Изобретение относится к производству минераловатных изделий с комбинированной структурой, преимущественно полос и плит.
Известны способы производства полос и плит с комбинированной структурой, сочетающих вертикально-слоистую структуру, расположенную в средней части полосы и плиты, и горизонтально-слоистую структуру, расположенную в верхней и нижней частях полосы и плиты [Г.Ф.Тобольский, Ю.Л.Бобров. Минераловатные утеплители и их применение в условиях сурового климата. Л., Стройиздат, Ленинградское отделение, 1981, с.32-33].
В данном способе получение минераловатных полос и плит с комбинированной структурой осуществляется путем продольной резки минераловатного ковра на три слоя. Средний слой гофрируют вдоль или поперек ковра, а верхний и нижний подвергают уплотнению. После этого три слоя складывают и полимеризуют.
Недостатком этого способа является ограниченные технологические возможности по параметрам полученных полос и плит. Это связано с тем, что в случае поперечного гофрирования среднего слоя сложно получить равные длины слоев. Для выравнивания длин верхнего или нижнего слоев со средним требуется их продольное смятие, равное уменьшению длины среднего слоя при гофрировании. В случае продольного гофрирования ширина среднего слоя становится меньше ширины крайних слоев.
Таким образом, основным недостатком данного способа является его ограниченные технологические возможности по параметрам получаемых полос и плит с комбинированной структурой.
Наиболее близким по технической сущности и достигаемому эффекту является способ изготовления отвержденного нетканого полотна из минераловатного ковра [Патент РФ №2152489, МКИ В28В 1/52, Е04В 1/78, В65В 27/12, D04M 1/70, Е04С 2/16. Способ изготовления отвержденного нетканого полотна из минераловатного волокна и устройство для его осуществления, опубл. 10.07.2000 г.].
В данном способе производство минераловатных полос и плит с комбинированной структурой осуществляют путем получения минераловатного ковра с горизонтальным положением волокон со связующим, перемещения первичного ковра, его гофрирования, компоновки гофр, продольной резки ковра по ширине на части, укладки одной части ковра на другую и отверждения.
Недостатком этого способа является сложность и громоздкость технологии из-за необходимости получения из минераловатного ковра трех частей, их транспортировки с изменением положения в пространстве до укладки друг на друга.
Другим существенным недостатком данного способа является наличие в готовой минераловатной полосе и плите двух границ раздела между слоями, расположенных по периферии высоты полосы и плиты. Из-за этого при изгибе полосы и плиты в местах соединения слоев возникают большие растягивающие напряжения, изменяющиеся от максимума на поверхностях полосы и плиты до минимума в середине высоты полосы и плиты, что приводит к расслоению полосы и плиты в местах соединения слоев. Это является признаком низкого их качества.
Таким образом, основными недостатками данного способа являются сложная технология получения минераловатных полос и плит с комбинированной структурой и низкое их качество.
Задачей изобретения является упрощение технологии получения и повышение качества минераловатных полос и плит с комбинированной структурой.
Поставленная задача достигается тем, что в заявляемом способе производства минераловатных изделий, преимущественно полос и плит с комбинированной структурой, включающем получение минераловатного ковра с горизонтальным положением волокон со связующим, перемещение ковра, его гофрирование, компоновку гофр, продольную резку ковра по ширине на части, укладку частей ковра друг на друга, отверждение, согласно изобретению гофрирование ковра ведут путем одностороннего вмятия, продольную резку ковра осуществляют на две части, перед укладкой друг на друга обе части ковра сначала поворачивают вокруг их продольных осей на угол 180 град с изменением направления перемещения первой части ковра на угол 180>α>0 град, а второй части ковра на угол 360>γ>180 град, затем вторую часть ковра дополнительно поворачивают вокруг ее продольной оси на угол 180 град с изменением направления ее перемещения на угол (γ+α) в обратном направлении и укладывают под первую часть ковра, при этом гофрирование минераловатного ковра осуществляют под острым углом β к направлению его перемещения.
