Изобретение относится к области турбостроения и может быть использовано для восстановления уплотнительных свойств сотовых вставок в конструкциях с утолщенными стенками сотовой структуры, которые в процессе эксплуатации потеряли заостренную форму кромок и, как следствие, частично уплотнительные свойства.
Известны конструкции сотовых уплотнений, использующие не паяные (тонкостенные) сотовые структуры, а утолщенные пластины, полученные электроискровой обработкой [1]. По технологическим условиям толщина стенок сот не может быть получена относительно тонкой (Д>0,3…0,4 мм). По сравнению с паяными сотами с толщиной стенки (А=0,05…0,1 мм) указанные сотовые структуры имеют повышенный коэффициент утечки, особенно при скруглении первоначально острых стенок сот в процессе эксплуатации на торцах уплотнения.
Недостатками таких конструкций сотовых уплотнений является его относительная дороговизна, так как при ремонте происходит замена сотовых уплотнений.
По данным [2] коэффициент расхода уплотнения с закругленными стенками торцов сот возрастает с 0, 72 до 0,96 (на 30…35%).Дальнейшая эксплуатация будет происходить при пониженной экономичности из-за увеличения утечек в уплотнениях, особенно в паровых турбинах, где часть вала, занятая концевыми и промежуточными уплотнениями превышает 40% [2].
Задача изобретения упрощение и удешевление процессов восстановления сотовых уплотнений при ремонте, позволяющий неоднократно применять их без замены на новые изделия, а также стабилизация и восстановления монтажного зазора при ремонтных работах.
Указанная задача достигается тем, что способ восстановления работоспособности сотового уплотнения в при ремонте, отличающийся тем, что толщина стенок сот более 0,3 мм, обработку торцевых поверхностей сот выполняют шлифованием до остроты прямоугольной формы торцов стенок сот, при этом восстановление величины монтажного зазора в сотовом уплотнении осуществляется за счет смещения сотоблока в радиальном направлении боковыми пластинами, в которых крепятся сегменты уплотнения.
