Изобретение относится к технологическим процессам, а именно к изготовлению медицинского, режущего, ударного, специального или жаростойкого инструмента из разнородных ограничено или плохо свариваемых сплавов на основе цветных металлов или сталей.
Изобретение может быть использовано в машиностроении и станкостроении на инструментальном производстве.
Анализ отечественных и мировых тенденций производства режущего, ударного, медицинского и другого специального инструмента, демонстрирует, что использование разнородных металлических сплавов имеет однозначные перспективы. В основном это связано с экономическим эффектом обоснованном тем, что режущую и захватную часть инструмента изготавливают из разнородных сплавов. Захватную часть изготавливают из дешевых низколегированных алюминиевых сплавов, низколегированных титановых сплавов, низколегированных и углеродистых сталей, а режущую часть инструмента изготавливают из режущих высоколегированных сталей и других дорогих высоколегированных сплавов, в зависимости от назначения инструмента. Для получения таких соединений используется ротационная, радиальная или инерционная сварка трением, контактная стыковая сварка сопротивлением или оплавлением.
В результате разработки новых высокоэффективных концентрированных источников энергии, таких как лазерный и электронный луч, данные источники энергии находят новые сферы применения в машиностроении и приборостроении (см. Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки. М.: издательство МГТУ им. Н.Э. Баумана, 2006, - 664 с.). В частности, лазерный луч применяется при сварке или сварке-пайке разнородных сплавов (см. патент 2732303; Исследование распределения химических элементов в соединении титана и алюминия, полученных лазерной сваркой Курынцев С.В. Сварка и диагностика № 2, 2019, с. 28-32; Сварка аустенитной стали с медью расфокусированным излучением волоконного лазера. Курынцев С. В., Шиганов И. Н. Сварочное производство № 4, 2017, c. 7-11). Также известна технология лазерной сварки с применением «прорезного шва» для изделий из тонколистовых материалов и производства биметаллических соединений (см. Лазерная сварка элементов теплообменных аппаратов. Сварочное производство № 10, 2016, с. 42-45 Курынцев С.В., Шиганов И.Н., Гильмутдинов А.Х., Шарафеев В.Ф., Применение клещевой сварки для получения биметаллических заготовок. Курынцев С.В. Шмидт М. Автоматическая сварка 2014 № 4, 47-51.) или для изготовления тавровой балки (см. патент 2653396). Сущность данной технологии заключается в том, что заготовки находятся одна над другой, на заготовку, находящуюся сверху, воздействуют лазерным лучом. Лазерный луч проплавляет эту заготовку насквозь, и частично проплавляет заготовку, которая находится снизу. Таким образом образуется сварное соединение.
Известен способ сварки-пайки разнородных металлических сплавов лазерным лучом (патент 2732303), включающий перемещение луча лазера вдоль стыка между соединяемыми заготовками, отличающийся тем, что лазерный луч смещают на одну из соединяемых заготовок на расстояние 0,5-5,0 мм от линии стыка, при этом интенсифицируют взаимодействие жидкого металла расплавляемой заготовки со второй заготовкой и смачивают ее путем осуществления круговых колебательных движений лазерного луча по диаметру 1-2 мм с образованием металлических связей между заготовками. При этом, за счет смещения и круговых колебаний лазерного луча, обеспечивается образование цилиндрообразной сварочной ванны, что способствует равномерному взаимодействию расплавленного металла нижней и верхней частей сварочной ванны, и как результат, к увеличению механических свойств сварного соединения.
Однако, данный способ предназначен для сварки-пайки только стыковых соединений.
Известен способ изготовления тавровой балки лазерным лучом (патент 2653396), включающий сборку полки и стенки балки, прижим полки к стенке балки без зазора и лазерную сварку сварочной лазерной головкой, отличающийся тем, что при сборке полку устанавливают сверху стенки с возможностью обеспечения доступа сварочной лазерной головки к поверхности полки, противоположной поверхности соприкосновения полки со стенкой, сварку осуществляют прорезным швом с переплавлением полки на всю толщину и проплавлением стенки на заданную глубину за один проход прерывистым или сплошным швом, причем сварочную лазерную головку располагают со стороны полки, при этом используют волоконный лазер, сварку осуществляют с плавным нарастанием мощности лазерного луча в начале сварного шва от 1 до 20 кВт за 800 миллисекунд и плавным убыванием мощности лазерного луча в конце шва с 20 кВт за 1000 миллисекунд.
