Изобретение относится к области обработки тонколистовой стали и может применяться для изготовления водосточных труб, лотков, вентиляционных и труб для кабельной канализации.
Известен способ получения строго цилиндрической обечайки (Мошнина Е.Н. «Гибка и правка на ротационных машинах», М., Машиностроение, 1967, стр.68, рис.23).
Машина состоит из корпуса с тремя или четырьмя валками, приводного устройства, необходимо и другое специальное оборудование.
Недостатки гибки труб из листовой заготовки: сложное оборудование, ограниченная длина готовой трубы и др.
Известен также способ изготовления замкнутых и незамкнутых профилей из листовой заготовки (а.с. №929274, Бюл. №19 от 23.05.82) путем жесткого загиба концевых участков и получения П, L, U, О-образных сечений.
Данное устройство содержит штамповочное и гидравлическое оборудование.
Недостатки способа: сложное оборудование, ограниченная длина трубы, изготавливаемой в несколько приемов, производство сварного шва затруднительно при изготовлении трубы из тонколистовой стали.
Прототипом изобретения принято устройство по а.с. СССР №929274.
Недостатки: сложное оборудование, ограниченная длина изготавливаемой в несколько приемов трубы, производство сварного шва затруднительно при изготовлении трубы из тонколистовой стали.
Задачей настоящего изобретения является изготовление тонкостенных труб любой длины на прокатном стане с фальцевым швом. Решение достигается обработкой рулонной тонколистовой стали калибрами клетей прокатного стана, при одновременном выполнении операций:
1. Разматывание рулонной стали для обеспечения отсутствия кривизны листовой заготовки при поступлении ее в тянущую клеть прокатного стана.
2. Загиб противоположно направленных фальцев по длинным сторонам листовой, рулонной заготовки.
3. Наведение кривизны вальца путем создания калибрами клетей поперечной деформации с целью получения листовой заготовкой желобообразной, а затем и круглой формы, другой формы, например прямоугольной, овальной и т.д.
4. Приведение фальцев заготовки в зацепление между собой.
5. Обеспечение герметичности в месте зацепления фальцев устройством герметизации (фальцеосадочными роликами).
6. Последующего отрезания трубы для получения ее нужной длины.
7. Приводные устройства разматывателя, прокатного стана, отрезного устройства обеспечивают синхронность выполнения операций.
«Прокатный стан «бесконечной» водосточной...» состоит из разматывателя рулонной заготовки 1, корпуса прокатного стана 2, клетей 3, устройства герметизации фальцевого шва 4, отрезного устройства 5, приводных устройств 6 (фиг.1).
Пример конкретного выполнения
С разматывателя 1 листовая заготовка в форме ленты подается на прокатный стан 2, пройдя через клети 3, она приобретает круглую форму и герметичный шов. Приведение в действие механизмов разматывателя, прокатного стана, отрезного устройства производится приводными устройствами 6.
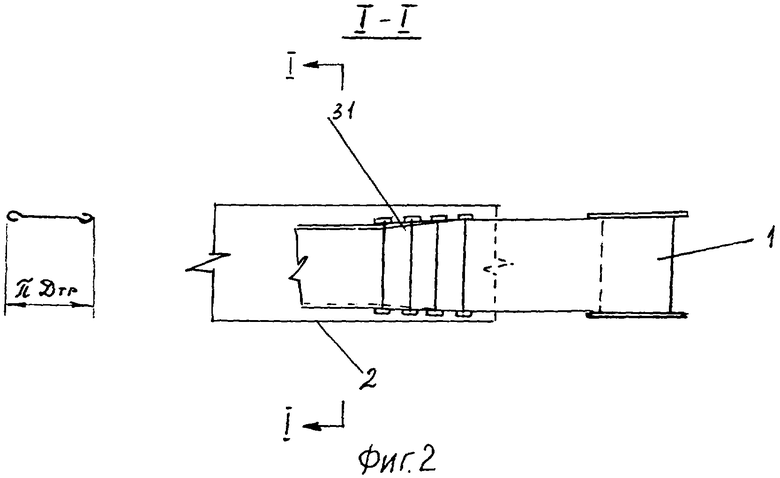
Работа клети для загиба фальцев 31: клеть является также тянущей - клеть состоит из 4 пар роликов по правой стороне листовой заготовки и 4 пар роликов по левой стороне листовой заготовки. Схема расположения роликов и полученная форма листовой заготовки показаны на фиг.2.
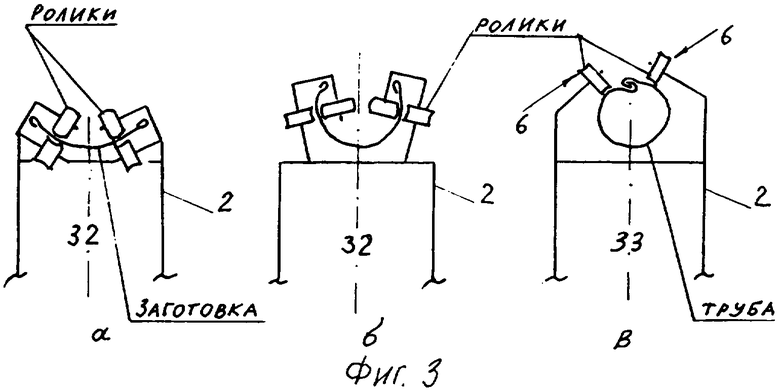
Работа клетей 32: по наведению желобообразной и круглой формы листовой заготовки, клети состоят из калибров, имеющих выпуклую и вогнутую, или другую форму, по наведению прямоугольной, овальной или другой формы, клети состоят из калибров, имеющих соответствующую форму. Схема расположения роликов и полученная форма листовой заготовки показаны на фиг.3.