В предлагаемом изобретении используется способ восстановления уплотняющих свойств сотовых (утолщенных) сегментов в процессе ремонта за счет шлифования достаточно жесткой, устойчивой сотовой поверхности в простом приспособлении, обкатываемом по диаметру обоймы и снятием слоя металла торцов до остроты прямоугольной формы торцов стенок сот. Восстанавливается первоначальная прямоугольная форма торцов сотовой структуры с острыми кромками, однако при этом увеличивается первоначальный монтажный зазор δ в уплотнении до δ1. Монтажный зазор δ в уплотнении восстанавливается за счет смещения сотоблока в радиальном направлении боковыми пластинами, в которых крепятся сегменты уплотнения, то есть перемещается к центру вала.
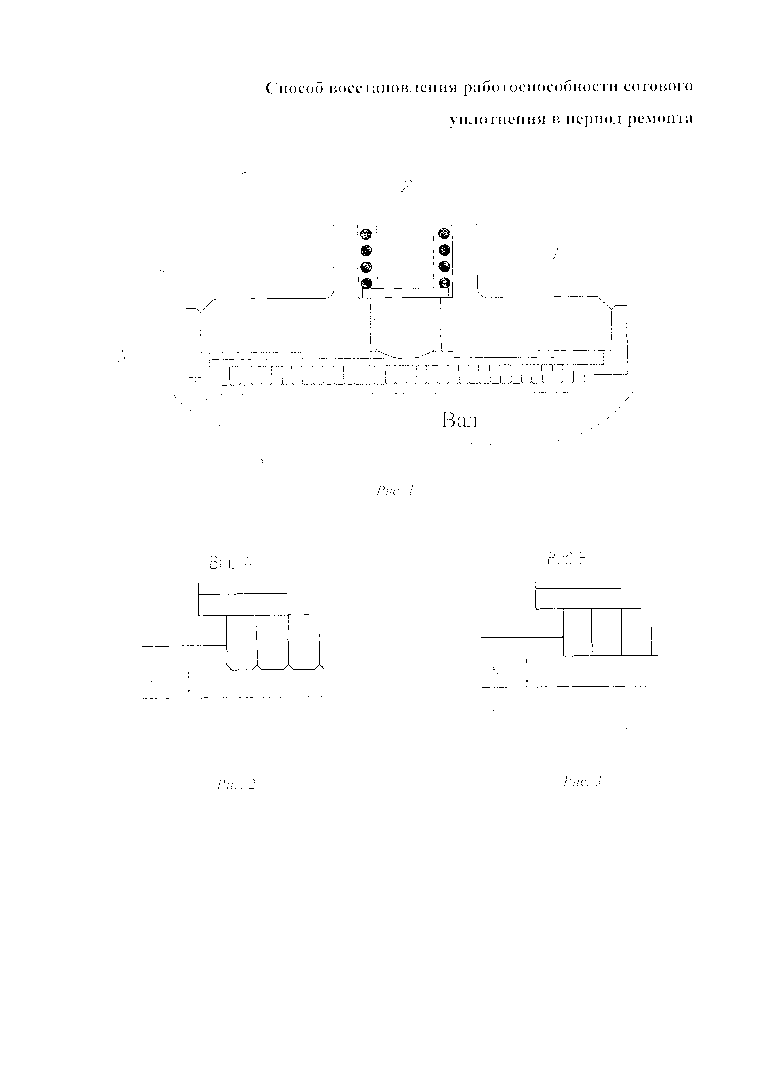
На рис. 1 изображен сегмент сотовых уплотнений до восстановления, на рис. 2 вид А, соты до восстановления, на рис. 3 вид. А соты после восстановления, рис. 4 изображен сегмент сотовых уплотнений после восстановления.
В сегмент сотовых уплотнений 1 (рис. 1) установлены демпфирующее устройство 2, а также сотоблок 3, который крепится боковыми пластинами 4 к сегменту 1. Сотоблок 3 имеет торцевую поверхность 5 сот.
До восстановления сотового уплотнения (рис. 2) показано, что отсутствуют прямоугольные формы торцов стенок сот, что сказывается на уплотни-тельных свойствах. После шлифования торцевой поверхности 5 сот (рис. 3) восстановлены прямоугольные формы торцов стенок сот, но при этом увеличился монтажный зазор δ1. Для восстановление величины монтажного зазора δ в сотовом уплотнении, нужно сместить сотоблок 3 за счет боковых пластин 4 на разницу между δ и δi.
При осуществлении изобретения могут быть получены следующие технико-экономические результаты:
1. Используется относительно недорогой способ ремонта сотовых вставок, позволяющий неоднократно применять уплотнения без замены на новые изделия.
2. Восстанавливаются практически до предремонтного уровня уплотни-тельные свойства сотовых уплотнений.
Источники информации
1. Перевезенцев В.Т., Шилин М.А. «Совершенствование конструкции уплотнения зазоров в проточной части газоперекачивающего агрегата ГТК-10-4»: Вестник БГТУ №1, 2015, стр. 35-40
2. Трухний, А. Д., Булкин А. Е. «Паротурбинная установка энергоблоков Балаковской АЭС». Учебное пособие. - М.: Издательство МЭИ, 2004. - стр. 54, 64.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОТОВОЕ УПЛОТНЕНИЕ И СПОСОБ ЕГО ПРИМЕНЕНИЯ ПРИ ЗАМЕНЕ УПЛОТНЕНИЙ С ГРЕБНЯМИ ПО ВАЛУ ТУРБОУСТАНОВОК | 2007 |
|
RU2355892C2 |
| Модернизированное периферийное уплотнение рабочего колеса | 2018 |
|
