Изобретение относится к обработке металлов давлением и может быть использовано для получения мерных заготовок из тонколистового проката.
Известно «Устройство для резки движущегося длинномерного материала на отрезки заданной длины», см. SU 546266 от 05.02.77, Бюл. №5, Вальтер Ветцельс, Иохан Гревен.
Устройство содержит станину, суппорт, направляющие, реверсивный поршень, пневмоцилиндр, трос, синхронизированное звено, роликовую цепь, цепные колеса, нажимное устройство, конические шестерни, главный вал, колесо с болтом, цепные колеса, муфту свободного хода, шпонки, ножницы.
Недостаток устройства - сложность конструкции.
Известны также «Летучие» ножницы», см. SU 990437. от 23.01.83, Бюл. №4, А.П.Самарин и др.
Ножницы содержат станину, эксцентриковый вал, шатуны, оси, суппорт, длинный нож, направляющие, главный привод, суппорт, несущий короткий нож, винтовую передачу, гидромотор.
Недостаток ножниц: сложность конструкции.
Прототипом принято «Устройство для резки движущегося длинномерного материала на отрезки заданной длины», см. SU 546266.
Устройство содержит станину, суппорт, направляющие, реверсивный поршень, пневмоцилиндр, трос, синхронизированное звено, роликовую цепь, цепные колеса, нажимное устройство, конические шестерни, главный вал, колесо с болтом, цепные колеса, муфту свободного хода, шпонки, ножницы.
Недостаток устройства - сложность конструкции.
Техническая задача «Ножниц для резки металлопроката» состоит в упрощении механизма резки без остановки подачи заготовки.
Техническая задача достигается применением механизма привода прокатного стана для движения суппорта ножниц в прямом направлении посредством связи ножниц с движущимся непрерывно, по мере его изготовления, прокатанным изделием, а после отделения изделия нужной длины ножницами, возврата ножниц вместе с суппортом в исходное положение при помощи возвратного устройства, для последовательного технологического процесса ножницы снабжены приемным столом с установленными на нем бесконтактными электромагнитными выключателями.
Ножницы для резки металлопроката устанавливаются в концевой части корпуса прокатного стана, после последней формирующей профиль изделия клети (фиг.1, 2).
Ножницы для резки металлопроката состоят из корпуса 1, являющегося продолжением корпуса прокатного стана, двух направляющих 2, суппорта 3 (суппорт содержит тележку 4 с четырьмя роликами 5, определяющими свободу его движения в направляющих 2 «вперед-назад»), на суппорте 3 расположено также режущее устройство 6 с расположенным на нем бесконтактным электромагнитным выключателем, а на корпусе 1 расположено возвратное устройство 7, возвращающее тележку суппорта в исходное положение, представляющее собой пружинный механизм с масляным амортизатором. Для проведения реза с заданной длиной изделия, ножницы снабжены приемным столом 8 с установленными на нем бесконтактными электромагнитными выключателями 9.1 и 9.2 и выключателем 9.3, установленным на режущем устройстве 6.
Управление режимом: а) выключателем 9.2 - определение нужной длины профиля; б) выключателелем 9.1 - блокировка выключателя 9.2 от поступления на него сигнала на повторное срабатывание; в) выключателем 9.3 - начало резки профиля.
Пример конкретного выполнения.
Изготовленный в прокатном стане профилированный металлопрокат поступает в паз профиля режущего устройства, где без препятствий проходит до выключателя 9.2, который дает сигнал на выключатель 9.3 о начале резки профиля. При этом одновременно идет смещение суппорта 3 и натяжение пружины возвратного устройства 7. По окончании реза, подвижный нож поднимается, при этом натянутой пружиной возвратное устройство 7 возвращает суппорт 3 в исходное положение, при этом уже сработавший выключатель 9.1 не дает срабатывать выключателю 9.2 пока конец отрезаемого профиля не дойдет до выключателя 9.2. Процесс резки продолжается автоматически. От приемного стола 8 готовое изделие складируется вручную или автоматически.
