски офсетными ветвями офсетного колеса. Следовательно, декорированные металлические банки движутся в один ряд на первый передаточный конвейер с колеса с оправками. Относительно большое разнесение между металлическими банками на колесе с оправками неэкономично с точки зрения использования пространства или максимизации производительности сушильной печи. Когда первый передаточный конвейер вращается мимо колеса с оправками, металлические банки перестраиваются на первом передаточном конвейере в два ряда. При вращении первого передаточного конвейера медленнее колеса с оправками металлические банки располагаются на первом передаточном конвейере плотнее друг к другу. Оба эти способа обеспечивают более экономное использование пространства. Затем металлические банки, расположенные в два ряда на первом передаточном конвейере, перемещаются к вращающейся плите второго передаточного конвейера. Открытые концы металлических банок входят в контакт с основной плоской поверхностью в районах плиты, где расположены сквозные отверстия плиты над всасывающим коллектором, проходящие двумя кольцевыми рядами вокруг оси вращения плиты, являющейся ее центром. Всасывающая сила, действующая сквозь отверстия в плите, притягивает металлические банки назад с первого конвейера в направлении вращающейся плиты второго конвейера, когда металлические банки проходят поверх коллектора. Воздействие на металлические банки всасывания коллектором уменьшается, когда закрытые концы металлических банок вращаются к вертикальной ветви движущегося ленточного конвейера и входят с ней в контакт, и после этого металлические банки удерживаются на ленте силами всасывания сквозь перфорации ленточного конвейера. Ленточный конвейер может нести металлические банки через сушильную печь или перемещать их на другой конвейер, который проходит через сушильную печь.
Для того чтобы перестроить движущиеся металлические банки, перемещаемые вращающимся первым передаточным конвейером, из построения в один ряд, когда их принимает первый конвейер, в два ряда, когда металлические банки приближаются к вращающейся плите второго передаточного конвейера, согласно патенту №5749631 на первом конвейере применен довольно сложный механизм. Механизм смещает каждую вторую из банок, принимаемых первым передаточным конвейером, радиально внутрь в направлении оси вращения первого передаточного конвейера до того, как металлические банки достигнут второго конвейера.
Смещение металлических банок в радиальном направлении с использованием кулака для направления металлических банок в два ряда на конвейере показано в патенте США №5183145. Но этот патент не описывает такое расположение металлических банок для передачи между первым и вторым конвейерами, чтобы банки находились в избранных правильных положениях на втором конвейере, и настоящее изобретение решает эту задачу. Это замечание относится и к одиночному передаточному конвейеру, показанному в патенте США №5231926.
Соответственно главной технической задачей этого изобретения является создание упрощенного устройства, которое транспортирует банки от высокоскоростного декорирующего устройства непрерывного действия через сушильную печь без помещения банок на штифты цепного механизма для окрашенных изделий.
Другой задачей является создание устройства этого типа, в котором применены два частично перекрывающие друг друга первый и второй передаточные конвейеры, которые вращаются на смещенных в боковом направлении параллельных горизонтальных осях, при этом второй передаточный конвейер включает вращающуюся плиту, имеющую плоскую поверхность, которая принимает банки с первого передаточного конвейера, причем открытые концы банок непосредственно входят в контакт с плоской поверхностью, которая перпендикулярна оси вращения второго передаточного конвейера.
Еще одной задачей является передача банок, расположенных на одном кольцевом пути первого вращающегося конвейера, в первую и вторую концентрические кольцевые колеи второго вращающегося конвейера.
Другой задачей является такая работа передаточных конвейеров, которая сводит к минимуму промежутки между банками для экономии пространства.
Другой задачей является увеличение темпа производства банок и, таким образом, скорости при сохранении надежного управления движением банок при их перемещении с колеса с оправками для декоративной окраски на передаточные конвейеры и в сушильную печь.
Еще одной задачей является создание устройства этого типа, в котором линейная скорость контейнеров на втором передаточном конвейере может быть меньше, чем линейная скорость контейнеров на первом передаточном конвейере.
Другой задачей является создание устройства этого типа, в котором банки передаются непосредственно с плоской поверхности на движущуюся вертикальную ветвь ленточного конвейера.
Еще одной задачей является создание устройства этого типа, имеющего принцип работы, позволяющий использовать всасывающую, а также магнитную силы для удерживания контейнеров из железистого материала.
Другой задачей является создание устройства этого типа, в котором банки удерживаются всасывающими средствами, которые включают очень неглубокие гибкие присоски с жесткими задними основаниями, расположенными с небольшим зазором относительно гибких присосок, при этом присоски имеют такую величину, что они остаются полностью снаружи от перевернутых куполов на закрытых концах банок.
Данные технические задачи были решены за счет создания устройства для транспортировки контейнеров, которое согласно изобретению включает первый и второй передаточные конвейеры, установленные с возможностью непрерывного вращения вокруг разнесенных в боковом направлении первой и второй осей, которые в основном параллельны друг другу; носитель оправок, установленный с возможностью непрерывного вращения вокруг третьей оси, и установленный с возможностью непрерывного движения ленточный конвейер, включающий первую ветвь; первый передаточный конвейер расположен в осевом направлении впереди второго передаточного конвейера и носителя, и первая ветвь проходит в осевом направлении впереди второго передаточного конвейера; множество несущих контейнеры оправок на указанном носителе, отступающих в осевом направлении; множество несущих контейнеры удерживающих узлов на первом передаточном конвейере, обращенных в осевом направлении с возможностью движения по кольцевому пути вокруг первой оси как вокруг центра; второй передаточный конвейер имеет принимающую контейнеры поверхность, выполненную с возможностью притягивания контейнеров с первого передаточного конвейера на второй передаточный конвейер посредством приложения первой притягивающей силы для рабочего захватывания и удерживания их на указанной поверхности; части носителя и первого передаточного конвейера находятся в противостоящем друг другу положении в первой зоне передачи, где указанные удерживающие узлы принимают контейнеры, перемещаемые указанными оправками; части первого и второго передаточных конвейеров находятся в противостоящем друг другу положении во второй зоне передачи, где указанная поверхность принимает контейнеры от удерживающих узлов; части указанной первой ветви и второго передаточного конвейера находятся в противостоящем друг другу положении в зоне загрузки, где контейнеры от второго передаточного конвейера принимает на себя первая ветвь ленточного конвейера, при этом первая ветвь выполнена с возможностью приложения второй притягивающей силы для удерживания контейнеров, принятых со второго передаточного конвейера на первую ветвь; зона загрузки расположена по ходу подачи после второй зоны передачи на пути вращения второго передаточного конвейера, и зона удерживания проходит между второй зоной передачи и зоной загрузки; поверхность второго конвейера включает концентрические наружную и внутреннюю кольцевые колеи, сформированные вокруг второй оси как их центра; указанный путь и колеи расположены так, что во второй зоне передачи каждый из удерживающих узлов расположен с возможностью движения вдоль пути, сначала пересекаясь с наружной колеей и затем пересекаясь с внутренней колеей; в зоне загрузки обе, то есть внутренняя и наружная колеи, противостоят указанной первой ветви; причем когда первые из следующих через один удерживающих узлов расположены с возможностью пересечения с наружной колеей, контейнеры, транспортируемые указанными первыми из следующих через один удерживающих узлов, установлены с возможностью высвобождения из них и передачи на второй конвейер в указанную наружную колею; при этом когда вторые из следующих через один удерживающих узлов расположены с возможностью пересечения с внутренней колеей, контейнеры, транспортируемые указанными вторыми из следующих через один удерживающих узлов, установлены с возможностью высвобождения из них и передачи на второй конвейер в указанную внутреннюю колею.
Предпочтительно ленточный конвейер также включает вторую ветвь, которая расположена по ходу подачи после первой ветви и установлена с возможностью движения спереди и на расстоянии от второго передаточного конвейера.
Также предпочтительно первая ветвь установлена с возможностью движения вверх при прохождении через зону загрузки.
Предпочтительно по меньшей мере одна поверхность первой ветви выполнена с возможностью создания притягивающих сил всасывания.
Предпочтительно второй передаточный конвейер включает стационарный коллектор низкого давления, имеющий открытую сторону, и элемент в форме плиты, на котором образована указанная поверхность; элемент в форме плиты установлен с возможностью непрерывного вращения вокруг указанной второй оси, являющейся его центром, и имеет множество проходящих сквозь него отверстий, расположенных так, чтобы они сообщались с указанным коллектором при его вращении, внутри которого создано пониженное давление для генерирования первой притягивающей силы.
Предпочтительно транспортируемые контейнеры ориентированы так, что закрытые концы контейнеров расположены спереди от их открытых концов, когда контейнеры находятся в первой и второй зонах передачи и в зоне загрузки; во второй зоне передачи открытые концы контейнеров находятся в рабочем соединении с указанной поверхностью, в первой зоне передачи закрытые концы контейнеров находятся в рабочем соединении с удерживающими узлами, и в зоне загрузки закрытые концы находятся в рабочем соединении с первой ветвью.
Предпочтительно транспортируемые контейнеры ориентированы так, что закрытые концы контейнеров находятся спереди от их открытых концов, когда контейнеры находятся в первой и второй зонах передачи и в зоне загрузки; во второй зоне передачи открытые концы контейнеров находятся в рабочем соединении с указанной поверхностью, в первой зоне передачи закрытые концы контейнеров находятся в рабочем соединении с удерживающими узлами, и в зоне загрузки закрытые концы находятся в рабочем соединении с первой ветвью.