Однако, данный способ предназначен для производства плоских конструкций.
Известен способ комбинированной сварки трением и устройство для его осуществления (патент 2313432). Способ комбинированной сварки трением, включающий соединение заготовок за счет нагрева стыка до температуры сварки путем трения при сжатии их поверхностей и применения дополнительного нагрева с использованием дополнительного источника тепла, отличающийся тем, что дополнительный нагрев производят до достижения температуры сварки, а по завершении процесса сварки постепенно снижают мощность тепловыделения дополнительного источника тепла для охлаждения заготовок.
Однако, в данном способе осуществляют трение при относительном движении торцов соединяемых заготовок в торцевой плоскости заготовок, а не за счет вращения. Также в формуле способа не указан конкретный источник дополнительного нагрева.
Известен способ сварки трением (патент 2274530 МПК В23К 20/12 (2006.01), опубликовано 20.04.2006 Бюл. № 11), наиболее близкий к заявляемому изобретению и принятый за прототип, осуществляемый в температурном интервале сверхпластичности металла одной из заготовок, включающий стадию нагрева, на которой заготовки приводят в относительное вращение, и стадию проковки, осуществляемую после прекращения вращения, отличающийся тем, что стадию нагрева при частоте вращения шпинделя машины 1…2,5 с-1 разбивают на предварительный и выравнивающий разогрев, причем предварительный разогрев заканчивают при достижении температуры в зоне стыка 450…550°С, в зависимости от марки стали и диаметра соединяемых заготовок, на стадии выравнивающего разогрева давление к свариваемым заготовкам прикладывают импульсно от 2 до 5 импульсов для плавного достижения температурного интервала сверхпластичности по всей зоне физического контакта, при этом давление разогрева в паузах составляет 30…60% от давления в импульсе, а продолжительность пауз и импульсов давления нагрева 1…3 с.
Однако, данный способ предназначен для осуществления сварки в температурном интервале сверхпластичности металла одной из заготовок, включает несколько стадий нагрева, достаточно жесткие интервалы режимных параметров, не включает предварительной подготовки стыкуемых плоскостей и дополнительного воздействия лазерным лучом.
Техническая проблема, на решение которой направлено предлагаемое изобретение, заключается в получении качественного соединения из разнородных сплавов для изготовления заготовок имеющих форму тел вращения.
Технический результат, на достижение которого направлено предлагаемое изобретение, заключается в повышении свариваемости, прочности и надежности соединения из разнородных материалов, обеспечении высокой производительности.
Технический результат достигается тем, что в способе термомеханической сварки разнородных сплавов, включающим выполнение перед сваркой контактирующей поверхности одной свариваемой заготовки в виде конуса, а другой заготовки - в виде соответствующей конусной полости, осуществление стадии нагрева, на которой заготовки приводят в относительное вращение, и стадии осадки, осуществляемой после перехода металла свариваемых заготовок в вязко пластичное состояние, отличающимся тем, что на свариваемые заготовки при завершении стадии нагрева дополнительно воздействуют лазерным лучом по круговой или спиралевидной траектории, при этом область воздействия лазерного луча выбирают на участке заготовки с конусной полостью с большей толщиной для обеспечения ее равномерного нагрева.
Мощность лазерного луча выбирают достаточной для плавления обеих заготовок с образованием сварного шва.
Мощность лазерного луча выбирают достаточной для плавления заготовки с конусной полостью.
Мощность лазерного луча выбирают достаточной для дополнительного нагрева обеих заготовок.