Применение технологической операции одностороннего вмятия ковра позволяет получить на одной стороне минераловатного ковра чередующиеся выступы и впадины, расположенные вдоль или поперек ковра.
После использования известной технологической операции компоновки гофр путем уменьшения длины или ширины минераловатного ковра и продольной резки его на две половины получают две части минераловатного ковра, имеющие по высоте комбинацию преимущественно вертикально- и горизонтально-слоистых структур.
Применение в дальнейшем сочетания технологических операций поворота частей ковра вокруг их продольных осей, изменения направлений перемещения частей ковра и соответствующей их укладки обеспечивает при ограниченном числе технологических операций установку гофрированных сторон частей ковра напротив друг друга. После укладки частей ковра друг на друга в таком положении и отверждения образуется минераловатное изделие в виде полосы и плиты. В середине их высоты находятся волокна с вертикально слоистой структурой, а на периферии высоты - волокна с горизонтально-слоистой структурой. Линия раздела частей ковра расположена в середине его высоты.
Такое положение линии разъема обеспечивает высокую прочность соединения, так как при изгибе готовой минераловатной полосы и плиты место соединения располагается в нейтральном сечении, где отсутствуют напряжения растяжения и сжатия. Это исключает расслоение минераловатной полосы и плиты.
Осуществление гофрирования минераловатного ковра под острым углом (90>β>0) град к направлению его перемещения дает дополнительные преимущества предложенному способу, так как позволяет после компоновки гофр создать ориентировку волокон, при которой они располагаются в плоскости, перпендикулярной плоскости ковра и повернутой на угол β к направлению перемещения ковра. При этом волокна наклонены в разные стороны под углом β к плоскости ковра. После укладки слоев ковра друг на друга с такой ориентацией волокон плоскости, в которых расположены волокна, оказываются под углом (180-2β) град. Это создает, по существу, «сотовую, арочную» структуру получаемой после отверждения минераловатной полосы и плиты. Это существенно повышает упругие свойства минераловатной полосы и плиты при действии на них усилия в разных направлениях.
Таким образом, предложенный способ позволяет получать минераловатные полосы и плиты при малом числе технологических операций, что упрощает технологию, при высоком их качестве.
Предлагаемый способ производства минераловатных изделий проиллюстрирован на чертежах.
На фиг.1 показан вид сбоку на процесс получения гофрированного с одной стороны минераловатного ковра.
На фиг.2 показан вид в плане на изменение положения частей ковра при их перемещении.
На фиг.3 показан вид в плане на изменение положения частей ковра, гофрированного под острым углом к направлению их перемещения.
На фиг.4 показано поперечное сечение А-А частей ковра после их укладки друг на друга.
На фиг.5 показано поперечное сечение Б-Б частей ковра после их укладки друг на друга
На фиг.6 показан вид сбоку на процесс формирования из двух частей ковра полосы с комбинированной структурой.
Рассмотрим технологию получения минераловатных полос и плит с комбинированной структурой.
Минераловатный ковер 1 (фиг.1) с расположением волокон вдоль ковра со связующим из камеры волокноосаждения передается на транспортер 2, поступает к паре гофрировочных валков 3, 4, один из которых 4 имеет гладкую поверхность, а другой 3 имеет поверхность с эвольвентными зубьями, расположенными под прямым или острым углом к направлению перемещения минераловатного ковра 1. Гофрировочный валок 3 осуществляет гофрирование ковра 1 с получением на нем вмятин и выпуклостей в виде зубчатой рейки с прямым или косым зубом. Гофрированный с одной стороны минераловатный ковер 1 поступает к двухстороннему ленточному транспортеру 5, скорость перемещения ленты которого меньше скорости подачи гофрированного ковра 1 от гофрировочных валков 3, 4. За счет этого на гофрированный ковер 1 действует продольное осевое усилие Т, благодаря чему гофры соединяются, образуя комбинированный минераловатный ковер 6. Далее ковер 6, имеющий ширину В, дисковой пилой 7 (фиг.2, 3) режется на две равные части 8, 9, каждая из которых имеет ширину b.