Предпочтительно по меньшей мере одна указанная поверхность и первая ветвь действуют так, чтобы создавать соответствующую одну из первой и второй притягивающих сил магнитами для притягивания контейнеров из железистого материала.
Предпочтительно принимающая контейнеры обращенная вперед поверхность второго передаточного конвейера является плоской поверхностью.
Предпочтительно удерживающие узлы расположены в один ряд вдоль пути и равномерно разнесены друг от друга.
Предпочтительно расстояние между удерживающими узлами остается постоянным при вращении первого передаточного конвейера.
Предпочтительно каждый контейнер имеет открытый конец и закрытый конец, противостоящий открытому концу; закрытый конец каждого контейнера включает купол, выступающий в сторону открытого конца; закрытый конец включает кольцевой упор первого диаметра, и упор выступает в направлении, противоположном открытому концу; каждый из удерживающих узлов включает гибкую присоску, имеющую отклоняемое кольцо с опорной поверхностью, которая входит в контакт с упором; указанная опорная поверхность имеет второй диаметр, который больше первого диаметра упора.
Предпочтительно каждый из удерживающих узлов также включает жесткий элемент, имеющий углубление, в котором расположена присоска; отклоняемое кольцо имеет поверхность, которая с небольшим зазором отнесена от жесткого элемента, когда присоска не напряжена; а когда присоска напряжена и удерживает контейнер, его поверхность входит в контакт с жестким элементом для ограничения отклонения отклоняемого кольца.
Предпочтительно, когда каждый контейнер из первых из следующих через один контейнеров передается в наружную колею, этот контейнер установлен с возможностью движения по ходу подачи на такое расстояние, что он будет расположен на расстоянии от контейнера на следующем из вторых следующих через один удерживающих узлов, который пересекает наружную колею.
Предпочтительно второй передаточный конвейер имеет выемку, проходящую вокруг указанной второй оси, причем выемка ограничена разнесенными первой и второй боковыми пограничными стенками, и по меньшей мере часть из указанных отверстий сообщается с указанной выемкой; каждый из контейнеров имеет размер поперечного сечения, который больше расстояния между указанными боковыми пограничными стенками; первый и второй передаточные конвейеры в рабочем положении расположены так, что контейнеры, принимаемые вторым передаточным конвейером, проходят в ширину через обе барьерные стенки.
Предпочтительно выемка ограничена также барьерной перегородкой.
Предпочтительно по меньшей мере часть указанных отверстий расположена в кольцевом ряду, окружающем вторую ось, являющуюся его центром.
Предпочтительно размер поперечного сечения контейнеров больше расстояния между соседними отверстиями в указанном кольцевом ряду.
Предпочтительно размер поперечного сечения контейнеров по меньшей мере равен двум расстояниям между двумя соседними отверстиями в указанном кольцевом ряду.
Предпочтительно отверстия расположены в концентрических первом и втором кольцевых рядах, окружающих вторую ось, являющуюся их центром, при этом второй кольцевой ряд расположен между второй осью и первым кольцевым рядом; во второй зоне передачи удерживающие узлы расположены так, что они формируют первый и второй ряды удерживающих узлов, при этом указанный второй ряд расположен между первой осью и первым рядом; первый и второй передаточные конвейеры в рабочем положении расположены так, что контейнеры на удерживающих узлах в первом ряду расположены с возможностью передачи на указанную поверхность на второй кольцевой ряд, и контейнеры на удерживающих узлах во втором ряду расположены с возможностью передачи на указанную поверхность на первый кольцевой ряд.
Предпочтительно второй передаточный конвейер имеет первую и вторую выемки, каждая из которых окружает вторую ось и ограничена парой отнесенных друг от друга боковых барьерных стенок, при этом отверстия первого кольцевого ряда сообщаются с первой выемкой, и отверстия второго кольцевого ряда сообщаются со второй выемкой; боковые барьерные стенки, которые образуют указанные выемки, отнесены друг от друга на такое расстояние, что размер поперечного сечения каждого из контейнеров больше расстояния между боковыми барьерными стенками, образующими каждую из выемок, и, таким образом, контейнеры, переданные на указанную поверхность в первом кольцевом ряду, выступают за обе боковые барьерные стенки, образующие первую выемку, и контейнеры, переданные на указанную поверхность во втором кольцевом ряду, выступают за обе боковые барьерные стенки, образующие вторую выемку.
Предпочтительно принимающая контейнеры поверхность второго передаточного конвейера выполнена плоской.
Предпочтительно каждая из выемок также ограничена отдельной барьерной перегородкой; и указанные отверстия проходят сквозь барьерные перегородки.
Предпочтительно размер поперечного сечения контейнеров больше расстояния между соседними отверстиями и в первом, и втором кольцевых рядах.
Предпочтительно размер поперечного сечения контейнеров по меньшей мере приблизительно в два раза больше расстояния между соседними отверстиями в каждом из указанных кольцевых рядов.
Предпочтительно отверстия в первом кольцевом ряду отверстий равномерно отнесены друг от друга и расположены посередине между боковыми барьерными стенками, образующими первую выемку; и указанные отверстия во втором ряду отверстий равномерно отнесены друг от друга и расположены посередине между боковыми барьерными стенками, образующими вторую выемку.
Предпочтительно удерживающие узлы расположены в один ряд, когда они проходят через указанную первую зону передачи, и оправки расположены в один ряд, когда они проходят через первую зону передачи; в указанной зоне передачи расстояние между соседними оправками больше, чем расстояние между соседними удерживающими узлами.
Технические задачи также были решены за счет создания устройства для транспортировки контейнеров, которое согласно изобретению содержит первый и второй передаточные конвейеры, причем первый конвейер установлен с возможностью вращения вокруг соответствующей первой оси, второй конвейер установлен с возможностью вращения вокруг соответствующей второй оси, при этом оси параллельны друг другу и разнесены в боковом направлении; конвейеры имеют такие размеры и их оси расположены так, что части первого и второго конвейеров накладываются в осевом направлении, отнесены в осевом направлении друг от друга и установлены с возможностью вращения мимо друг друга вокруг их соответствующих осей в районе наложения обоих первого и второго конвейеров; первый конвейер имеет первую поверхность, второй конвейер имеет вторую поверхность, и первая, и вторая поверхности противостоят друг другу в районе, где первый и второй конвейеры в осевом направлении накладываются и в осевом направлении отнесены друг от друга; первый конвейер имеет первую поверхность, выполненную с возможностью приложения первой притягивающей силы для удерживания контейнеров на первой поверхности, второй конвейер имеет вторую поверхность, выполненную с возможностью приложения второй притягивающей силы для удерживания контейнеров; носитель оправок установлен с возможностью непрерывного вращения вокруг третьей оси, отнесенной от первой оси, при этом первая и третья оси, носитель оправок и первый конвейер расположены с возможностью передачи контейнеров в один ряд с носителя оправок на первую поверхность первого конвейера; непрерывно движущийся ленточный конвейер имеет ветвь, установленную с возможностью движения для транспортировки контейнеров со второго конвейера, при этом ветвь расположена с возможностью приема контейнеров со второго конвейера во втором пункте передачи дальше по ходу вращения второго конвейера от района, где первый и второй конвейеры перекрывают друг друга; вторая поверхность второго конвейера имеет концентрические наружную и внутреннюю колеи, сформированные вокруг второй оси, при этом наружная и внутренняя колеи выполнены с возможностью создания второй притягивающей силы для удерживания контейнеров в соответствующей наружной и внутренней колеях при передаче контейнеров на вторую поверхность второго конвейера с первой поверхности первого конвейера; путь контейнеров на первой поверхности первого конвейера, внутренняя и наружная колеи второго конвейера и район наложения расположены так на соответствующих конвейерах, что в районе, где первый и второй конвейеры перекрывают друг друга при их вращении, путь части контейнеров на первом конвейере сначала пересекает наружную колею на втором конвейере, проходя перед нею, и затем пересекает внутреннюю колею второго конвейера; при вращении первого и второго конвейеров и когда первое множество контейнеров, удерживаемых на первом конвейере, пересекает наружную колею второго конвейера, первый конвейер установлен с возможностью удерживания первого множества контейнеров на первом конвейере, при этом первый конвейер установлен с возможностью освобождения первого множества контейнеров на внутренней колее второго конвейера; первый и второй конвейеры установлены с возможностью воздействия на второе множество контейнеров, удерживаемых первым конвейером, таким образом, что при пересечении каждого из второго множества контейнеров наружной колеи второго конвейера первый конвейер выполнен с возможностью прекращения первой притягивающей силы и высвобождения второго множества контейнеров от воздействия второй притягивающей силы в наружной колее второго конвейера; при этом первое и второе множества контейнеров расположены с возможностью транспортирования во внутренней и наружной колеях соответственно во второй пункт передачи на ленту.
Предпочтительно контейнеры первого и второго множеств чередуются по окружности первого конвейера.
Предпочтительно устройство дополнительно содержит соответствующие опоры контейнеров на первом конвейере для удерживания каждого из второго множества контейнеров, при этом каждая опора контейнера установлена с возможностью перемещения соответствующего удерживаемого контейнера из положения в радиальном направлении, в котором первое и второе множества контейнеров находятся в одном ряду с постоянным радиусом при передаче на первый конвейер с носителя оправок, во второе в радиальном направлении внутреннее положение в районе наложения первого и второго передаточных конвейеров таким образом, что в точке передачи между первым конвейером и вторым конвейером второе множество контейнеров расположено с возможностью движения по соответствующему пути, имеющему касательную, которая накладывается на касательную к наружной колее второго конвейера и параллельна ей.
