112
М:к1б;н тение относится к производ- стну теплоизоляционных материалов и может найти применение в тепловой изоляции материалов и может найти применение в тепловой изоляции про- мьпцленного оборудования, трубопроводов и строительных конструкций.
Целью изобретения является повышение теплоизоляционных и упругих свойств материала.
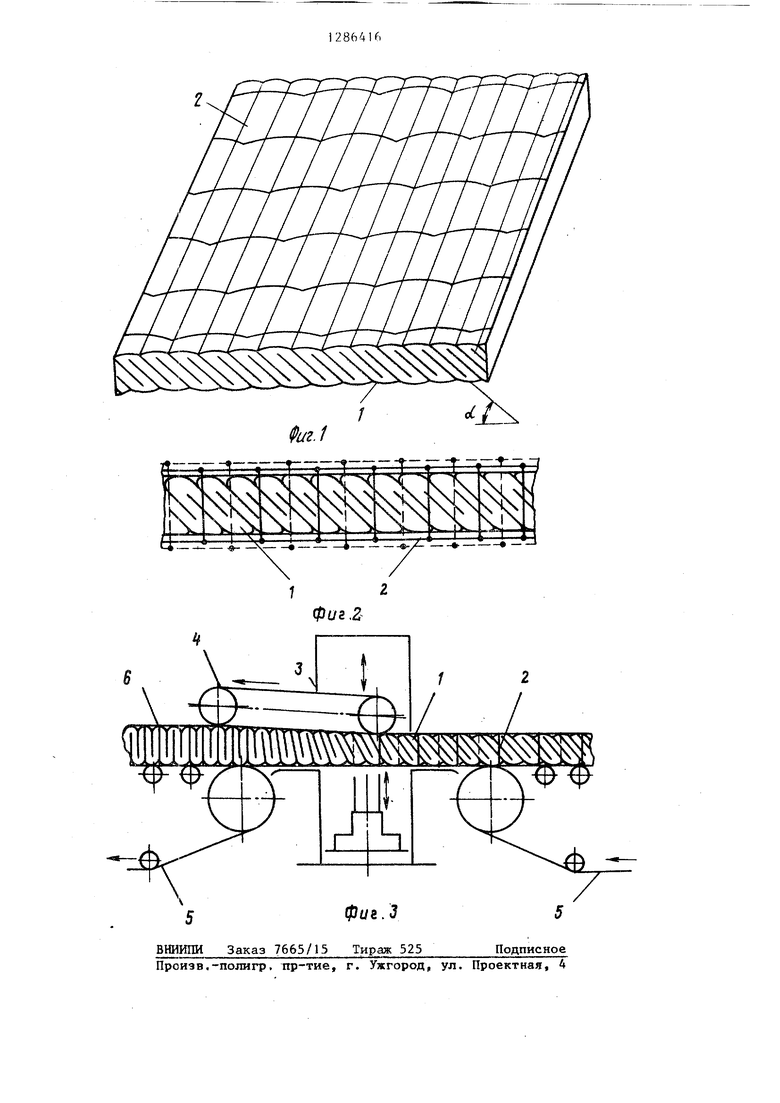
На фиг. и 2 схематически изображен теплоизоляционный прошивной материал с гофрированной наклонной структурой волокнистого ковра с обк- ладочным материалом и без него; на фиг. 3 - устройство для формирования волокнистого теплоизоляционного материала.
Материал I состоит из теплоизоляционного слоя, сформированного из волокнистого ковра методом гофрирования с последующей наклонной ориентацией гофр под углом oi , армированного прошивной 2. Наиболее рациональ
ной является область изменения угла наклона от 30 до 60 . Изменение угла наклона гофров позволяет в широких пределах варьировать эксплуатационные свойства материала.
Материал может быть изготовлен с обкладочнь1м материалом или без него, Для устранения пыпимости при изготовлении в волокнистый ковер вводят различные обеспьшивающие добавки.
Технологический процесс изготовле- НИН материала осуществляется следующим образом.
Волокнистый ковер с преимущественно горизонтальной ориентацией волокон подвергак1Т гофрирование, после чего вертикальным гофрам придается наклонная ориентация за счет разности линейных скоростей перемещения нижних и верхних торцов гофров,причем пределы соотношения скоростей устанавливаются от 1,023 до 1,208.Перед выходом из-под верхнего транспортера окончательно сформированный ковер армируется прощивочным материалом и далее разрезается на мерные длины.
Устройство для формирования волокнистого теппоизоляи1ионного материала с гофрированной структурой с наклонной ориентацией гофров содержит прошивной станок 3 с дополнительным наклонным подпрессовочным транспортером 4, основной транспортер 5, по
О
5
5
0
0
5
55
62
дающий гофрированный ковер 6 на обработку и готовый материал 1, армированный прошивкой 2, на резку и упаковку.
Устройство работает следующим образом.
Гофрированный ковер 6, сформированный в камере волокноосаждения и гофрированный в гофрирующем устройстве (не показано), транспортером 5 подается в прощивной станок 3, оборудованный дополнительным верхним наклонным подпрессовочным транспортером 4, линейная скорость V которого несколько ниже линейной скорости V, основного транспортера, в результате чего происходит относительное смещение верхней и нижней частей гофрированного ковра, определяюпще задан- Ньй наклон гофров. Степень подпрес- совки материала определяется наклоном подпрессовочного транспортера.