Приведение фальцев в зацепление обеспечивается устройством 33.
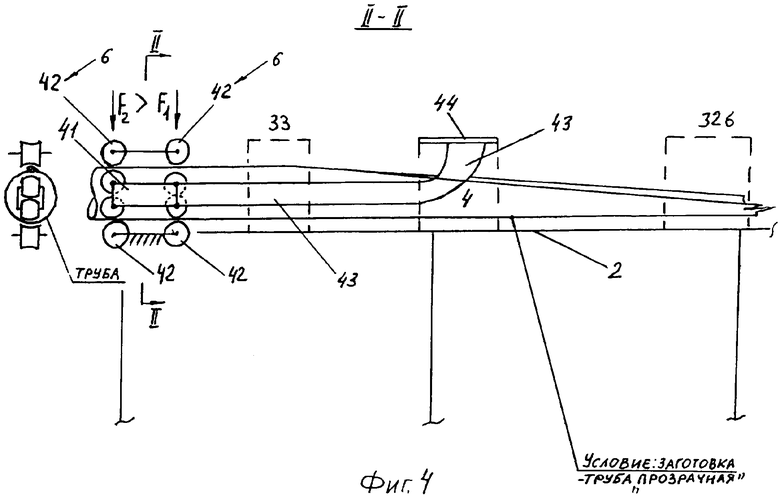
Работа устройства 4: по герметизации фальцевого шва используется внутритрубная фальцеосадочная тележка 41 с роликами, имеющими соответствующую форму, наружные фальцеосадочные ведущие ролики 42. Фальцеосадочная тележка 41 через дугообразное дышло 43 крепится к корпусу 2 с возможностью регулирования положения тележки 41 вверх-вниз, вправо-влево, вперед-назад устройством 44. Ведущие ролики 42 имеют возможность прижимать фальцевый шов к роликам тележки 41 регулирующим устройством 45. Схема устройства 4, 41, 42, 43, 44, 45 расположения роликов и полученная форма листовой заготовки показаны на фиг.4.
Предлагаемый «Прокатный стан...» обеспечивает высокую производительность и качество изделий из стального листа толщиной 0,5÷0,8 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛЬЦЕГИБОЧНЫЙ СТАНОК | 2006 |
|
RU2311251C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНОГО ГОФРОКОЛЕНА ВОДОСТОЧНЫХ СИСТЕМ | 2003 |
|
RU2264272C2 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ МЕТАЛЛОПРОКАТА | 2007 |
|
RU2356705C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ | 2002 |
|
RU2218257C1 |
| ЛИНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ И МОНТАЖА МЕТАЛЛОЧЕРЕПИЦЫ | 2008 |
|
RU2378071C2 |
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ФАЛЬЦЕВЫМ ШВОМ | 2000 |
|
RU2181313C2 |
Изобретение относится к области обработки металлов давлением, в частности для изготовления водосточных труб. В корпусе установлены разматыватель, устройство профилирования полосы, устройство формирования фальцев, устройство герметизации шва и отрезное устройство. Устройство формирования фальцев содержит клети с роликами для наведения различно направленных фальцев. Устройство герметизации шва содержит внутритрубную фальцеосадочную тележку с роликами, прикрепленную к корпусу дугообразным дышлом с возможностью регулирования ее положения и наружные фальцеосадочные ведущие ролики. Повышаются производительность и качество изделий. 4 ил.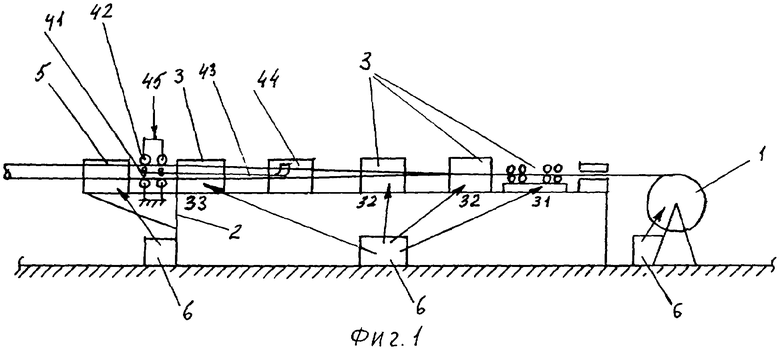
Прокатный стан для изготовления трубы из тонколистовой стали, содержащий установленные в корпусе разматыватель, устройство профилирования полосы, устройство формирования фальцев, устройство герметизации шва и отрезное устройство, отличающийся тем, что устройство формирования фальцев содержит клети с роликами для наведения различно направленных фальцев, устройство герметизации шва содержит внутритрубную фальцеосадочную тележку с роликами, прикрепленную к корпусу дугообразным дышлом с возможностью регулирования ее положения и наружные фальцеосадочные ведущие ролики.
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ФАЛЬЦЕВЫМ ШВОМ | 2000 |
|
RU2181313C2 |
| Стан для изготовления спирально сфальцованных труб, преимущественно корпусов крупных емкостей | 1991 |
|
SU1766554A1 |
| Профилегибочный стан | 1982 |
|
SU1123761A1 |
| АВТОНОМНЫЙ ТЯГОВЫЙ ЭЛЕКТРОПРИВОД | 1995 |
|
RU2093378C1 |