Предпочтительно первое множество контейнеров на первом конвейере установлено с возможностью вращения по кольцевому пути вокруг первой оси, тогда как путь опор контейнеров и второго множества контейнеров на первом конвейере является не кольцевым путем с меньшим радиусом от первой оси в точке передачи второго множества контейнеров в наружную колею второго конвейера.
Предпочтительно устройство дополнительно содержит кулак на первом передаточном конвейере и имеет канал, проходящий вокруг первой оси, соответствующую кулачную следящую поверхность на каждой опоре для второго множества контейнеров, и каждая кулачная следящая поверхность входит в контакт с кулаком и следует его поверхности на первом конвейере, при этом кулак имеет такую конфигурацию, что когда кулачные следящие поверхности следуют кулачному каналу, второе множество контейнеров следует по соответствующему пути, на котором в точке передачи вторых контейнеров с первого конвейера на второй конвейер второе множество контейнеров расположено с возможностью движения вдоль пути, на котором касательная к пути второго множества контейнеров на первом конвейере совпадает с касательной к пути второго множества контейнеров на втором конвейере и параллельна ей.
Предпочтительно внутренняя и наружная колеи выполнены с возможностью приложения второй притягивающей силы благодаря тому, что колеи содержат соответствующие выемки во втором конвейере для удерживания в них контейнеров присасыванием.
Предпочтительно внутренняя и наружная колеи второго конвейера выполнены с возможностью приложения второй притягивающей силы благодаря тому, что колеи имеют расположенный на них магнитный материал для магнитного удерживания контейнеров.
Предпочтительно устройство дополнительно содержит магнитный материал на ветви ленточного конвейера для магнитной передачи контейнеров на ленточный конвейер со второго конвейера и для магнитного удерживания контейнеров на ленточном конвейере.
Предпочтительно первое множество контейнеров на первом конвейере установлено с возможностью вращения по кольцевому пути вокруг первой оси, а путь опор контейнеров и второго множества контейнеров на первом конвейере является некольцевым путем с меньшим радиусом от первой оси в точке передачи второго множества контейнеров в наружную колею второго конвейера.
Предпочтительно первая притягивающая сила, прилагаемая первой поверхностью, и вторая притягивающая сила, прилагаемая колеями второй поверхности, являются всасывающими силами.
Предпочтительно устройство дополнительно содержит ветвь ленточного конвейера, приспособленную для создания третьей притягивающей силы для удерживания контейнеров.
Предпочтительно внутренняя и наружная колеи второго конвейера выполнены с возможностью приложения второй притягивающей силы при помощи расположенного на них магнитного материала для магнитного удерживания контейнеров.
Предпочтительно устройство дополнительно содержит ветвь ленточного конвейера, приспособленную для создания третьей притягивающей магнитной силы для магнитного удерживания контейнеров.
Далее изобретение будет пояснено более подробно со ссылкой на прилагаемые чертежи, на которых
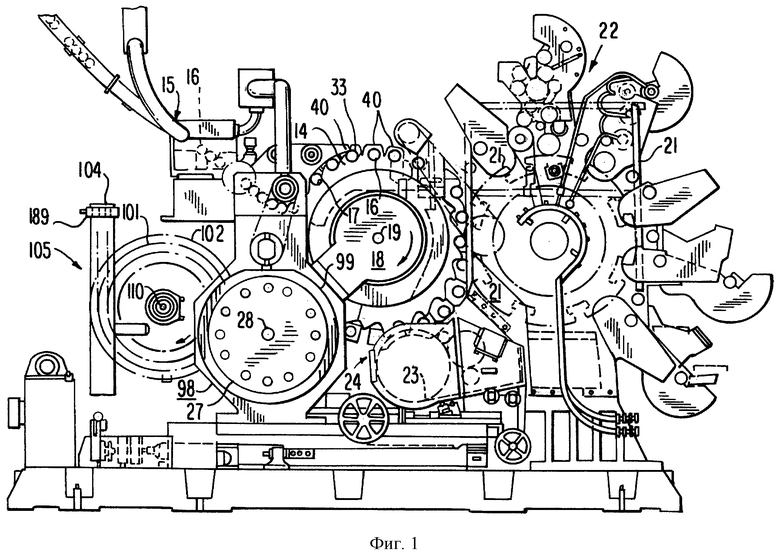
Фиг.1 - вертикальный вид сбоку непрерывно действующего устройства для декоративной окраски банок, имеющего конструкцию, соответствующую настоящему изобретению.
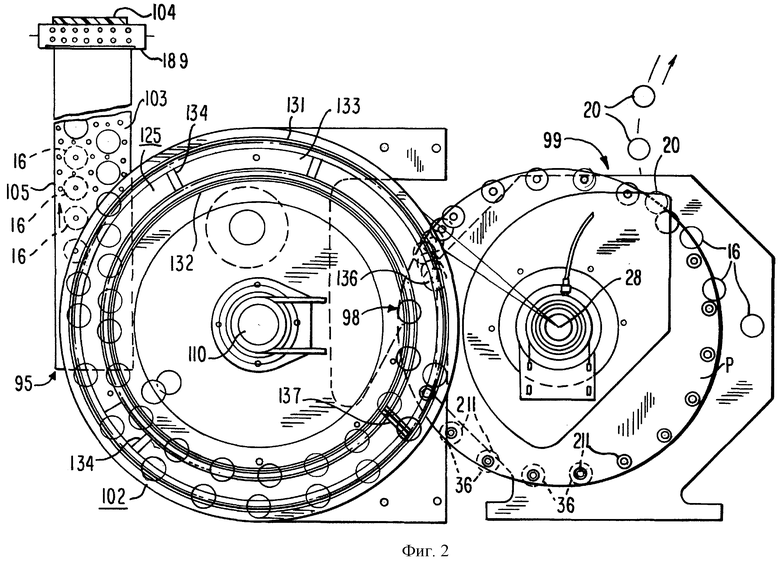
Фиг.2 - схематический частичный вертикальный вид сбоку основных элементов для перемещения и передачи банок.
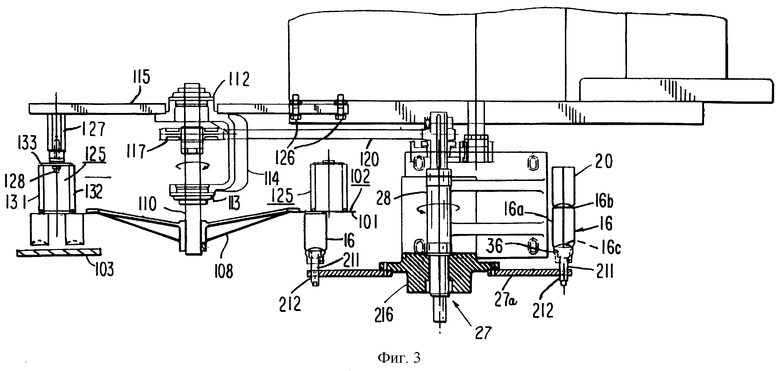
Фиг.3 - упрощенный вид сверху существенных передаточных элементов, показанных на фиг.2.
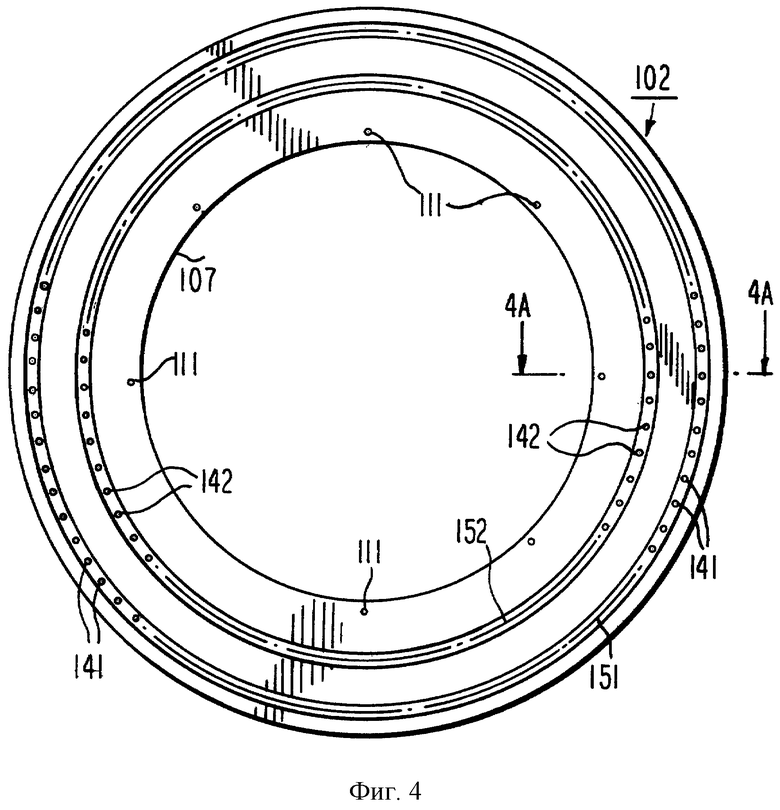
Фиг.4 - вертикальный вид сбоку плиты передаточного конвейера.