Направляющими роликами 10, 11 части ковра соответственно 9 и 8 поворачивают вокруг продольных осей соответствующих частей ковра на угол 180 град с одновременным изменением направления перемещения части ковра 9 на угол α=60 град, а части ковра 8 - на угол γ=90 град. Затем часть ковра 8 с помощью направляющего ролика 12 дополнительно поворачивают вокруг ее продольной оси на угол 180 град с изменением направления перемещения на угол α+γ=(60+90)=150 град в обратную по отношению к первоначальному повороту части ковра 8 сторону на угол γ.
Благодаря таким технологическим операциям части ковра 8, 9 оказываются в положении 8′ и 9′. При этом часть ковра 8′ направляют под часть ковра 9′.
При осуществлении гофрирования ковра под острым углом, например β=60 град, к направлению его перемещения (фиг.3) после укладки друг на друга частей ковра гофры одной части ковра располагаются по отношению к гофрам другой части ковра под углом 180-2β=60 град. Учитывается, что в результате гофрирования под углом β=60 град и компоновки гофр, волокна частей ковра ориентируются под углом 90-β=30 град в разные стороны к плоскости ковра (фиг.4, 5), создавая «арочную, сотовую» структуру.
В дальнейшем, проходя через двухсторонний транспортер 13 (фиг.6), части ковра 8′, 9′ соединяются и передаются в камеру тепловой обработки 14 для отверждения путем полимеризации связующего. После камеры тепловой обработки 14 минераловатная полоса перемещается по транспортеру на линию продольной и поперечной резки, упаковку и складирование (на чертежах не показано).
При расположении волокон в ковре преимущественно перпендикулярно направлению его перемещения осуществляют одностороннее продольное гофрирование ковра. Затем выполняют деформацию гофрированного ковра, соединяя гофры с уменьшением ширины ковра. Дальнейшие технологические операции: резка ковра на две части по ширине, разворот частей ковра на 180 град вокруг их продольных осей, изменение направления их перемещения, соединение частей ковра, отверждение аналогичны описанному варианту с поперечным гофрированием ковра.
Таким образом, предложенный способ дает возможность получать минераловатные изделия в виде полос и плит с комбинированной структурой, обладающих очевидно высокими механическими свойствами на изгиб, сжатие и растяжение в разных направлениях. При увеличении угла β минераловатная полоса и плита обладают лучшими механическими свойствами при сжатии по высоте, при уменьшении угла β минераловатная полоса и плита обладают лучшими механическими свойствами при продольном и поперечном сжатии. При этом получение полос и плит с высокими эксплуатационными характеристиками осуществляется при малом числе операций, что упрощает технологию производства.
В настоящее время проводятся опытные работы по доведению предложенного способа до стадии опытно-промышленного применения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА МИНЕРАЛОВАТНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2352457C1 |
| СПОСОБ ПРОИЗВОДСТВА МИНЕРАЛОВАТНЫХ ПОЛОС И ПЛИТ | 2008 |
|
RU2372191C1 |
| СПОСОБ ПРОИЗВОДСТВА МИНЕРАЛОВАТНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2506158C1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ МИНЕРАЛОВАТНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2353513C1 |
| СПОСОБ ПРОИЗВОДСТВА МИНЕРАЛОВАТНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2362673C1 |
| Способ изготовления многослойных волокнистых плит и устройство для его осуществления | 1982 |