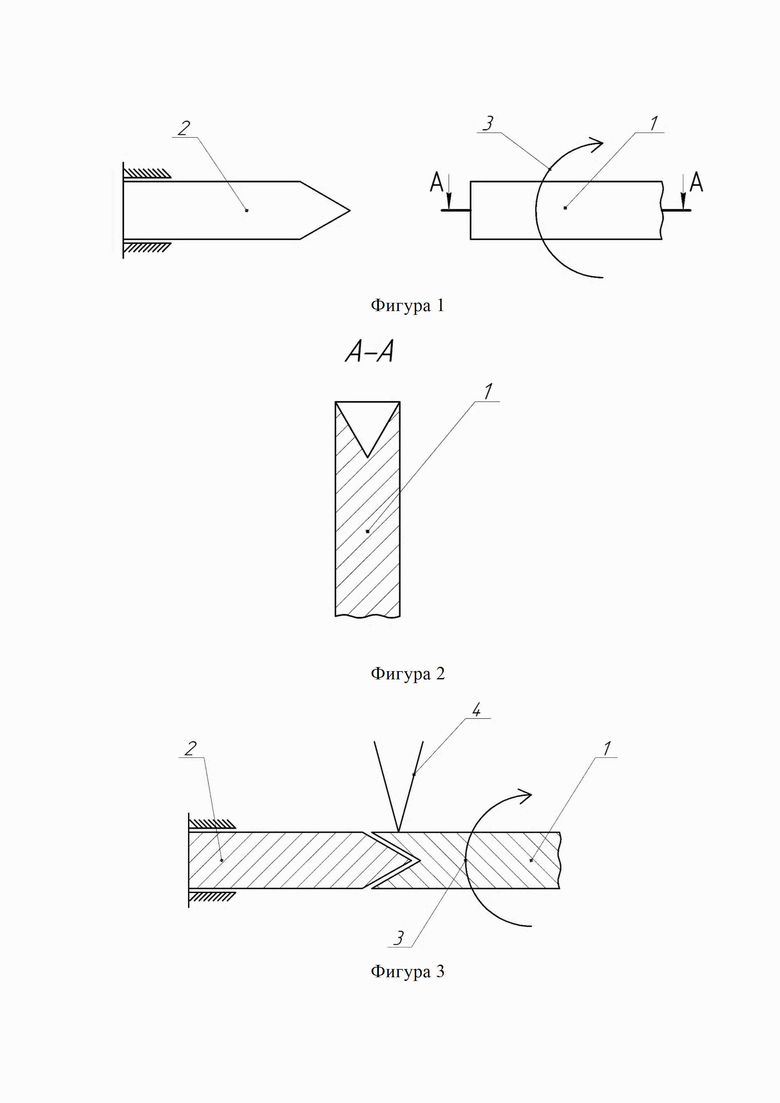
На фигуре 1 представлены заготовка 1 и заготовка 2 перед сваркой.
На фигуре 2 представлено продольное сечение заготовки 1.
На фигуре 3 представлено поперечное сечение свариваемых заготовок в начальной стадии процесса сварки трением.