RU2695239C1 |
| СПОСОБ ФИКСАЦИИ СОТОВОГО УПЛОТНЕНИЯ ВО ВНУТРЕННЕМ КОРПУСЕ СТАТОРА ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2012 |
|
RU2493372C1 |
| АКУСТИЧЕСКИЙ ИМПЕДАНСНЫЙ СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПАЯНЫХ И КЛЕЕВЫХ СОЕДИНЕНИЙ ОБШИВКИ С ТОРЦАМИ СОТ В ОДНОСТОРОННИХ СОТОВЫХ КОНСТРУКЦИЯХ | 1992 |
|
RU2069362C1 |
| ПЛОСКОЩЕЛЕВОЙ ЭЖЕКТОР | 2016 |
|
RU2666683C2 |
| ЗАЩИТНАЯ ОБОЛОЧКА | 1997 |
|
RU2171895C2 |
| ВСТАВКА СОТОВОГО НАДБАНДАЖНОГО УПЛОТНЕНИЯ ПАРОВОЙ ТУРБИНЫ И СПОСОБ УСТАНОВКИ ВСТАВОК СОТОВОГО НАДБАНДАЖНОГО УПЛОТНЕНИЯ | 2010 |
|
RU2447294C2 |
| Система регулирования радиального зазора | 2017 |
|
RU2649167C1 |
| Способ изготовления многослойной сотовой панели | 1980 |
|
SU935581A1 |
| ЛУНОЧНЫЕ УПЛОТНЕНИЯ ПАРОВОЙ ТУРБИНЫ | 2017 |
|
RU2667245C2 |
Изобретение относится к области турбостроения. Способ восстановления работоспособности сотового уплотнения при ремонте, отличающийся тем, что толщина стенок сот более 0,3 мм, обработку торцевых поверхностей сот выполняют шлифованием до остроты прямоугольной формы торцов стенок сот, при этом восстановление величины монтажного зазора в сотовом уплотнении осуществляется за счет смещения сотоблока в радиальном направлении боковыми пластинами, в которых крепятся сегменты уплотнения. Используется относительно недорогой способ ремонта сотовых вставок, позволяющий неоднократно применять уплотнения без замены на новые изделия. 4 ил.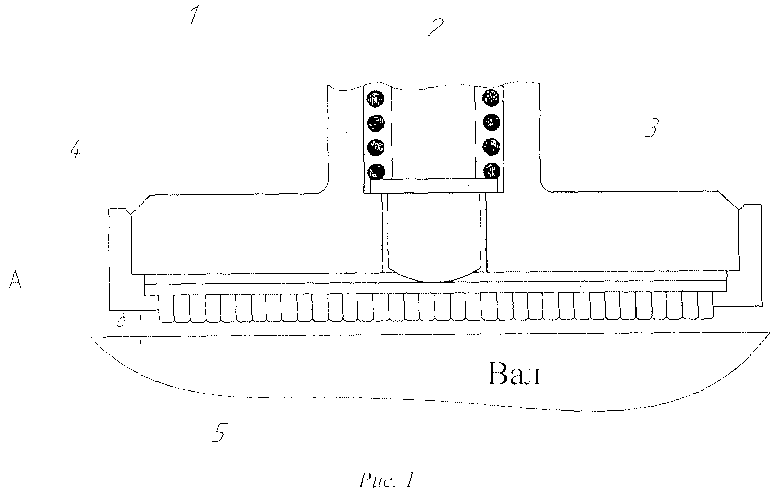
Способ восстановления работоспособности сотового уплотнения при ремонте, отличающийся тем, что толщина стенок сот более 0,3 мм, обработку торцевых поверхностей сот выполняют шлифованием до остроты прямоугольной формы торцов стенок сот, при этом восстановление величины монтажного зазора в сотовом уплотнении осуществляется за счет смещения сотоблока в радиальном направлении боковыми пластинами, в которых крепятся сегменты уплотнения.
| ЛОКАЛИЗОВАННЫЙ РЕМОНТ КОМПОНЕНТА ИЗ СУПЕРСПЛАВА | 2014 |
|
RU2624884C2 |
| US 4449714 A, 22.05.1984 | |||
| СПОСОБ ВОССТАНОВЛЕНИЯ РАДИАЛЬНЫХ ЗАЗОРОВ В КОНЦЕВЫХ И ДИАФРАГМЕННЫХ УПЛОТНЕНИЯХ ПАРОВЫХ ТУРБИН | 0 |
|
SU406024A1 |
| Пресс-подборщик | 1960 |
|
SU138107A1 |
| Способ восстановления радиальных зазоров в концевых и диафрагменных уплотнениях паровой турбины | 1989 |
|
SU1724901A1 |

