Данное изобретение относится к устройству для очистки валков, которое может использоваться, в частности, для удаления чешуек окалины с цилиндров валков нагревательной печи для плоских блюмов или подобных заготовок, которые должны быть прокатаны в листы.
В сталелитейной промышленности при прокате полосовой продукции все более широкое распространение получают установки высококачественного литья с использованием валковых печей, предназначенные для непосредственного проката в листы.
Эти установки содержат нагревательную печь для плоских блюмов или подобных заготовок, которые должны быть раскатаны в листы, расположенную непосредственно за линией непрерывного литья, для перемещения плоских блюмов или подобных заготовок к прокатному стану, и предназначенную для оптимизации температуры нагрева самих плоских блюмов.
Прокатный стан также расположен за указанной печью. Физическое перемещение плоских блюмов внутрь указанных нагревательных печей осуществляется посредством последовательности валков с механическим приводом, которые определяют термин "валковая печь".
Валковые печи также обеспечивают перемещение и временное нахождение плоских блюмов внутри указанных печей в случае непредвиденной остановки прокатного стана без необходимости прерывания процесса непрерывного литья.
Типичная валковая печь содержит последовательность валков с механически приводом, например валковая печь, содержащая около двух сотен таких валков, занимает в длину приблизительно 250 погонных метров.
Перемещение плоских блюмов внутри валковой печи осуществляется, в частности, посредством указанной последовательности валков.
Они предназначены для оптимизации нагрева плоских блюмов с одновременным сведением к минимуму времени теплообмена между указанной последовательностью валков и плоскими блюмами во время их нахождения внутри печи.
Для этой цели каждый валок оснащен рядом металлических цилиндров, расположенных на наружной поверхности, пригодных для поддержания плоских блюмов и способствующих их продвижению.
Кроме того, каждый валок снабжен двигателем-редуктором, выполненным с возможностью приведения его во вращение с любой заданной скоростью посредством устройства управления и регулировки и преобразователя частоты, которые присоединены к самому двигателю-редуктору.
Во время нахождения в нагревательной валковой печи плоские блюмы подвергаются высокотемпературному окислению, которое вызывает образование поверхностного слоя окалины, увеличивающегося со временем, в течение периода нахождения плоского блюма в печи.
Один из недостатков, свойственных валковым печам, заключается в том, что слой окалины может разрушаться, образуя при этом чешуйки, которые, соответственно, прилипают к ряду цилиндров каждого приводного валка.
Другой недостаток заключается в том, что непрерывность этого процесса приводит к образованию дополнительного слоя на поверхности ряда цилиндров, который повреждает плоские блюмы и вредит их последующему прокату в листы.
Для ограничения этих проблем существует возможность сведения к минимуму процесса образования чешуек посредством оптимизации температур нагрева плоских блюмов внутри различных отсеков валковой печи.
Другим способом является снижение температуры и времени нахождения плоских блюмов внутри валковых печей с одновременным сведением к минимуму проникновения воздуха внутрь самой печи.
Решением проблемы, связанной с чешуйками окалины, является очистка последовательности цилиндров каждого валка с механическим приводом вручную при проведении работ по техническому обслуживанию и ремонту.
Одним из недостатков этого решения является то, что этот способ требует много времени, а, кроме того, в данном случае отсутствует гарантия того, что восстановление указанных валков обеспечит высокое качество раскатанных плоских блюмов, так что этот тип работ является довольно сложным и трудным и требует чрезвычайно большого периода времени для получения наилучших результатов.
Другое решение этих проблем предусматривает замену указанных валков.
Один из недостатков этого решения связан с очень большими затратами с экономической точки зрения.
Другой недостаток заключается в чрезвычайно больших временных затратах, необходимых для замены самих валков.
Целью данного изобретения является создание устройства для очистки валков валковой печи, способного работать во время функционирования самой валковой печи.
Другой целью данного изобретения является создание эффективного устройства для очистки валков валковой печи, обеспечивающего непрерывное использование валковой печи с получением высокого качества плоских блюмов или других подобных конструктивных профилей.
Еще одной целью является создание простых и экономичных способа и устройства для очистки валков валковой печи.
Общей целью данного изобретения является устранение вышеприведенных недостатков, связанных с данной областью техники, чрезвычайно простым, экономичным и, в частности, управляемым способом.