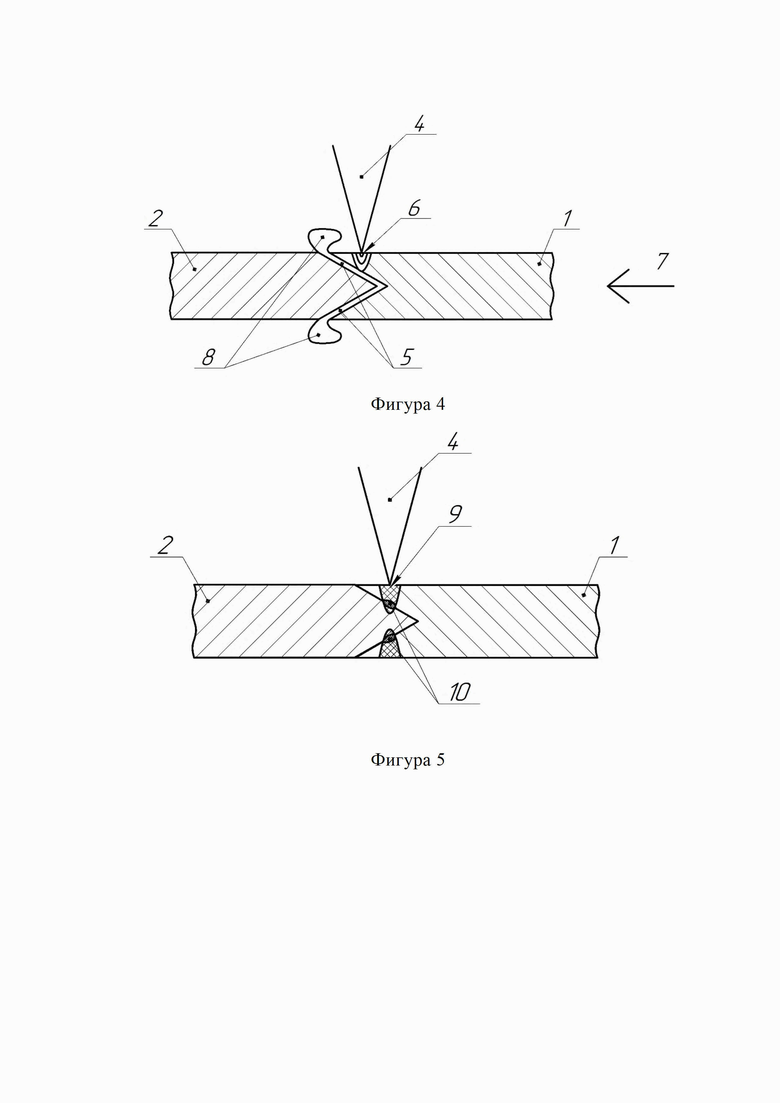
На фигуре 4 представлено поперечное сечение свариваемых заготовок на стадии проковки, точка и направление прилагаемого усилия проковки 7, точка воздействия лазерного луча 4 на заготовку 1, поверхность контакта 5 металла заготовки 1 и металла заготовки 2, облой 8, выталкиваемый в результате приложения усилия проковки и нахождения металла в пластичном состоянии.
На фигуре 5 представлено предполагаемое поперечное сечение заготовки, полученной сваркой трением, расплавленные лазерным лучом заготовка 1 и заготовка 2 и образовавшийся, в результате воздействия лазерным лучом кольцевой сварной шов 10.
На фигуре 6 представлена макроструктура сварного соединения листовых заготовок из разнородных сплавов (сверху титан, снизу алюминий), полученных лазерной сваркой прорезным швом.
Позиции на фигурах: 1 - заготовка 1 с внутренней полостью в виде конуса; 2 - заготовка 2 с наружной полостью в виде конуса; 3 - направление вращения заготовки 1; 4 - лазерный луч; 5 - поверхность контактирующего металла заготовки 1 и металла заготовки 2; 6 - область металла заготовки 1, подвергающаяся воздействию лазерным лучом, 7 - точка и направление приложения усилия проковки, 8 - облой, 9 - расплавленная лазерным лучом область металла заготовки 1, 10 - сварной шов между металлом заготовки 1 и металлом заготовки 2.