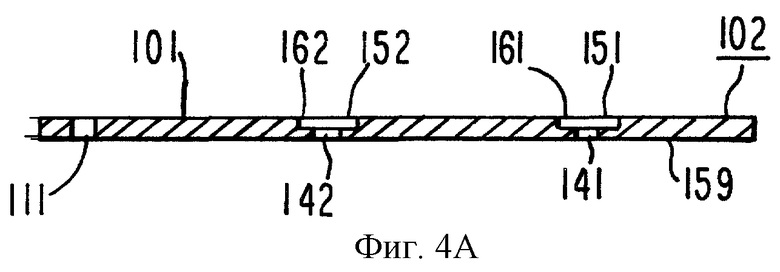
Фиг.4А - поперечное сечение, сделанное по линии 4А-4А на фиг.4, если смотреть по направлению стрелок 4А-4А.
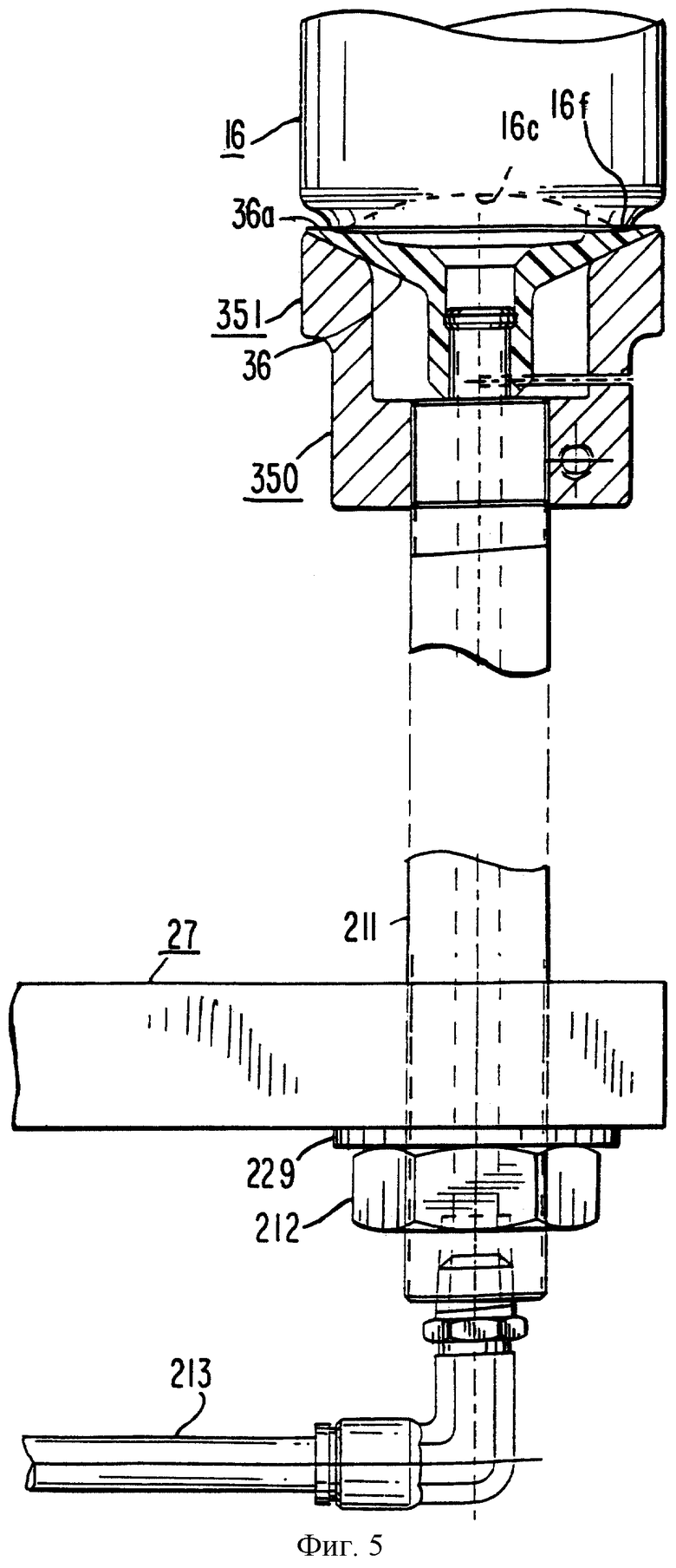
Фиг.5 - вертикальный вид сбоку одного из вакуумных подхватывающих элементов первого или передаточного всасывающего конвейера с банкой, удерживаемой таким вакуумным подхватывающим элементом.
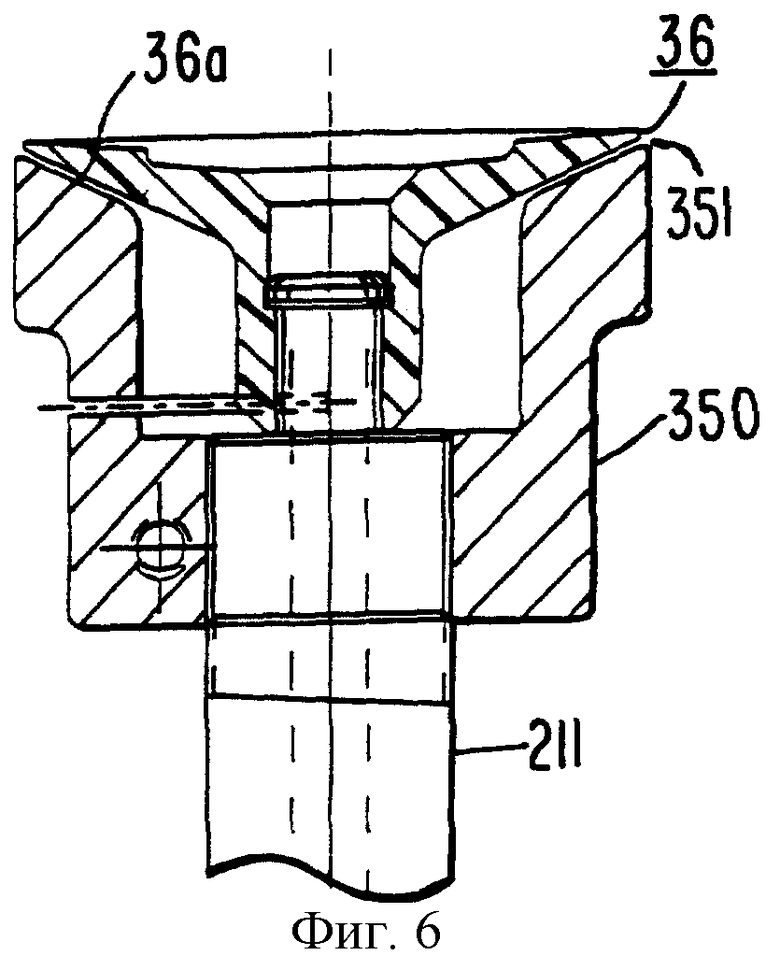
Фиг.6 - вертикальный вид сбоку части с присоской, показанной на фиг.5.
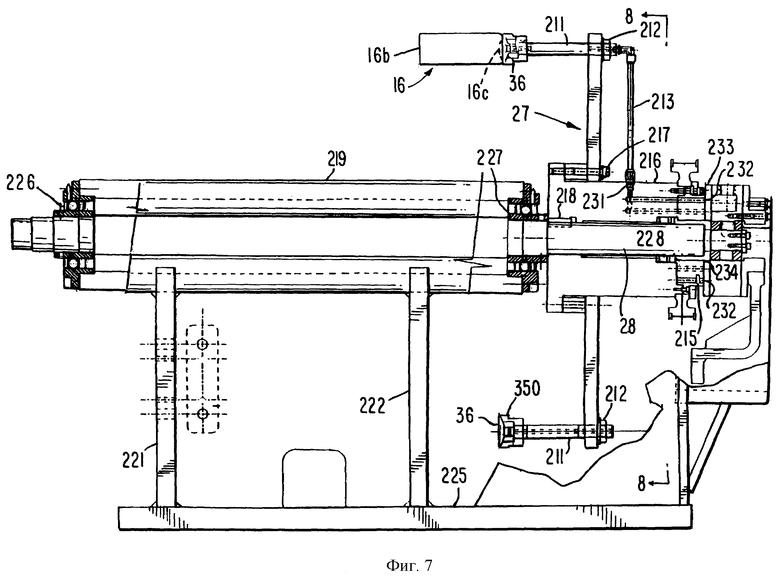
Фиг.7 - диаметральное поперечное сечение первого присасывающего конвейера и его крепление к раме устройства.
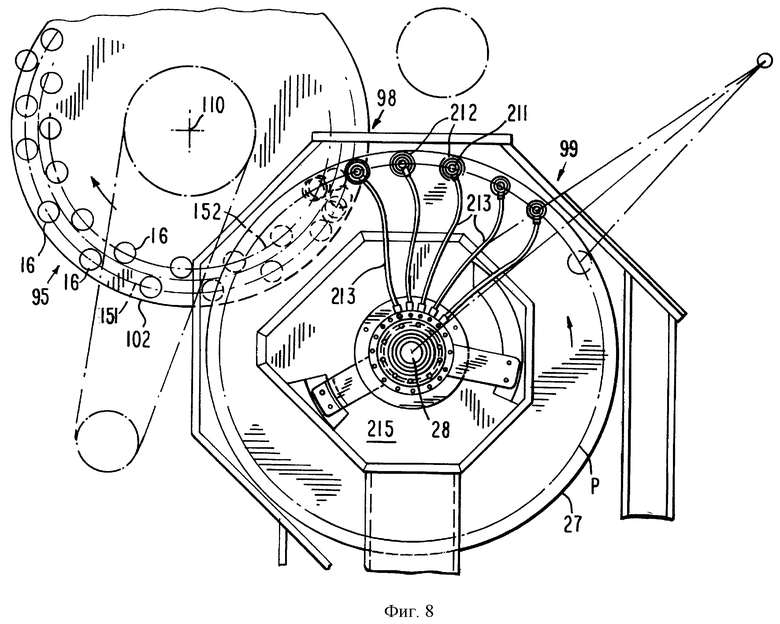
Фиг.8 - частичный вид с торца первого присасывающего конвейера, если смотреть по направлению стрелок 8, 8 на фиг.7.
