Изобретение относится к области машиностроения, может быть использовано для продольной резки листа и продольной резки металлических труб большого диаметра с толщиной до 5 мм.
Известен абразивно-отрезной станок, см. книгу «Резка материалов», С.И.Веселовский, М., Машиностроение, 1973, стр.191, рис.106. Он содержит раму с плитой крепления, устройство крепления детали, устройство крепления режущего инструмента к плите крепления, содержащую площадку для крепления электродвигателя, на другом конце, на качающейся площадке (коромысле) смонтирован шпиндель с абразивным кругом.
Недостатки: конструкция станка позволяет производить разрезы деталей ограниченной длины, сравнимой с диаметром абразивного круга; рабочее место оператора расположено в плоскости вращения абразивного круга.
Известны также фрезерные и абразивно-отрезные станки, см. «Каталог протяжных и фрезерно- и абразивно-отрезных станков и типовых наладок». Станкостроительный завод им. С.М.Кирова, Минск, 1968, стр.50-61, отрезные станки моделей МП 68, МП 101М, МП 147, МП 87, МП 43.
Станки имеют подвижную или неподвижную пильную бабку, соответственно подвижный или неподвижный стол с длиной разреза от 400 до 2200 мм.
Недостатки: необходимость подачи пильной бабки или стола с закрепленной деталью.
Прототипом принят фрезерный абразивно-отрезной станок, см. «Каталог протяжных и фрезерно- и абразивно-отрезных станков и типовых наладок». Станкостроительный завод им. С.М.Кирова, Минск, 1968, стр.50-61, отрезные станки моделей МП 68, МП 101М, МП 147, МП 87, МП 43.
Станки имеют подвижную или неподвижную пильную бабку, соответственно подвижный или неподвижный стол с длиной разреза от 400 до 2200 мм.
Недостатки: необходимость подачи пильной бабки или стола с закрепленной деталью.
Техническая задача изобретения - усовершенствование конструкции станка для увеличения длины разреза детали дисковым инструментом меньшего диаметра.
Техническая задача решается изменением технологической схемы выполнения разрезов и для получения технического результата применением вала ротора электродвигателя, выполненного из условия использования его в качестве оси коромысла и предназначенного для размещения и удержания на нем коромысла с подшипниками, дискового абразивного инструмента диаметром до 500 мм.
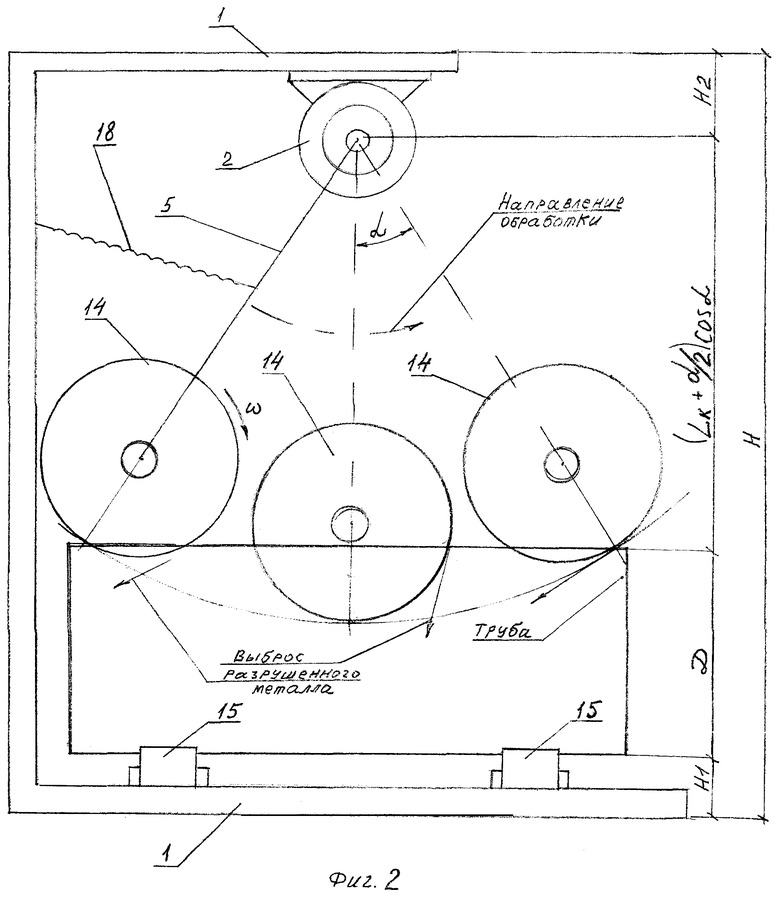
Станок состоит из рамы 1, электродвигателя 2 с выступающими концами вала ротора 3 и 4, коромысла 5, подшипников 6 и 7, удерживающих коромысло на валу ротора, подшипника 8 в части коромысла, содержащего в концевой части втулку 9 с осью 10 для размещения ведомого шкива 11, ремня 12, ведущего шкива 13 на валу ротора электродвигателя и на оси 10 абразивного круга 14; рама 1 в части ее основания содержит катки 15 для установки обрабатываемой детали, например трубы, или площадку 15.1; для ограждения рабочего места оператора имеется защитная прозрачная стенка 16, для управления процессом резания имеется рычаг 17 и устройство возврата коромысла в исходное положение 18 (см. фиг.1 и 2).