Дополнительной целью является создание устройства для очистки валков, способного удалять чешуйки окалины с валков валковой печи.
Еще одной целью является создание эффективного и практичного способа очистки валков валковой печи.
С учетом вышеприведенных целей в соответствии с данным изобретением предлагается устройство для очистки валков, характеристики которого определены в прилагаемой формуле изобретения.
Конструктивные и рабочие характеристики данного изобретения, а также его преимущества по сравнению с данной областью техники, будут более очевидны из последующего описания со ссылкой на прилагаемые чертежи, которые иллюстрируют устройство для очистки валков в соответствии с новыми принципами самого изобретения. На чертежах:
фиг.1 изображает вид сбоку валка валковой печи;
фиг.2а, 2b, и 2с изображают виды сбоку валка, показанного на фиг.1, в последовательные моменты нахождения в валковой печи;
фиг.3а и 3b изображают виды сбоку валка в соответствии с первым предпочтительным вариантом выполнения предложенного способа очистки валков в последовательные периоды времени;
фиг.4 иллюстрирует на виде сбоку второй предпочтительный вариант выполнения предложенного способа очистки валков;
фиг.5 иллюстрирует на виде сбоку третий предпочтительный вариант выполнения предложенного способа очистки валков;
фиг.6 изображает схематический вид сбоку валковой печи, снабженной предложенным устройством и присоединенной к установке непрерывного литья и прокатному стану;
фиг.7 изображает вид сбоку предпочтительного варианта выполнения предложенного устройства для очистки.
В соответствии с данными чертежами устройство для очистки валков в целом обозначено позицией 10 и в проиллюстрированном примере, в соответствии с данным изобретением, содержит блок 14 управления и регулировки, который предпочтительно присоединен посредством монтажной шины 12 к соответствующим устройствам 26 управления и приведения в действие в ПЛК (программируемый логический контроллер), каждое из которых, в свою очередь, присоединено к двигателю 24 соответствующего валка 21 посредством преобразователя 25 частоты (инвертора), который регулирует скорость вращения самого двигателя 24.
Указанное устройство 10 для очистки валков используется в валковой печи 20, снабженной последовательностью валков 21, приводимых во вращение соответствующими двигателями 24.
В соответствии с предпочтительным вариантом выполнения данного изобретения устройство 10 посредством блока 14 может приводить в действие независимо каждый валок с механическим приводом из указанной последовательности валков 21 с возможностью изменения во времени скорости и/или направления его вращения независимо от остальных валков указанной последовательности валков 21.
В соответствии с другим аспектом данного изобретения предлагается способ очистки валков валковой печи, предназначенный для устранения чешуек окалины, образовавшихся на ряде цилиндров по меньшей мере одного валка 34 валковой печи, содержащей последовательность валков 21, из которых группа 22 валков предназначена для плоского блюма 40 или подобной стальной конструкции.
Каждый валок 21 может быть приведен во вращение посредством приводных устройств независимо от остальных валков из указанной последовательности.
Способ очистки валков включает следующий этап:
а) приведение во вращение по меньшей мере одного валка 34 по меньшей мере из одной группы валков 22 с абсолютной величиной скорости и/или направлением, достаточными для того, чтобы вызвать скобление по меньшей мере одного валка 34 блюмом 40 для удаления чешуек окалины по меньшей мере с одного валка 34.
Этот этап осуществляют посредством механического воздействия блюма 40 по меньшей мере на один валок 34, создаваемого разностью между скоростью самого по меньшей мере одного валка 34 из группы валков 22 и скоростью самого блюма 40, который продвигается с окружной скоростью остальных валков из указанной группы валков 22.
В частности, блюм 40 используется в качестве инструмента для отделения чешуек окалины с ряда цилиндров, расположенных по меньшей мере на одном валке.
В соответствии с предлагаемым способом можно привести во вращение один или более валков, даже группами, с отличающейся по абсолютной величине и/или направлению скоростью, так как для отделения чешуек окалины важным является разность между скоростью продвижения плоского блюма и окружной скоростью валка или валков, который или которые приводятся в действие с отличающейся скоростью и с которого или которых должны быть отделены чешуйки окалины, расположенные на ряде цилиндров самих валков.