Сущность способа заключается в следующем. Заготовку 1 (металлический пруток или толстостенная труба) подготавливают с внутренней полостью в виде конуса, конец заготовки 2 (металлический пруток или толстостенная труба) подготавливают в виде наружного конуса соответствующих друг другу размеров. Неподготовленный конец заготовки 2 фиксируют в зажимном устройстве. С противоположной стороны осесимметрично с помощью трехкулачкового патрона или другого фиксирующего и центрирующего приспособления, устанавливают заготовку 1, например, в шпинделе токарного станка, так чтобы внутренняя конусная полость заготовки 1 совмещалась с внешней конусной полостью заготовки 2. Заготовку 1 приводят во вращение, при достижении скорости вращения 300-1500 об/мин, устанавливают механический контакт с заготовкой 2 прилагают давление и производят проковку. В результате трения заготовки нагреваются и переходят пластичное состояние, вследствие чего устанавливаются металлургические и металлические связи между металлами соединяемых заготовок. Давление продолжают прилагать до достижения необходимого расстояния осадки, устанавливаемого эмпирическим путем и зависящего от геометрических размеров и природы металлов разнородных заготовок. Заготовку 1 осаживают с определенным давлением проковки и на определенное расстояние, после чего вращение заготовки 1 останавливают принудительно, либо это происходит естественно по инерции. В результате осадки, металл заготовок перешедший в пластичное состояние, выдавливается по периметру области сварного соединения, образуя облой 8. Для усиления металлических связей на завершающей стадии вращения, когда вращение заготовки 1 останавливают, на конец заготовки 1 воздействуют лазерным лучом 4 и вращают заготовки вокруг своей оси, не снимая со станка один или несколько раз, в зависимости от траектории обработки лазерным лучом. Лазерным лучом 4 можно воздействовать на заготовку 1 используя различную мощность излучения, что может привести к трем вариантам взаимодействия свариваемых заготовок, либо к дополнительному нагреву обеих заготовок, либо к плавлению заготовки 1 и нагреву заготовки 2, либо к плавлению обеих заготовок. Вариант взаимодействия свариваемых заготовок выбирается исходя из эксплуатационных требований к получаемому сварному соединению, а также в зависимости от природы металла заготовки 1 и заготовки 2 и их геометрических размеров. Обработка лазерным лучом может осуществляться либо по круговой траектории, как показано на фигуре 5, либо по спиралевидной траектории. Использование спиралевидной траектории позволит увеличить область обработанного лазерным лучом металла обеих заготовок, однако в этом случае необходимо увеличивать мощность лазерного излучения по мере увеличения толщины заготовки 1, в процессе перемещения лазерного луча ближе к вершине конуса. После окончания обработки лазерным лучом полученное сварное соединение снимается с токарного станка, механическим способом производится удаление облоя, если это необходимо.
Обоснование технического результата заключается в следующем. Изготовление внешней и внутренней полости на соответствующих заготовках позволяет увеличить площадь контакта свариваемых заготовок из разнородных металлов и площадь нагрева заготовок в результате их трения. Это приведёт к увеличению прочности соединения в сравнении с контактом плоских торцов заготовок из аналогичных разнородных сплавов. Воздействие лазерным лучом на заготовку, имеющую конусную полость позволяет дополнительно прогревать металл заготовки (фигура 4) на участке, имеющем большую толщину металла, ближе к вершине конуса. Заготовка 1, имеющая конусную полость в результате трения будет нагреваться неравномерно, быстрее на участке, который ближе к основанию конуса, медленнее на участке, который ближе к вершине конуса, ввиду разницы толщин на данных участках.