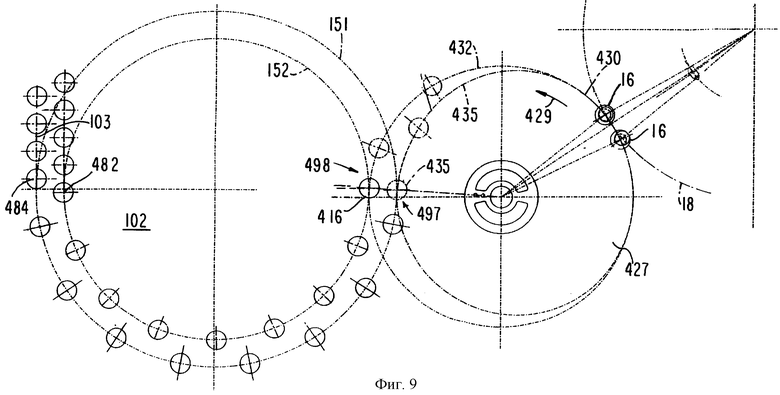
Фиг.9 - схематический путь движения банок с колеса с оправками на ленточный конвейер, когда используется второй вариант выполнения устройства для декоративной окраски банок, в частности, с вакуумными передаточными конвейерами.
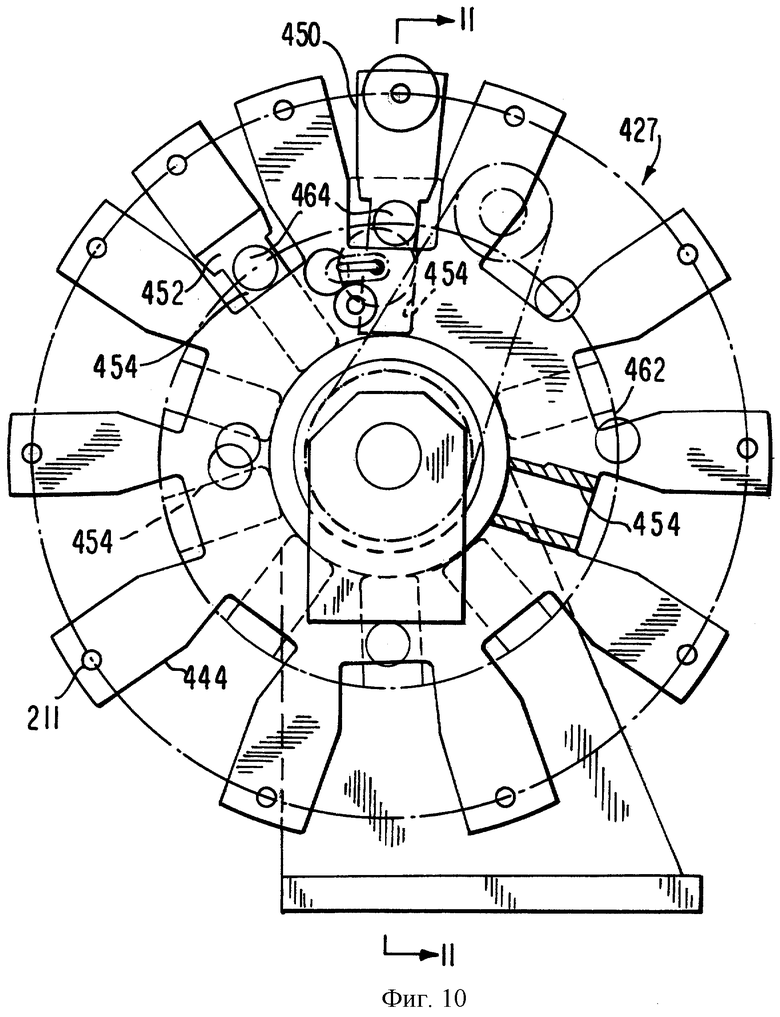
Фиг.10 - вертикальный вид сбоку первого передаточного конвейерного колеса для второго варианта осуществления изобретения.
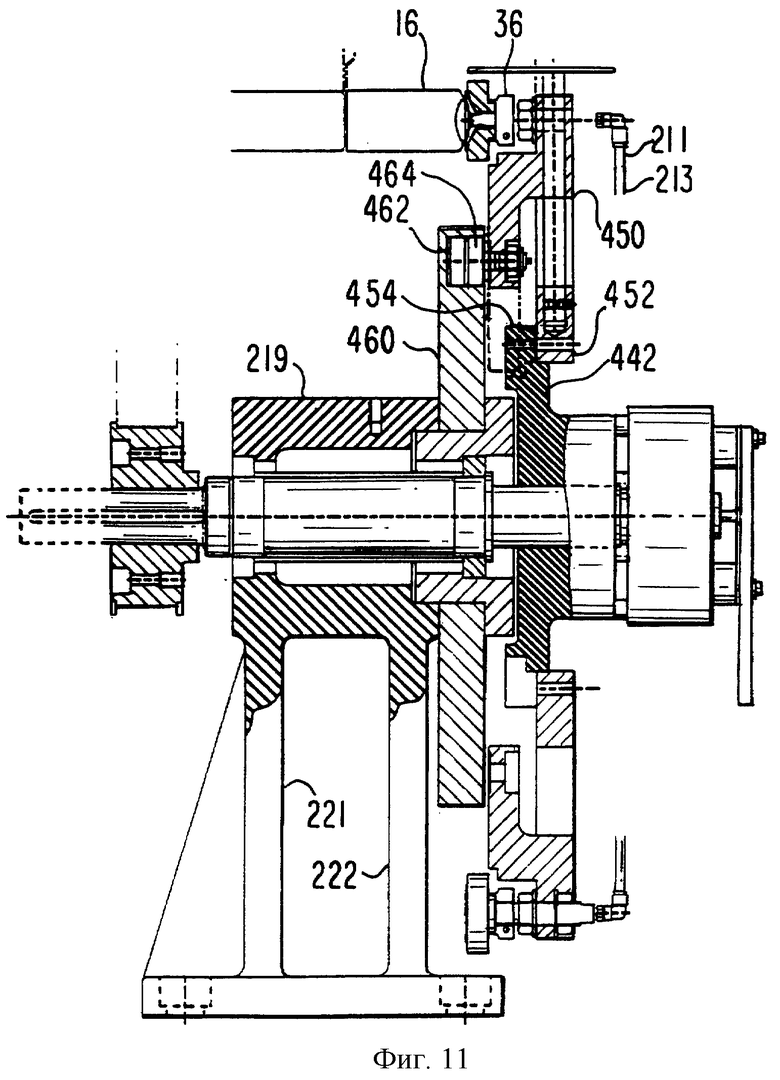
Фиг.11 - вид сечения по линии 11-11 на фиг.10 первого передаточного конвейерного колеса.
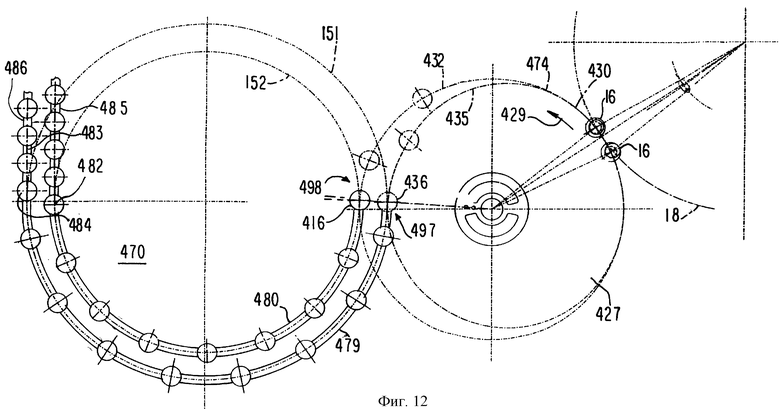
Фиг.12 изображает альтернативный вариант выполнения передаточного устройства с использованием магнитных передаточных элементов вместо вакуумных передаточных элементов.
Поскольку может быть желательно расширить следующее описание, следует делать ссылки на указанный выше патент США №5749631, а также на документы известного уровня техники, которые упоминались выше и включены сюда в качестве ссылочного материала.
Фиг.1 изображает первый вариант выполнения непрерывно действующего устройства для декоративной отделки контейнеров в виде цилиндрических металлических банок, которое включает настоящее изобретение. Входной конец на правой стороне устройства, показанного на фиг.1, аналогичен входному концу устройства, показанного на фиг.1 патента США №5749631. Однако согласно настоящему изобретению первое передаточное конвейерное колесо 27 данного устройства, которое подает банки 16 к передней поверхности 101 второго выдачного конвейерного колеса 102, вращающегося вокруг короткого вала 110 как его центра, не требует движения банок 16 в радиальном направлении к оси 28 вращения первого конвейерного колеса 27, как функции углового положения банок 16 (описанный ниже второй вариант, показанный на фиг.9-11, отличается).