Отличие в скорости в совокупности с трением, присутствующим между цилиндрами, создает силы, способные вызвать процесс скобления между цилиндрами и плоским блюмом, с отделением, таким образом, чешуек окалины с этих цилиндров, пока они не упадут на днище валковой печи 20.
На фиг.3а, 3b, 4 и 5 показана последовательность валков 21, содержащая группу 22 валков, которые входят в контакт с блюмом 40, вызывая его перемещение.
Указанный блюм 40 транспортируется группой 22 валков и продвигается в направлении F к прокатному стану 60.
Блюм 40 имеет хвостовой участок 41, расположенный дальше от прокатного стана 60, центральный участок 43 и головной участок 42, расположенный ближе к прокатному стану 60.
Хвостовой участок 41 перемещается группой 31 хвостовых валков, центральный участок блюма 40 транспортируется группой 33 центральных валков, тогда как головной участок транспортируется, соответственно, группой 32 головных валков.
Валки из группы 22 валков, находящиеся в контакте с плоским блюмом 40 во время его перемещения, очевидно не являются одними и теми же.
Кроме того, для ускорения или снижения скорости блюма 40 вращение каждого валка из последовательности валков 21 может осуществляться с различными скоростями вращения и с направлением или по часовой стрелке, или против часовой стрелки.
Другими словами, устройство 10 используется в печи 20, оборудованной последовательностью валков 21 с механическим приводом, каждый из которых, в свою очередь, присоединен к соответствующему двигателю 24 для приведения во вращения, в свою очередь, присоединенному к соответствующему преобразователю 25 частоты, приводимому в действие соответствующим устройством 26 управления и приведения в действие.
Устройство 10 содержит блок 14 управления и регулировки, предназначенный для независимого регулирования скорости и направления вращения каждого валка из последовательности валков 21 для продвижения по меньшей мере одного блюма 40, а также для очистки по меньшей мере одного валка 34, вызывая отделение от него чешуек окалины путем его скобления блюмом 40 за счет изменения его скорости и/или направления вращения.
Следовательно, предпочтительно устройство 10 содержит монтажную шину 12, которая соединяет указанный блок 14 с каждым устройством 26.
В соответствии с первым предпочтительным вариантом выполнения способа очистки валков валковой печи 20 указанный по меньшей мере один валок 34 является валком из головной группы 32 валков, а этап а) включает:
приведение во вращение по меньшей мере одного валка (34) из по меньшей мере группы валков (22) с такой скоростью по абсолютной величине и/или направлению, которая может вызывать скобление по меньшей мере одного валка (34) блюмом (40) с обеспечением удаления чешуек окалины с указанного по меньшей мере одного валка (34).
Этап а) предпочтительно включает приведение во вращение по меньшей мере одного валка из группы головных валков 32 с направлением вращения, противоположным продвижению блюма 40 в направлении F к прокатному стану 60, и приведение во вращение остальной группы валков 22, находящихся в контакте с блюмом 40, со скоростью вращения, обеспечивающей продвижение блюма 40 в направлении F с более низкой абсолютной скоростью, чем абсолютная скорость указанного по меньшей мере одного валка 34.
Указанный по меньшей мере один валок 34 имеет такое отличие в скорости, что обеспечивается зачистка его наружной поверхности блюмом 40 с последующим отделением от нее чешуек окалины, в частности с поверхности ряда цилиндров этого валка 34, контактирующей с блюмом 40.
В этом случае оператор блока 14 может задавать следующие параметры:
- снижение скорости плоского блюма в процентном соотношении; допустимый диапазон колеблется от 30 до 100% (100% = номинальной скорости плоского блюма при неработающем устройстве для очистки);
- повышение в процентном соотношении противоточной скорости приводного валка, который должен быть очищен, относительно скорости перемещения плоского блюма; допустимый диапазон колеблется от 0 до 130% (противоположное вращение);
- предельное значение тока, потребляемого валками с механическим приводом (измеряемое в Амперах). допустимый диапазон должен быть ограничен максимальным значением, составляющим 90% от минимальной величины между максимальным значением тока, который может быть подан преобразователем частоты, и максимальным значением тока, которое может потреблять валок;
- диапазон использования валков внутри печи, то есть количество валков, с помощью которых осуществляется указанный способ;
- время очистки валков с механическим приводом; период времени проведения очистки может быть задан оператором от 0 секунд до предела механического допуска указанных валков, который зависит от конкретной установки и указан в рабочей документации.