Форма конуса, образующего внутреннюю полость заготовки 1 и наружную поверхность заготовки 2 зависит от диаметра и природы сплава соединяемых прутков или труб. Также могут свариваться любые заготовки, имеющие форму тела вращения, конусы, усеченные конусы и др. Режимы воздействия лазерным лучом зависят от диаметра и природы сплава соединяемых прутков, а также от необходимости нагрева заготовки 1, либо плавления заготовки 1 и нагрева заготовки 2, либо плавления заготовки 1 и плавления заготовки 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лазерной сварки разнородных металлических сплавов | 2021 |
|
RU2763706C1 |
| Способ лазерной сварки листов из разнородных металлов встык | 2022 |
|
RU2784044C1 |
| Способ изготовления оребренных панелей и устройства для его осуществления (варианты) | 2019 |
|
RU2732304C1 |
| Способ сварки-пайки разнородных металлических сплавов лазерным лучом | 2020 |
|
RU2732303C1 |
| Способ изготовления ребристых панелей из разнородных сплавов | 2021 |
|
RU2761841C1 |
| Способ сварки трением деталей из разнородных металлов | 1989 |
|
SU1764901A1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ | 2004 |
|
RU2274530C1 |
| Способ диффузионной сварки заготовок из керамики | 2020 |
|
RU2752820C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ФРИКЦИОННОЙ СВАРКИ ТАВРОВЫХ СОЕДИНЕНИЙ | 2011 |
|
RU2466839C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ | 2011 |
|
RU2483849C2 |

Изобретение относится к изготовлению термомеханической сваркой заготовок в виде тел вращения из конструкционных или инструментальных разнородных металлических сплавов. Контактирующую поверхность одной свариваемой заготовки выполняют в виде конуса, а другой - в виде соответствующей конусной полости. На стадии нагрева заготовки приводят в относительное вращение. После перехода металла свариваемых заготовок в вязкопластичное состояние осуществляют стадию осадки. На свариваемые заготовки при завершении стадии нагрева дополнительно воздействуют лазерным лучом по круговой или спиралевидной траектории. Область воздействия лазерного луча выбирают на участке заготовки с конусной полостью с большей толщиной для обеспечения ее равномерного нагрева. Мощность лазерного луча выбирают достаточной для плавления обеих заготовок с образованием сварного шва, или достаточной для плавления заготовки с конусной полостью, или достаточной для дополнительного нагрева обеих заготовок. Изобретение обеспечивает повышение свариваемости, прочности и надежности соединения из разнородных материалов. 3 з.п. ф-лы, 6 ил.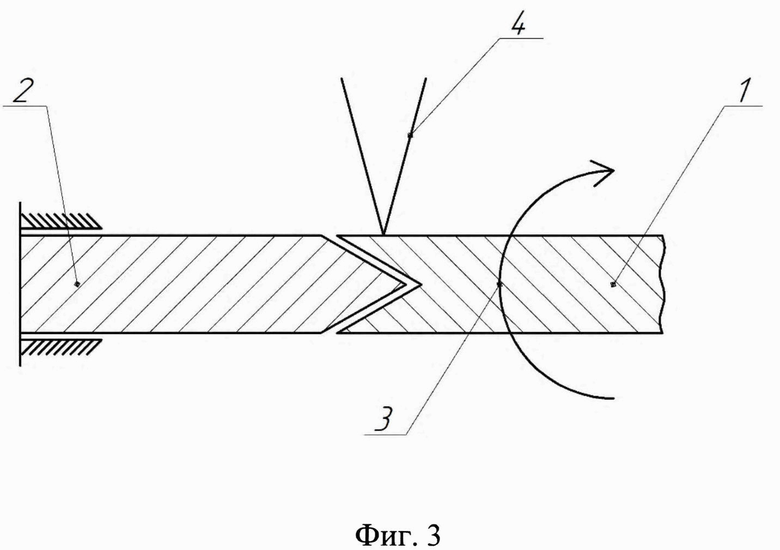
1. Способ термомеханической сварки разнородных сплавов, включающий выполнение перед сваркой контактирующей поверхности одной свариваемой заготовки в виде конуса, а другой заготовки - в виде соответствующей конусной полости, осуществление стадии нагрева, на которой заготовки приводят в относительное вращение, и стадии осадки, осуществляемой после перехода металла свариваемых заготовок в вязкопластичное состояние, отличающийся тем, что на свариваемые заготовки при завершении стадии нагрева дополнительно воздействуют лазерным лучом по круговой или спиралевидной траектории, при этом область воздействия лазерного луча выбирают на участке заготовки с конусной полостью с большей толщиной для обеспечения ее равномерного нагрева.
2. Способ по п. 1, отличающийся тем, что мощность лазерного луча выбирают достаточной для плавления обеих заготовок с образованием сварного шва.
3. Способ по п. 1, отличающийся тем, что мощность лазерного луча выбирают достаточной для плавления заготовки с конусной полостью.
4. Способ по п. 1, отличающийся тем, что мощность лазерного луча выбирают достаточной для дополнительного нагрева обеих заготовок.
| Способ сварки трением | 1988 |
|
SU1613280A1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2001 |
|
RU2271908C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ | 2004 |
|
RU2274530C1 |
| Способ производства биметаллических изделий | 1987 |
|
SU1530383A1 |
| Способ сварки трением деталей из разнородных металлов | 1986 |
|
SU1323301A2 |
| WO 2004014593 A1, 19.02.2004. | |||