На фиг.1 показан профиль станка в плоскости осей вала электродвигателя и оси 12 в нижнем положении дискового металлического инструмента. На фиг.2 показан профиль в плоскости дискового абразивного инструмента и оси разрезаемой трубы.
Пример конкретного выполнения
1. Предназначенную для обработки разрезаемую деталь устанавливают на катки 15 (труба) или лист на площадку 15.1.
2. Включают в работу электродвигатель 2, вал ротора которого приводит во вращение шкив 13 и через ремень 12 шкив 11, приводящий во вращение абразивный круг 14.
3. Рычагом 17 передвигают коромысло 5 до контакта абразивного круга 14 с обрабатываемой деталью, коромысло 5 при этом поворачивается в подшипниках 6 и 7 (причем разрез детали поначалу производят по касательной - это 1-й этап обработки, после разрушения детали на ее толщину происходит изменение положения абразивного забоя до крайнего правого положения (фиг.2), разрез получают таким, что в начале и конце оставляют непрорезанные минимальные участки, их прорезают потом, ручным абразивным инструментом - это 2-й этап обработки; в промежутке между 1-ым и 2-ым этапом обработки выполняют нужное количество разрезов 1-го этапа обработки.
Пример расчета параметров габаритов станка, фиг.2:
Длина разреза L=2 (Lk+d/2)sinα.
Рама 1 имеет высоту Н=H1+D+(Lk+d/2)cosα+Н2,
где H1 - высота расположения лотка трубы;
D - диаметр трубы;
Lk - длина коромысла;
α - угол отклонения коромысла при резании;
d - диаметр абразивного инструмента;
Н2 - высота расположения оси ротора электродвигателя.
α=arc sin (Lk+1/6d)/(Lk+d/2)
Примечание: для резания листа высота стола с прорезью соответствует Нст=Н1+D;
коэффициент 1/6 определяет диаметр шайбы крепления инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ПОПЕРЕЧНОЙ РЕЗКИ МЕТАЛЛОПРОКАТА | 2011 |
|
RU2471592C2 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| СТАНОК АБРАЗИВНО-ОТРЕЗНОЙ | 2023 |
|
RU2829071C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЮВЕЛИРНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2392104C1 |
| Абразивно-отрезной станок | 1987 |
|
SU1530416A1 |
| Переносной универсальный деревообрабатывающий станок | 1988 |
|
SU1623859A1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2064860C1 |
| БЫТОВОЙ ОБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2045390C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2034696C1 |
| Комбинированный деревообрабатывающий станок | 2024 |
|
RU2830037C1 |