Устройство, показанное на фиг.1, включает лоток 15 загрузочного конвейера, который принимает неотделанные банки 16, каждая из которых открыта на одном конце 16b (фиг.3), от средства подачи банок (не показано) и помещает их в дугообразные люльки или карманы 17, расположенные по периферии выровненных и разнесенных в осевом направлении колец 14, неподвижно прикрепленных к носителю оправок в форме колеса 18, закрепленному клином на горизонтальном ведущем валу 19. Горизонтальные шпиндели или оправки 20, каждая из которых является частью отдельного узла 40 оправка/привод, также установлены на колесе 18, при этом каждая оправка 20 в нормальном положении выровнена по горизонтали относительно отдельного кармана 17 и отнесена от него в коротком районе, проходящем далее по ходу подачи от загрузочного конвейера 15. В этом коротком районе неотделанные банки 16 движутся по горизонтали назад и передаются открытым концом вперед от каждого кармана 17 к отдельной оправке 20. Всасывающее усилие, прилагаемое через осевой канал, проходящий к внешнему или переднему концу оправки 20, притягивает банку 16 назад в конечное посадочное положение на оправке 20, в котором закрытый конец 16с банки 16 входит в контакт с наружным концом оправки 20. Каждая оправка 20 должна правильно загружаться банкой 16 в момент, когда оправка 20 находится вблизи датчика 33, который определяет, содержит ли каждая оправка 20 должным образом загруженную банку 16. В известных устройствах, если датчик 33 определяет, что какая-либо оправка 20 не загружена или загружена не должным образом, то когда эта конкретная оправка 20 проходит через зону декоративной отделки, в которой отделывающие офсетные сегменты 21 обычно входят в контакт с банками 16 в оправках 20, эта незагруженная или загруженная не должным образом оправка 20 движется в положение "исключения окраски", в котором ни она, ни удерживаемая ею банка 16 не будут входить в контакт с офсетным сегментом 21.
При установке в оправке 20 цилиндрическая стенка 16а каждой банки 16 декоративно отделывается, входя в контакт с одной из непрерывно вращающихся матриц для перенесения изображения, которые формируют офсетное полотно 21 декорирующей секции многоцветной печатной машины, обозначенной в целом ссылочным номером 22. После этого, все еще оставаясь закрепленной в оправке 20, каждая окрашенная банка 16 покрывается защитной пленкой, обычно лаком, наносимым на нее посредством введения в контакт с внешней окружностью аппликационного ролика 23 в окрасочном блоке, обозначенном в целом ссылочной позицией 24. Банки 16 с нанесенной декоративной окраской и защитным покрытием затем перемещаются от оправок 20 к удерживающим элементам или подхватывающим средствам на первом передаточном конвейерном колесе 27, состоящем из присосок 36.
На передаточном колесе 27 установлены большей частью отступающие от него назад двадцать полых стоек 211, составляющих кольцевое построение, сформированное вокруг оси 28 вращения как фиксированного центра колеса. На задней части каждой стойки 211 установлена отдельная присоска 36, и передней частью каждой стойки 211 является участок с наружной резьбой, принимаемый в отверстии с соответствующей внутренней резьбой, проходящем через колесо 27. К передней стороне колеса 27 каждую стойку 211 крепит отдельная стопорная гайка 212. Между каждой гайкой 212 и передней поверхностью передаточного конвейерного колеса 27 сжата отдельная плоская шайба 229.
При передаче банок 16 с оправок 20 на присоски 36 подхватывающие средства с присосками движутся в один ряд вдоль внешней окружности передаточного колеса 27 в первой передаточной зоне, обозначенной ссылочной позицией 99 (фиг.2), которая расположена между средством для нанесения лака окрасочного блока 24 и пунктом загрузки банок 16 в карманы 17. Передаточное колесо 27 вращается вокруг горизонтального вала 28, являющегося центром колеса, и перемещает банки 16 во вторую передаточную зону 98, в которой банки 16, переносимые колесом 27, передаются на переднюю плоскую поверхность 101 кольцеобразного второго выдачного или конвейерного колеса 102, как описано ниже.
Отдельная трубка или шланг 213 соединяет передний конец каждой стойки 211 на колесе 27 с вращающейся частью торцевого клапана 215 в ступице 216, которая прикреплена к центру вала 28 множеством винтов 217. Клин 218 с обеспечением привода соединяет ступицу 216 с горизонтальным валом 28, который проходит сквозь короткую трубу 219, которая приварена к разнесенным вертикальным элементам 221, 222, отступающим вверх от основания 225 стационарной рамы устройства. Опорные подшипники 226, 227 на противоположных концах трубы 219 с возможностью вращения поддерживают вал 28. Кольцевая обойма 228 на переднем участке вала 28 меньшего диаметра удерживает его в осевом положении. Зубчатое колесо (не показано), установленное на валу 28 вблизи его задней части, принимает приводную мощность, которая непрерывно вращает вал 28 и смонтированные на нем элементы.
Каждая трубка 213 соединена с отдельным отверстием 231 во внешней поверхности ступицы 216, и внутренние каналы 232 в ступице 216 соединяют каждое отверстие 231 с другим отверстием 232, которое входит в скользящий контакт с компенсирующей износ пластиной 233 на переходе 234 между подвижной и неподвижной секциями торцевого клапана 215.
Как будет описано ниже, один ряд банок 16 на колесе 27 преобразуется в два параллельных ряда банок 16, когда они передаются на второе выдачное конвейерное колесо 102. Построение в два ряда состоит из соответствующих наружной и внутренней канавок 151, 152 (фиг.4), образованных концентрическими неглубокими кольцевыми выемками в поверхности 101 колеса 102, сформированными вокруг оси 110 вращения колеса 102 как его центра. В выемках к банкам прикладывается присасывающее усилие, как описано ниже.
Присасывающее конвейерное колесо 102 несет банки по ходу подачи от передаточной зоны 98 через зону удерживания, которая проходит до зоны 95 загрузки, где закрытые концы 16с банок 16 находятся в непосредственной близости от восходящей вертикальной ветви 103 замкнутого перфорированного ленточного конвейера 105. Банки 16, находящиеся на конвейерном колесе 102, притягиваются вперед и сцепляются с вертикальной ветвью 103 с помощью всасывающих усилий, создаваемых широко известным способом для приложения всасывающего усилия через перфорированную ленту конвейера 105 и заднюю сторону ветви 103. Например, за лентой может располагаться открытая верхняя часть вакуумного кожуха. На ее дальнем по ходу подачи или верхнем конце ветвь 103 направляется всасывающим холостым роликом 189 и соединяется с горизонтальной ветвью 104. Ленточный конвейер 105 может транспортировать банки 16 через сушильную печь (не показана) или на один или более дополнительных конвейеров (не показаны), которые будут транспортировать банки 16 через сушильную печь.
Патент США №5183145 описывает, что в передаточной зоне 99 расстояние между соседними присосками 36 существенно меньше, чем расстояние между соседними оправками 20, и последние движутся с линейной скоростью, которая существенно выше скорости движения присосок 36. В дополнение к этому патент США №5183145 описывает, как автоматически регулируется положение относительно неподвижного клапанного элемента (не показан) для поддержания координированной работы конвейерного колеса 18 с оправками и передаточного колеса 27 при изменении разности линейных скоростей оправок 20 и присосок 36. Расстояние между банками регулируется в зависимости от диаметров траекторий движения банок на конвейерах и скоростей движения конвейеров для получения оптимального разнесения банок.
Круглое отверстие в центре кольцеобразного второго конвейерного колеса 102 закрыто круглой крышкой 108 (фиг.3) посредством болтов (не показаны), проходящих сквозь расположенные по внешней окружности крышки 108 отверстия 111 (фиг.4) с гарантированным зазором, для неподвижного прикрепления кольцеобразного колеса 102 к крышке 108. Крышка закреплена клином на коротком валу 110, который с возможностью вращения поддерживается в разнесенных по оси опорных подшипниках 112, 113, установленных на противостоящих ветвях U-образного кронштейна 114, который прикреплен к установочной плите 115. Между ветвями кронштейна 114 на валу 110 установлено и закреплено на нем клином ведомое зубчатое колесо 117. Двусторонний зубчатый ремень 120 привода входит в зацепление с зубцами ведомого зубчатого колеса 117 и ведущего зубчатого колеса (не показано). Последнее закреплено клином на ведущем валу 28 передаточного колеса.
Болты 126 неподвижно крепят установочную плиту 115 к стационарной части рамы устройства, при этом из монтажной плиты 115 выступают вперед относящие элементы 127. Дугообразная конструкция 125 пониженного давления коллектора прикреплена к передним концам относящих элементов 127 болтами 128. Конструкция 125 пониженного давления включает концентрические кольцевые боковые стенки 131, 132, соединенные задней стенкой 133, для образования кольцевого канала. Свободные передние кромки боковых стенок 131, 132 удерживаются на расстоянии друг от друга элементами 134 в форме стержней, а также барьерными перегородками 136 и 137 на соответствующих ближнем и дальнем по ходу подачи концах всасывающей камеры 135, которая сформирована между ними и проходит по нижней половине канала, образованного конструкцией 125.
Вращающееся конвейерное колесо 102 расположено перед конструкцией 125 пониженного давления и примыкает к ней с небольшим зазором, образуя покрытие для конструкции 125 пониженного давления. Между задней поверхностью 159 колеса 102 и свободными передними концами стенок 131, 132 камеры пониженного давления поддерживается необходимый зазор.