В соответствии со вторым предпочтительным вариантом выполнения способа очистки валков валковой печи 20 указанный по меньшей мере один валок 34 является головной группой 32 валков, а этап а) предпочтительно включает:
b) приведение во вращение группы головных валков 32 со скоростью вращения, обеспечивающей продвижение блюма 40 в направлении F;
c) приведение во вращение группы хвостовых валков 31 и группы центральных валков 33 с абсолютной скоростью, меньшей, чем абсолютная скорость вращения группы головных валков 32, но с тем же направлением вращения.
Этап с) способа очистки предпочтительно включает:
- приведение во вращение группы 33 центральных валков и группы 31 хвостовых валков с одинаковой по абсолютной величине и направлению скоростью вращения.
Преимущественно можно осуществить протягивание головного участка 42 блюма 40 в направлении F его продвижения, предотвращая изменение направления блюма 40 и возможное его царапанье о части чешуек окалины, имеющихся на ряде цилиндров последовательности валков 22, входящих в соприкосновение с этим блюмом 40.
В этом случае оператор блока 14 может задавать следующие параметры:
- количество в процентном содержании валков с механическим приводом, которые находятся во взаимодействии с плоским блюмом под его головной частью и заданное значение скорости которых должно изменяться;
- минимальное количество головных валков с механическим приводом, находящихся во взаимодействии при работе;
- повышение в процентном соотношении скорости относительно номинальной скорости перемещения плоского блюма; допустимый диапазон колеблется от 100% до +130% (100% = номинальной скорости плоского блюма);
- предельное значение тока, потребляемого валками с механическим приводом (измеренное в Амперах); допустимый диапазон должен быть ограничен максимальным значением, составляющим 90% от минимальной величины между максимальным значением тока, который может быть подан преобразователем частоты, и максимальным значением тока, которое может потреблять валок с механическим приводом;
- выбор количества плоских блюмов из литья, с которыми должно быть применено предлагаемое устройство;
- активация воздействия на плоский блюм на этапе литья;
- активация воздействия на плоский блюм на этапе вибрации;
- активация воздействия на первый плоский блюм на этапе литья;
- активация воздействия на последний плоский блюм на этапе литья;
- диапазон использования валков внутри печи, то есть количество валков, с помощью которых осуществляется указанный способ.
Этап с) способа очистки предпочтительно включает:
- приведение во вращение группы 33 центральных валков с более низкой по абсолютной величине скоростью вращения, чем скорость вращения головной группы валков 32;
- приведение во вращение группы 31 хвостовых валков с более низкой по абсолютной величине скоростью вращения, чем скорость вращения центральной группы валков 33.
Таким образом, очистка валков 22 осуществляется и у головной, и у хвостовой части, так как данная разность в скорости относительно скорости вращения центральной группы валков 33 обусловливает более высокую силу трения, имеющую составляющую, касательную к наружной поверхности валков, которая вызывает скобление, соответственно, каждого валка хвостовой группы 31 валков и группы 32 головных валков блюмом 40 с последующим отделением чешуек окалины с поверхности этих валков за счет скобления, в частности с наружной поверхности ряда цилиндров, контактирующей с квадратной плитой 40.
В этом случае оператор блока 14 может задавать следующие параметры:
- количество в процентном содержании валков с механическим приводом, которые находятся во взаимодействии с плоским блюмом под его головной частью и заданное значение скорости которых должно изменяться;
- минимальное количество головных валков с механическим приводом, находящихся во взаимодействии при работе;
- повышение скорости в процентном соотношении относительно номинальной скорости перемещения плоского блюма; допустимый диапазон колеблется от 100% до +130% (100% = номинальной скорости плоского блюма);
- количество в процентном содержании валков с механическим приводом, которые находятся во взаимодействии с плоским блюмом под его хвостовой частью и заданное значение скорости которых должно изменяться;
- минимальное количество хвостовых валков с механическим приводом, находящихся во взаимодействии при работе;
- понижение скорости в процентном соотношении относительно номинальной скорости перемещения плоского блюма; допустимый диапазон колеблется от 70% до +100% (100% = номинальной скорости плоского блюма);
- предельное значение тока, потребляемого приводными валками (измеренное в Амперах); допустимый диапазон должен быть ограничен максимальным значением, составляющим 90% от минимальной величины между максимальным значением тока, который может быть подан преобразователем частоты, и максимальным значением тока, которое может потреблять приводной валок;
- возможность применения только с головными валками или только с хвостовыми валками;
- выбор количества плоских блюмов из литья, с которыми должно быть применено данное устройство;
- активация воздействия на плоский блюм на этапе литья;
- активация воздействия на плоский блюм на этапе вибрации;
- активация воздействия на первый плоский блюм на этапе литья;
- активация воздействия на последний плоский блюм на этапе литья;
- диапазон использования волков внутри печи, то есть количество валков, с помощью которых осуществляется указанный способ.