|
SU1098927A1 |
| СПОСОБ ПРОИЗВОДСТВА МИНЕРАЛОВАТНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2368496C1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ МИНЕРАЛОВАТНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2364503C1 |
| Прошивной волокнистый теплоизоляционный материал с гофрированной структурой и способ его изготовления | 1985 |
|
SU1286416A1 |
| Устройство для изготовления гофрированных волокнистых изделий | 1980 |
|
SU937430A1 |
Изобретение относится к производству минераловатных изделий, преимущественно полос и плит с комбинированной структурой. Способ включает получение минераловатного ковра с горизонтальным положением волокон со связующим, перемещение ковра, его гофрирование, компоновку гофр, продольную резку ковра по ширине на части, укладку частей ковра друг на друга, отверждение. Гофрирование ковра ведут путем одностороннего смятия. Продольную резку ковра осуществляют на две части. Перед укладкой друг на друга обе части ковра поворачивают вокруг их продольных осей на угол 180 град с изменением направления перемещения первой части ковра на угол 180>α>0 град, а второй части ковра на угол 360>γ>180 град. Вторую часть ковра дополнительно поворачивают вокруг ее продольной оси на угол 180 град с изменением направления ее перемещения на угол (γ+α) в обратном направлении и укладывают под первую часть ковра. Гофрирование минераловатного ковра осуществляют под острым углом β к направлению его перемещения. Технический результат - упрощение технологии и повышение качества минераловатных полос и плит с комбинированной структурой. 1 з.п. ф-лы, 6 ил.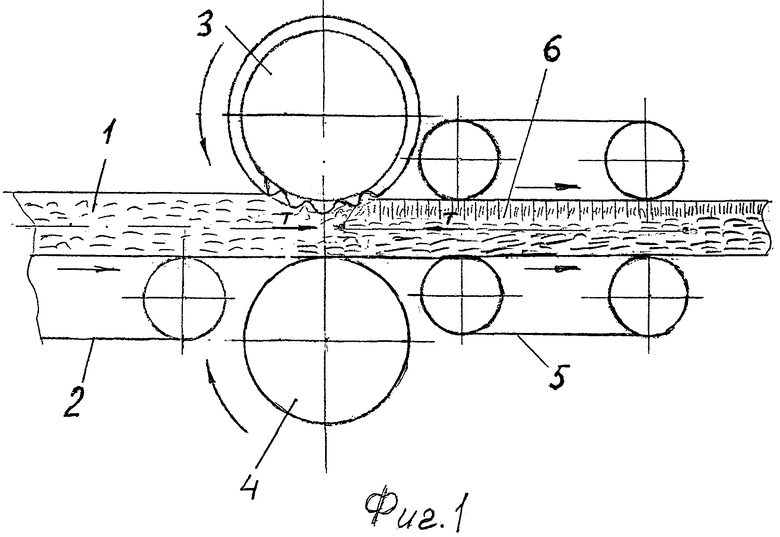
1. Способ производства минераловатных изделий, преимущественно полос и плит с комбинированной структурой, включающий получение минераловатного ковра с горизонтальным положением волокон со связующим, перемещение ковра, его гофрирование, компоновку гофров, продольную резку ковра по ширине на части, укладку частей ковра друг на друга, отверждение, отличающийся тем, что гофрирование ковра ведут путем одностороннего вмятия, продольную резку ковра осуществляют на две части, перед укладкой друг на друга обе части ковра сначала поворачивают вокруг их продольных осей на угол 180° с изменением направления перемещения первой части ковра на угол 180°>α>0°, а второй части ковра на угол 360°>γ>180°, затем вторую часть ковра дополнительно поворачивают вокруг ее продольной оси на угол 180° с изменением направления ее перемещения на угол (γ+α) в обратном направлении и укладывают под первую часть ковра.
2. Способ производства минераловатных изделий по п.1, отличающийся тем, что гофрирование минераловатного ковра осуществляют под острым углом β к направлению его перемещения.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТВЕРЖДЕННОГО НЕТКАНОГО ПОЛОТНА ИЗ МИНЕРАЛЬНОГО ВОЛОКНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2152489C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЙЛОКА ИЗ МИНЕРАЛЬНОГО ВОЛОКНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2054067C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТОГРАФИЧЕСКОЙ МАСКИ ДЛЯ LIGA-ТЕХНОЛОГИИ | 2007 |
|
RU2350996C1 |
| US 3067806 А, 11.12.1962 | |||
| WO 9210602 А1, 25.06.1992 | |||
| Обмотка ротора турбогенератора | 1959 |
|
SU128526A1 |
| WO 8800265 А1, 14.01.1988 | |||
| WO 9300464 А1, 17.01.1993 | |||
| WO 9416164 А1, 21.07.1994. | |||