Как лучше видно на фиг.4, передаточное конвейерное колесо 102 имеет отверстия 141, которые расположены в один ряд для формирования наружного кольцевого ряда или канавки, и другие отверстия 142, расположенные в один ряд для формирования внутреннего кольцевого рада или канавки. Внутренний и наружный кольцевые ряды отверстий 141 и 142 расположены концентрически относительно оси 110 вращения колеса 102 как ее центра. Обращенная вперед поверхность колеса 102 имеет очень неглубокие концентрические кольцевые канавки 151, 152. Отверстия 141 наружного ряда проходят назад от дна 161 наружной канавки 151, и отверстия 142 внутреннего ряда проходят назад от дна 162 внутренней канавки 152.
При показанной конструкции каждая банка 16 удерживается на передаточном конвейерном колесе 102 всасывающими усилиями, которые втягивают воздух в камеру 135 по существу через два отверстия 141, когда банка 16 находится в наружном ряду, и по существу через два отверстия 142, когда банка 16 находится во внутреннем ряду.
Выемки, образующие концентрические канавки 151, 152, выполнены на передаточном конвейерном колесе 102 для предотвращения образования избыточного всасывающего усилия, которое могло бы вызвать повреждение банки 16, что могло бы иметь место когда весь свободный конец боковой стенки банки плотно прижимается к обращенной вперед стороне передаточного конвейерного колеса 102.
Таким образом, можно видеть, что настоящее изобретение обеспечивает получение непрерывно вращающегося передаточного конвейерного колеса в комбинации с присасывающей конвейерной лентой для замены обычного цепного конвейерного механизма со штифтами для транспортировки в печь. Хотя удерживание всасывающим усилием пригодно для работы как с банками из железного материала, так и банками, не содержащими железа (то есть алюминиевыми банками), когда подвергают декоративной отделке банки из железного материала, для притягивания и удерживания банок из железного материала на конвейерных колесах и/или ленте может использоваться магнитная сила, а не всасывающее усилие. Это показано на фиг.11, где магнитные дугообразные полосы, проходящие по дуге, такой же как у камеры 135 на фиг.2, помещают под вращающееся колесо 102, которое выполнено, например, из пластмассы или другого материала, который не нарушает магнитное поле, воздействующее на стальные банки.
Как показано более конкретно на фиг.2, 3, 5 и 8, банки 16 передаются от оправок 20 к присоскам 36 в зоне 99 посредством приложения давления, которое перемещает банки 16 вперед, пока они не будут притянуты к присоскам 36. Теперь банки 16 перемещаются против часовой стрелки вдоль кольцевого пути Р, который пересекает концентрические канавки 151, 152 в начальной части зоны 98, где удерживающее всасывающее усилие каждой присоски 36 сменяется на направленное в тыльную сторону давление, которое перемещает банки 16 на заднюю сторону 101 несущего колеса 102, где усилие всасывания, прилагаемое через нее, удерживает банки на колесе 102. В зоне 95 направленное назад усилие всасывания через конвейерное колесо 102 прекращается, и прилагается направленное вперед усилие всасывания через вертикальную ветвь конвейерной ленты 103 для притягивания банок 16 вперед на ленту 103. Дугообразные концы и камеры 135 расположены так, чтобы прилагать усилие всасывания к банкам на колесе 102 в указанных зонах.
Когда банки 16 проходят через зону 98, удерживающие всасывающие усилия, воздействующие на следующие через одну присоски 36, прекращаются в их соответствующих трубках 213, когда эти присоски 36 проходят перед наружной канавкой 151, таким образом, что эти следующие через одну присоски 36 попадают под влияние всасывания в конструкции 125 и притягиваются назад к передней поверхности несущего колеса 102. Удерживающие всасывающие усилия, которые воздействуют на остальные следующие через одну присоски 36, прекращаются также в их соответствующих трубках 213, когда эти присоски 36 проходят перед внутренней канавкой 152, таким образом, что оставшиеся следующие через одну присоски 36 попадают под действие всасывающего усилия в структуре пониженного давления или конструкции 125 и притягиваются назад к передней поверхности 101 конвейерного колеса 102, которое продолжает нести два концентрических ряда банок 16 из зоны 98 в зону 95.
Положения банок 16 стабилизируются прочным захватом банок 16, когда они удерживаются на вращающихся конвейерных колесах 18 и 102. Этот прочный захват обеспечен образованием кольцевого упора 16f банки 16 с диаметром, меньшим диаметра основной опорной или удерживающей поверхности 36а отклоняемого присасывающего кольца присоски 36. Каждая гибкая присоска 36 установлена на отдельной, относительно жесткой чашке 350, прикрепленной к задней части стойки 211. Когда присоска 36 находится в ненапряженном состоянии, за поверхностью 36а существует очень узкий зазор 351, и когда присоска 36 напряжена приложенным всасывающим усилием в стойке 211 или посредством приложения силы, направленной вперед, к опорной поверхности 36а, последняя смещается лишь немного из положения, занимаемого поверхностью 350, когда присоска не напряжена. Жесткая опора, обеспечиваемая для присоски 36, ограничивает перекашивание присоски 36 до точки, где присоска 36 не входит внутрь купола, образуемого дном 16с банки 16. Таким образом, когда конфигурация присоски 36 изменяется, поскольку присоска 36 испытывает напряженные и ненапряженные состояния, это изменение конфигурации очень невелико. Следовательно, эти изменения могут происходить очень быстро и не вызывая большого отклонения присоски 36. При передачах банки с соответствующей удерживающей оправки на первый конвейер, и в частности с первого на второй конвейеры, банка проходит короткое расстояние в осевом направлении и может наклоняться, или скашиваться, или ударяться, или сталкиваться кромкой. Таким образом, желателен небольшой зазор между колесами и средствами транспортировки в точке передачи банок.
На фиг.2 показано резкое изменение направления на входе в передаточную зону 98, которому подвергаются банки 16, когда они перемещаются из их ряда на первом конвейерном колесе 27 в наружную канавку 151 на втором передаточном конвейерном колесе 102. Это резкое изменение направления могло бы не создавать помех правильному расположению банок на втором передаточном конвейере при относительно невысоких скоростях вращения первого и второго конвейеров. Однако более высокий темп производства банок предусматривает более высокие скорости вращения передаточных конвейеров. Резкое изменение направления может заставить банки, передаваемые в наружную канавку 151 второго конвейера, проскальзывать дальше их правильного положения в канавке 151 вследствие инерции, что нежелательно нарушает должное расположение этих банок. Как отмечалось выше, желательно, чтобы передача банок с одного конвейера на другой происходила по соответствующим траекториям на обоих конвейерах, где касательные к обоим траекториям в точке передачи банки с одного вращающегося конвейера на другой накладывались бы и были параллельны друг к другу. Это позволяет получать траекторию передачи банки с одной части ее пути через устройство к любой другой части и, в частности, передачи с первого конвейерного колеса 27 в соответствующую канавку на втором конвейерном колесе 102, которая не пересекает касательную к траектории банки на обоих конвейерах, а параллельна обеим касательным в каждой точке передачи, поскольку обе касательные накладываются друг на друга и параллельны в точке передачи.
На фиг.9 показан модифицированный путь банок через устройство для декоративной отделки от колеса с оправками на ленту, несущую банки в сушильную печь, где в каждой точке передачи в устройстве касательная к пути банки на передающем элементе и касательная к пути банки на принимающем элементе накладываются друг на друга и параллельны таким образом, что банка не должна резко изменять направление ее движения между путями передающего элемента и принимающего элемента.
Как показано на фиг.9, банки 16 сходят с колеса 18 с оправками, как и раньше, на первое передаточное конвейерное колесо 427. Это колесо движется против часовой стрелки в направлении, показанном стрелкой 429. Первоначально путь 430 всех банок 16 на колесе с оправками является путем в один ряд. Однако когда банки вращаются колесом 427 и приближаются к зоне 498 передачи на второе передаточное конвейерное колесо 102, образуются два расходящихся пути. Наружный по радиусу путь 432 комбинируется с путем 430 по окружности, при этом его радиус подобран таким образом, и положения колес 427 и 102 подобраны таким образом, что точка, в которой происходит передача банок 16, находящихся на наружном пути 430, 432, во внутреннюю по радиусу канавку 152 на колесе 102, находится на совпадающих параллельных накладывающихся друг на друга касательных к путям 430, 432 и канавке 152. В результате, когда каждая банка 16 затем в показанном положении банки 416 передается с пути 430, 432 в канавку 152, резкого изменения направления движения банки не происходит. Путь 430, 432 и точки передачи банок 16, показанные на фиг.9, согласуются с первым вариантом осуществления изобретения, показанным на фиг.2. Банки 16 на пути 432 образуют первое множество банок, и каждая вторая банка на периферии колеса 427 относится к первому множеству.
Чередующееся второе множество банок 16 в ряду на пути 430 удерживается, как описано ниже, так, что оно движется не по кольцевому пути, а по пути 435 с постепенно уменьшающимся радиусом, пока оно не достигнет показанной точки передачи банки 436. В этом положении банка 436 на пути 435 находится в таком же радиальном положении, как и наружная канавка 151 на конвейерном колесе 102. Банка 436 находится в положении, где происходит передача банок с пути 435 в наружную канавку 151. Касательная к пути 435 в точке расположения банки 436 совпадает с касательной к пути наружной канавки 151 в точке расположения банки 436, параллельна ей и накладывается на нее. Поскольку касательные к пути 435 и канавке 151 здесь параллельны и накладываются друг на друга, банка 436 не подвергается резкому изменению направления ее движения, которое пересекало бы любую из касательных в точке передачи, и банка, таким образом, вероятнее удержится в избранном правильном положении в канавке 151. Отличие от передачи между конвейером 27 и конвейером 102 банки 16, показанной на фиг.2, значительно, как можно видеть на фиг.2, где происходит резкое изменение направления.