Из вышеизложенного, со ссылкой на чертежи, очевидно, насколько полезным и преимущественным является предложенное устройство для очистки валков. Таким образом, достигается цель, упомянутая во вступительной части данного описания.
Очевидно, что конфигурации устройства для очистки валков, а также материалы, могут отличаться от тех, которые были показаны на чертежах с чисто пояснительной и неограничивающей целью.
Объем правовой охраны данного изобретения ограничен прилагаемой формулой изобретения.
Устройство предназначено для эффективной экономичной очистки печных валков, имеющих механический привод, каждый из которых присоединен к соответствующему двигателю-редуктору, присоединенному, в свою очередь, к соответствующему преобразователю частоты, приводимому в действие соответствующим устройством управления и приведения в действие. Устройство содержит блок управления и регулировки для независимого регулирования скорости и направления вращения каждого валка для продвижения по меньшей мере одного плоского блюма. Повышение эффективности очистки, возможность ее осуществления в процессе работы печи, улучшение качества блюмов обеспечивается за счет того, что для очистки по меньшей мере одного валка с обеспечением отделения от него чешуек окалины посредством его скобления плоским блюмом изменяют скорость и/или направление вращения по меньшей мере одного валка. В группе валков, находящихся в контакте с блюмом, содержащей группу головных валков, группу хвостовых валков и группу центральных валков, по меньшей мере один валок из указанной группы головных валков приводят во вращение в направлении, противоположном продвижению блюма к прокатному стану, приведение во вращение остальных валков из указанной группы валков осуществляют со скоростью, обеспечивающей продвижение блюма с более низкой абсолютной скоростью, чем абсолютная скорость указанного валка. 2 н. и 5 з.п. ф-лы, 10 ил.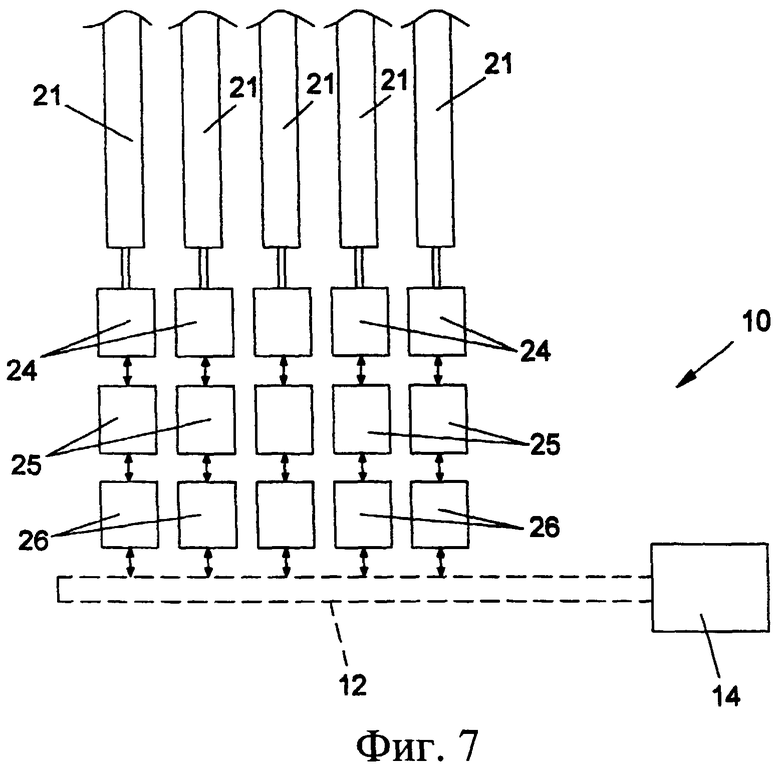
1. Устройство (10) для очистки валков, предназначенное для печи (20), снабженной последовательностью валков (21) с механическим приводом, каждый из которых для приведения во вращение присоединен к соответствующему двигателю-редуктору (24), присоединенному, в свою очередь, к соответствующему преобразователю (25) частоты, приводимому в действие соответствующим устройством (26) управления и приведения в действие, и содержащее блок (14) управления и регулировки, предназначенный для независимого регулирования скорости и направления вращения каждого валка из указанной последовательности валков (21) для продвижения по меньшей мере одного плоского блюма (40) и для очистки по меньшей мере одного валка (34) с обеспечением отделения от него чешуек окалины посредством его скобления плоским блюмом (40) за счет изменения скорости и/или направления вращения валка.