Изобретение относится к машиностроению и может быть использовано для резки листа и продольной резки металлических труб большого диаметра. Станок содержит раму, электродвигатель с выступающими концами вала ротора, ремнем, ведущим и ведомым шкивами, коромысло с подшипниками, удерживающими его на валу ротора, и подшипником в концевой его части и абразивный круг. Станок снабжен катками или площадкой для установки разрезаемого металлопроката, защитной прозрачной стенкой, ограждающей рабочее место оператора, рычагом для управления процессом резки и устройством возврата коромысла в исходное положение. Вал ротора электродвигателя выполнен из условия использования его в качестве оси коромысла и предназначен для размещения и удержания на нем коромысла с подшипниками. Коромысло в своей концевой части содержит втулку с осью для размещения ведомого шкива, ремня и ведущего шкива электродвигателя и ось для размещения абразивного круга. Упрощается конструкция, повышается технологичность обработки, качество воздуха в области рабочей зоны и уровень безопасности оператора. 1 з.п. ф-лы, 2 ил.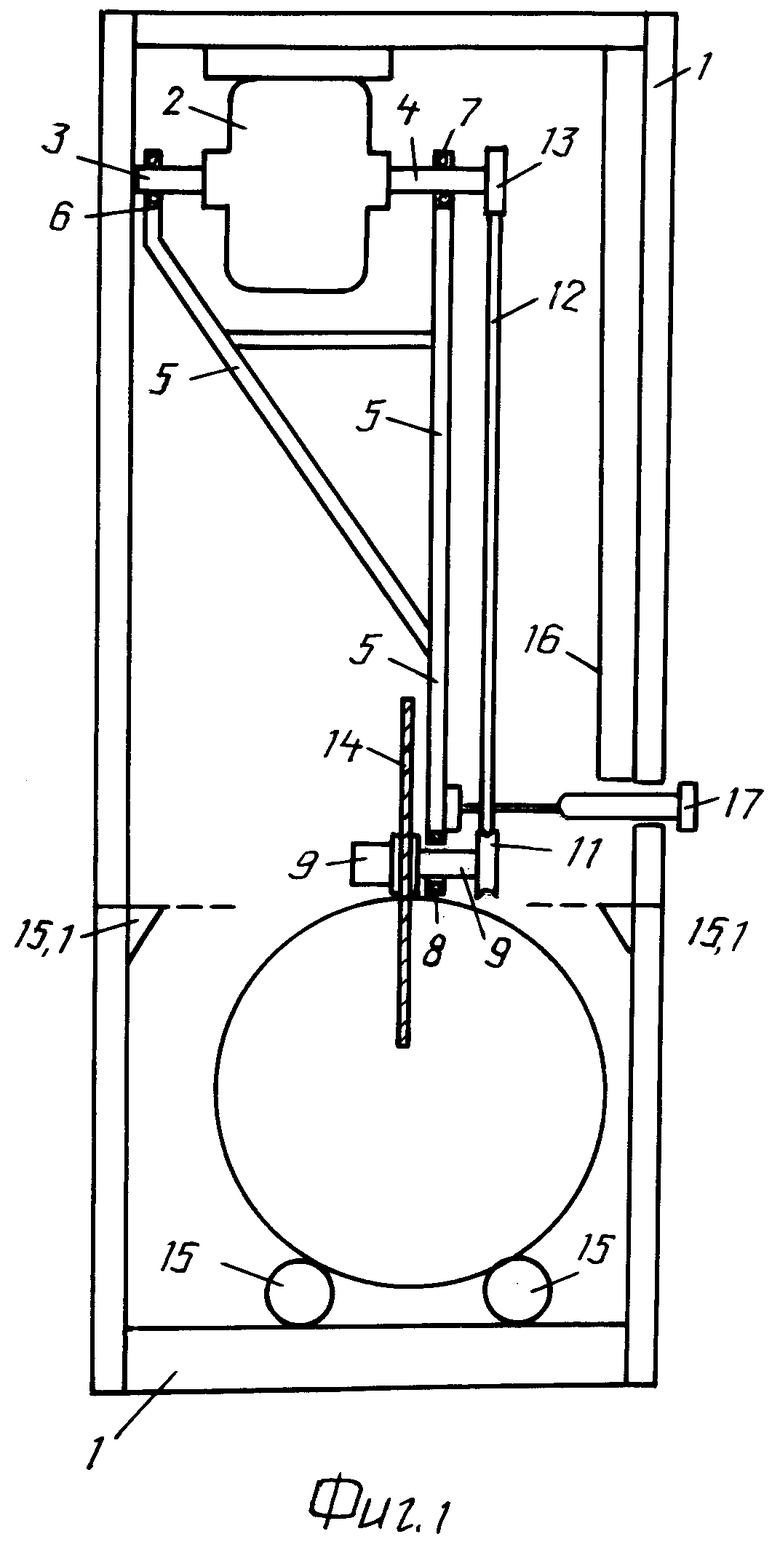
1. Станок продольной резки металлопроката, содержащий раму, электродвигатель с выступающими концами вала ротора, ремнем, ведущим и ведомым шкивами, коромысло с подшипниками, удерживающими его на валу ротора, и подшипником в концевой его части и абразивный круг, отличающийся тем, что он снабжен катками или площадкой для установки разрезаемого металлопроката, защитной прозрачной стенкой, ограждающей рабочее место оператора, рычагом для управления процессом резки и устройством возврата коромысла в исходное положение, при этом вал ротора электродвигателя выполнен из условия использования его в качестве оси коромысла и предназначен для размещения и удержания на нем коромысла с подшипниками, а коромысло в своей концевой части содержит втулку с осью для размещения ведомого шкива, ремня и ведущего шкива электродвигателя и ось для размещения абразивного круга.
2. Станок по п.1, отличающийся тем, что электродвигатель установлен из условия размещения вала ротора в верхнем положении упомянутой рамы и в вертикальной плоскости, проходящей через середину выполняемого на детали разреза.
| Каталог протяжных, фрезерных, абразивно-отрезных станков и типовых наладок | |||
| Станкостроительный завод им | |||
| С.М.Кирова | |||
| - Минск, 1968, с.50-61 | |||
| Станок для резки заготовок | 1982 |
|
SU1041239A1 |
| Устройство для резки проката | 1980 |
|
SU994164A1 |
| Станок для резки труб | 1978 |
|
SU719818A1 |
| US 4249443 А, 24.06.1979. | |||