Использование предлагаемого изобретения позволяет упростить приспособление резки, повысить технологический уровень производства, производительность труда и качество изготавливаемых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРОФИЛИРОВАННОГО ЛИСТА | 2008 |
|
RU2398663C2 |
| СТАНОК ПОПЕРЕЧНОЙ РЕЗКИ МЕТАЛЛОПРОКАТА | 2011 |
|
RU2471592C2 |
| ЛИНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ И МОНТАЖА МЕТАЛЛОЧЕРЕПИЦЫ | 2008 |
|
RU2378071C2 |
| СТАНОК ПРОДОЛЬНОЙ РЕЗКИ МЕТАЛЛОПРОКАТА | 2009 |
|
RU2411110C1 |
| ДАТЧИК КОНТРОЛЯ СКОРОСТИ ПОДАЧИ ЛИСТОВОГО МЕТАЛЛА В ПРОКАТНЫЕ СТАНЫ | 2009 |
|
RU2397035C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1999 |
|
RU2166413C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЫ ИЗ ТОНКОЛИСТОВОЙ СТАЛИ | 2006 |
|
RU2320442C2 |
| МЕТАЛЛОЧЕРЕПИЦА | 2010 |
|
RU2455437C2 |
| МЕТАЛЛОЧЕРЕПИЦА | 2010 |
|
RU2452829C2 |
| МЕТАЛЛОЧЕРЕПИЦА | 2010 |
|
RU2456416C2 |
Изобретение относится к области обработки металлов давлением и может быть использовано для получения мерных заготовок из тонколистового проката. Ножницы содержат направляющие, суппорт с режущим устройством и электромагнитные датчики. Ножницы выполнены с возможностью установки на корпусе прокатного стана и снабжены расположенными на упомянутом корпусе возвратным устройством и приемным столом с установленными на нем бесконтактными электромагнитными выключателями. Суппорт ножниц выполнен с возможностью движения во время резки от механизма привода прокатного стана и возврата его в исходное положение посредством возвратного устройства. Упрощается конструкция ножниц при резке металлопроката без остановки подачи заготовки, повышается технологичность, производительность обработки и качество изготавливаемых изделий. 1 з.п. ф-лы, 2 ил.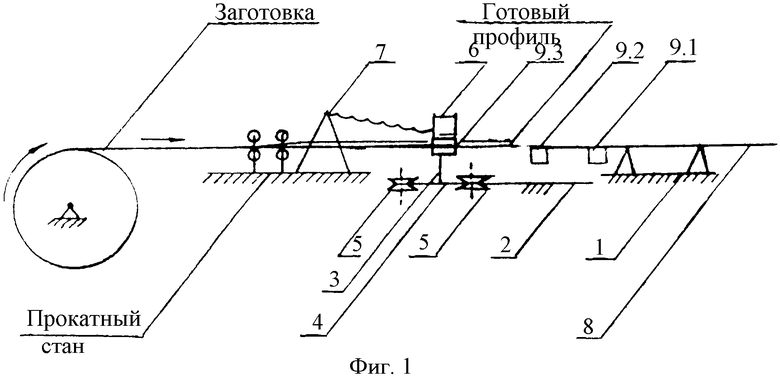
1. Ножницы для резки металлопроката, содержащие направляющие, суппорт с режущим устройством и электромагнитные датчики, отличающиеся тем, что они выполнены с возможностью установки на корпусе прокатного стана и снабжены расположенными на упомянутом корпусе возвратным устройством и приемным столом с установленными на нем бесконтактными электромагнитными выключателями, при этом суппорт выполнен с возможностью движения во время резки от механизма привода прокатного стана и возврата его в исходное положение посредством возвратного устройства.
2. Ножницы по п.1, отличающиеся тем, что они снабжены расположенным на режущем устройстве бесконтактным электромагнитным выключателем.
| Устройство для резки движущегося длинномерного материала на отрезки заданной длины | 1974 |
|
SU546266A3 |
| Ножницы для резки проката | 1981 |
|
SU1007864A1 |
| Устройство для резки листового материала | 1982 |
|
SU1134309A1 |
| Способ вулканизации каучука | 1935 |
|
SU46698A1 |
| УСТРОЙСТВО ДЛЯ РЕЗАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2004 |
|
RU2270079C1 |
| ИМПУЛЬСНЫЙ ВАРИАТОР | 1995 |
|
RU2087781C1 |