2. Устройство (10) по п.1, отличающееся тем, что оно содержит монтажную шину (12), которая соединяет указанный блок (14) управления и регулировки с каждым устройством (26) управления и приведения в действие.
3. Способ очистки валков валковой печи, содержащей последовательность валков (21), в которой группу валков (22) вводят в контакт с плоским блюмом (40) или подобной стальной заготовкой, при этом каждый валок (21) выполнен с возможностью приведения во вращение независимо от остальных валков указанной последовательности валков (21) посредством устройств приведения в действие, отличающийся тем, что он включает этап а) приведение во вращение по меньшей мере одного валка (34) указанной по меньшей мере одной группы валков (22) с такой абсолютной величиной скорости и/или в таком направлении, что обеспечивается скобление по меньшей мере одного валка (34) плоским блюмом (40) или подобной стальной заготовкой с обеспечением удаления чешуек окалины с указанного по меньшей мере одного валка (34).
4. Способ по п.3, отличающийся тем, что указанная группа валков (22), находящихся в контакте с указанным плоским блюмом (40), содержит группу головных валков (32), группу хвостовых валков (31) и группу центральных валков (33), при этом этап а) включает приведение во вращение по меньшей мере одного валка из указанной головной группы валков (32) в направлении, противоположном продвижению плоского блюма (40) к прокатному стану (60), приведение во вращение остальных валков из указанной группы валков (22), находящихся в контакте с плоским блюмом (40), со скоростью, обеспечивающей продвижение плоского блюма (40) в направлении (F) с более низкой абсолютной величиной скорости, чем абсолютная величина скорости указанного по меньшей мере одного валка (34).
5. Способ по п.3, отличающийся тем, что указанная группа валков (22), находящихся в контакте с указанным плоским блюмом (40), содержит группу головных валков (32), группу хвостовых валков (31) и группу центральных валков (33), при этом указанный этап а) включает этапы: b) приведение во вращение группы головных валков (32) со скоростью, обеспечивающей продвижение плоского блюма (40) в направлении (F), и с) приведение во вращение группы хвостовых валков (31) и группы центральных валков (33) с абсолютной величиной скорости, меньшей, чем абсолютная величина скорости вращения группы головных валков (32), с тем же направлением вращения.
6. Способ по п.5, отличающийся тем, что этап с) включает приведение во вращение группы центральных валков (33) и группы хвостовых валков (31) с одинаковой по абсолютной величине и направлению скоростью вращения.
7. Способ по п.5, отличающийся тем, что этап с) включает приведение во вращение группы центральных валков (33) с абсолютной по величине скоростью, меньшей, чем абсолютная величина скорости вращения группы головных валков (32), и приведение во вращение группы хвостовых валков (31) с абсолютной величиной скорости, меньшей, чем абсолютная величина скорости вращения группы центральных валков (33).
| 0 |
|
SU157925A1 | |
| Способ прокатки слитков на дуореверсивном стане с индивидуальным приводом валков | 1990 |
|
SU1750753A1 |
| Способ изготовления чистящего элемента для очистки калибров сортопрокатных валков | 1989 |
|
SU1696022A1 |
| US 1741494 A, 31.12.1929. | |||