Как описано выше, банки на втором конвейере 102 вращаются к ленточному конвейеру 103 и передаются на ленточный конвейер 103 также, как в предшествующем варианте осуществления изобретения. Можно видеть, что передача на ленточный конвейер происходит по касательным к обоим канавкам 151 и 152 и по касательной к ленте, которые параллельны.
Основное отличие между первым и вторым вариантами осуществления изобретения, показанными на фиг.2 и 9 соответственно, состоит в первом передаточном конвейерном колесе 427 второго варианта осуществления изобретения, показанного на фиг.10 и 11. Колесо 427 отличается от колеса 27 в первом варианте осуществления изобретения тем, что присасывающие основания второго множества предпочтительно каждых вторых банок на колесе 427 могут двигаться в радиальном направлении на колесе 427, следуя путям 430, 435 при вращении колеса. В простейшей форме каждая банка из второго множества чередующихся движущихся банок находится на соответствующем основании, которое направляется кулаком в радиальном направлении по пути 430, 435 при вращении колеса 427.
Колесо 427 имеет основную часть 442 в форме "лепесткового колеса" с рядом выступающих в радиальном направлении опорных кронштейнов 444, каждый из которых имеет соединение для удерживания соответствующей банки. Соединения соответствуют элементам 37, 36, 211, 212 на фиг.3. В отличие от того, чтобы все колесо 427 имело такую конструкцию с фиксированным радиусом, такая конструкция обнаруживается только на опорах 444 для следующих поочередно банок 16 первого множества. Банки 16, удерживаемые на опорах 444, не изменяют своих положений в радиальном направлении на колесе и располагаются в радиальном направлении так, что они следуют по пути 432 (фиг.9) и передаются во внутреннюю канавку 152 второго вращающегося конвейера 102.
Между соседними опорами 444 помещены смещаемые в радиальном направлении опорные панели 450. Каждая из этих панелей имеет отступающий по радиусу внутрь опорный район 452, который входит в соответствующую проходящую в радиальном направлении выемку 454 в задней поверхности корпуса 442. Взаимодействие между каждой выемкой 454 и опорным районом 452 соответствующей панели 450 направляет панель для обеспечения возвратно-поступательного движения в радиальном направлении, не допуская отклонения панели 450 от ее радиуса.
Труба 219 на вертикальных элементах 221, 222 рамы поддерживает неподвижный вертикальный кулачный элемент 460, имеющий кулак 462 в форме канала, который проходит вокруг центральной оси кулачного элемента. Кулак 462 имеет профиль по протяженности кулачного элемента 460, который соответствует по профилю, конфигурации и изменению радиуса от оси корпуса пути 435, показанному на фиг.9, вдоль которого банки 16 смещаются по радиусу внутрь, пока они не дойдут то точки 497 передачи. Кулак 462 в форме канала открыт назад от корпуса 460. К передней поверхности каждой подвижной в радиальном направлении панели 450 для поддержки банки прикреплен соответствующий кулачный следящий элемент 464, который движется в кулаке 462 в форме канала, и это направляет панели 450 по радиусу внутрь и наружу при вращении колеса.
Различные всасывающие соединения для удерживания банки на первом конвейерном колесе 427 аналогичны тем, что используются для стационарных поддерживающих банки опор 444 и панелей 450. Гибкий шланг на всех соединениях 211, 213 поглощает радиальное движение панелей 450.
Как показано на фиг.12, указанное выше направляемое кулаком подвижное в радиальном направлении удерживающее банку устройство первого передаточного конвейера 427 может вести ко второму конвейерному колесу 470, которое отличается от второго конвейерного колеса 102, показанного на фиг.9, тем, что конвейерное колесо 470 имеет соответственно конфигурированные магнитные пути 479 и 480, которые могут замещать всасывающие удерживающие средства, когда на втором конвейере должны удерживаться стальные или железистые банки. Магнитные пути имеют такую же протяженность на путях банок, как и средства для всасывания воздуха, применяемые на втором конвейере, как показано во втором варианте осуществления изобретения на фиг.9-11.
Соответственно всасывание воздуха, применяемое с лентой конвейера 103 в варианте осуществления изобретения, показанном на фиг.9-11, может заменяться соответствующими магнитными путями на ленте 483.
Фиг.12 схематически изображает расположение магнитного материала, находящегося на втором передаточном конвейерном колесе 470, и ленту 483, которая могла бы заменять присасывающие средства для удерживания банок из железистого материала. Магнитный материал может использоваться только на одном втором конвейерном колесе 470 и/или ленте 483, но не должен использоваться на них обоих, и не должен использоваться по всей протяженности путей транспортировки. Устройство с заменяющим магнитным материалом для варианта осуществления изобретения, показанного на фиг.9, показано на фиг.12. Магнитный материал на втором конвейерном колесе 470, а также на ленте 483, находится на лентах, соответствующих всасывающим канавкам 151 и 152 и ленте конвейера 103, описанных выше относительно фиг.9. Магнитный материал остается неподвижным и остается поддерживаемым рамой устройства достаточно близко к вращающемуся конвейерному колесу и/или ленте и за их поверхностями, входящими в контакт с банками так, чтобы притягивать банки к колесам и ленте.
На втором передаточном колесе 470 соответствующие магнитные ленты 479 и 480 для наружной канавки 151 и внутренней канавки 152 соответственно могли бы начинаться в точках передачи 497 в положении банки 436 и 498, в положении банки 416 или непосредственно перед этими точками, где касательные к путям банок на первом и втором колесах накладываются и могли бы продолжаться по часовой стрелке по окружности колеса 102 до точек 482 и 484 передачи, где происходит передача на ленту 483. Аналогично лента имеет магнитные элементы 485 и 486, расположенные с ее тыльной стороны для притягивания банок, и эти магнитные элементы начинаются в точках 482, 484 передачи или непосредственно перед ними и проходят вдоль ленты.
Хотя настоящее изобретение было описано относительно конкретных вариантов его осуществления, для специалиста в данной области техники будут очевидны многие другие варианты и модификации и другие варианты использования. Таким образом, предпочтительно, чтобы настоящее изобретение ограничивалось не данным здесь конкретным описанием, а только прилагаемой формулой изобретения.
Изобретение относится к транспортирующим устройствам, в частности к непрерывно движущемуся устройству для декоративной окраски цилиндрических контейнеров. Устройство включает первый и второй передаточные конвейеры, вращающиеся вокруг первой и второй осей, в основном параллельных друг другу; носитель оправок, вращающийся вокруг третьей оси, и непрерывно движущийся ленточный конвейер, имеющий первую ветвь; первый конвейер расположен в осевом направлении впереди второго конвейера и носителя, и первая ветвь проходит в осевом направлении впереди второго конвейера; множество несущих контейнеры оправок на носителе, отступающих в осевом направлении; множество несущих контейнеры удерживающих узлов на первом конвейере, обращенных в осевом направлении для движения по кольцевому пути вокруг первой оси как вокруг центра; второй конвейер имеет поверхность для притягивания контейнеров с первого конвейера на второй конвейер посредством первой притягивающей силы для захватывания и удерживания их. Части носителя и первого конвейера находятся напротив друг друга в первой зоне передачи, где удерживающие узлы принимают контейнеры, перемещаемые оправками; части первого и второго конвейеров находятся напротив друг друга во второй зоне передачи, где поверхность принимает контейнеры от удерживающих узлов; части первой ветви и второго конвейера находятся напротив друг друга в зоне загрузки, где контейнеры от второго конвейера принимает на себя первая ветвь ленточного конвейера. Первая ветвь выполнена с возможностью приложения второй притягивающей силы для контейнеров, принятых со второго конвейера на первую ветвь. Зона загрузки расположена по ходу подачи после второй зоны передачи на пути вращения второго конвейера, и зона удерживания проходит между второй зоной передачи и зоной загрузки. Поверхность второго конвейера включает концентрические наружную и внутреннюю кольцевые колеи вокруг второй оси как их центра. Путь и колеи расположены так, что во второй зоне передачи каждый из удерживающих узлов расположен с возможностью движения вдоль пути, сначала пересекаясь с наружной колеей и затем пересекаясь с внутренней колеей. В зоне загрузки внутренняя и наружная колеи противостоят первой ветви. Когда первые из следующих через один удерживающих узлов пересекаются с наружной колеей, контейнеры на первых из следующих через один удерживающих узлов высвобождаются из них для передачи на второй конвейер в наружную колею. Когда вторые из следующих через один удерживающих узлов пересекаются с внутренней колеей, контейнеры на вторых из следующих через один удерживающих узлов высвобождаются из них для передачи на второй конвейер во внутреннюю колею. Изобретение также имеет второй вариант исполнения. Упрощается конструкция, повышается надежность работы и производительность устройства, в частности при транспортировании банок от высокоскоростного декорирующего устройства непрерывного действия через сушильную печь. 2 с. и 38 з.п. ф-лы, 12 ил.
| US 5749631 A, 12.05.1998.SU 704858 A, 28.12.1979.SU 590202 A, 07.02.1978.SU 1726330 A1, 15.04.1992.US 4467908 A, 28.08.1984.US 5183145 A, 02.02.1993.US 5231926 A, 03.08.1993. |