Пример 1. Исходный волокнистый ковер ТОЛЩИНОЙ 250 мм уплотняется в 5 раз (до 50 мм) с целью снятия остаточных деформаций и подается в гофрировщик, где гофрируется с высотой гофров 240 мм. Гофрированный ковер уплотняется в продольном направлении в 1,25 раза с целью обеспечения плотного прилегания соседних гофров. Далее гофрированный ковер поступает в прошивную установку с верхним подпрессовочным транспортером длиной 1000 мм, наклоненным к горизонтам под углом 7 , линейная скорость которого в 1,208 раза меньше линейной скорости нижнего основного транспортера, что обеспечивает наклон гофров 30 при толщине готового материала 120 мм. Перед выходом из-под верхнего транспортера материал прошивается и затем разрезается на мерные длины.
П р и м е р 2. Шнераловатный ковер подпрессовывается и гофрируется с высотой гофров 46 мм. Угол наклона подпрессовочного транспортера длиной 1000 мм 0,3 , и линейная скорость в 1,023 раза меньше линейной скорости нижнего транспортера. Эти условия обеспечивают.изготовление материала толщиной 40 мм с углом наклона гофров 60°.
Пример 3. Минераловатный ковер подпрессовывается и гофрируется с высото й, гофр 85 мм. Угол наклона подпрессовочного транспортера дяи- ной 1000 мм 1,5 , линейная скорость
1
в 1,06 раза меньше линейной скорости нижнего транспортера. Эти условия обеспечивают изготовление материала толщиной 60 ил с углом наклона гофров 45 .
Наклон гофров прошивных волокнистых изделий позволяет улучшить качество прошивки за счет того, что прошивается одновременно несколько гофров. Обеспечивается более плотное прилегание гофров друг к другу,исключается выпадание торцовых гофров при поперечной резке материала.При оборачивании материала вокруг изолируемой поверхности не происходит раскрытия гофров, более того, при закреплении изоляционного материала происходит дополнительное их обжатие Теплоизоляционные свойства материала улучшаются. При воздействии на ма териал с наклонно ориентированными гофрами различных эксплуатационных нагрузок происходит его упругое сжатие с восстановлением формы после снятия нагрузки.
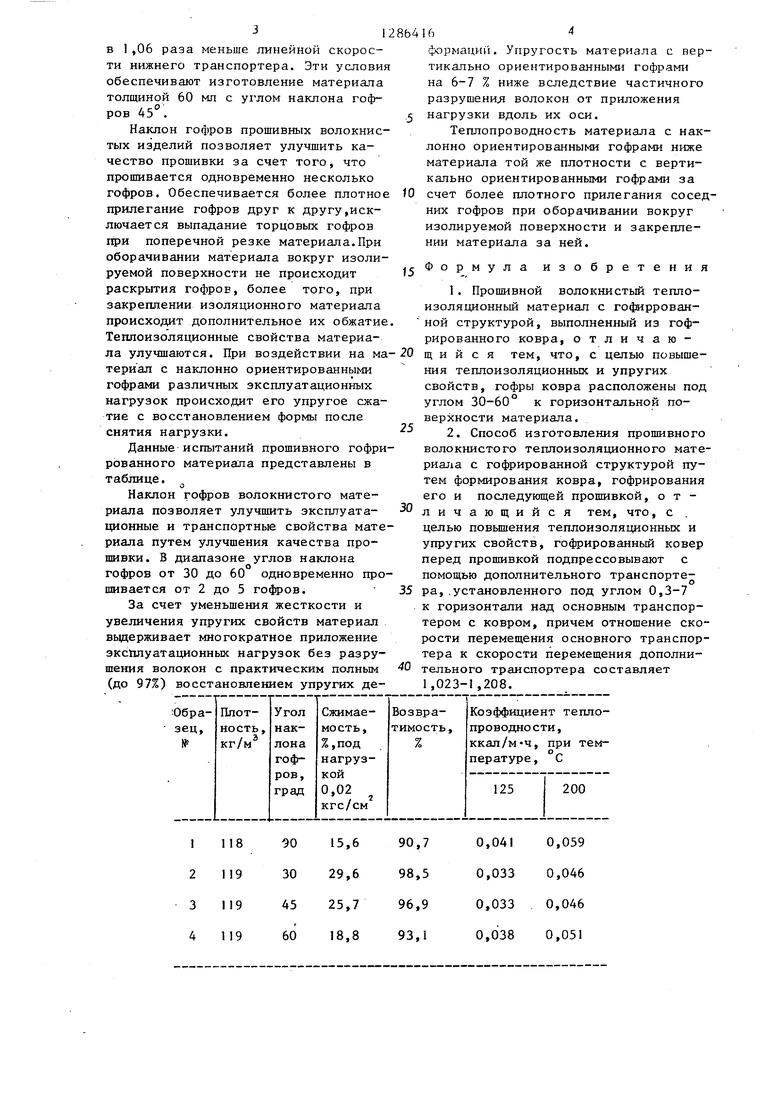
Данные испытаний прошивного гофрированного материала представлены в таблице.
О
Наклон гофров волокнистого материала позволяет улучшить эксштуата ционные и транспортные свойства материала путем улучшения качества прошивки. В диапазоне углов наклона гофров от 30 до 60 одновременно прошивается от 2 до 5 гофров.
За счет уменьшения жесткости и увеличения упругих свойств материал вьщерживает многократное приложение эксплуатационных нагрузок без разрушения волокон с практическим полным (до 97%) восстановлением упругих де,-
28b4
5
tO 15 . -20
30
35
40
h4
формаци11. Упругость материала с вертикально ориентированными гофрами на 6-7 % ниже вследствие частичного разрушенил волокон от приложения нагрузки вдоль их оси.
Теплопроводность материала с наклонно ориентированными гофрами ниже материала той же плотности с вертикально ориентированньши гофрами за счет более плотного прилегания соседних гофров при оборачивании вокруг изолируемой поверхности и закреплении материала за ней.
Формула изобретения
1.Прошивной волокнистьш теплоизоляционный материал с гофиррован- ной структурой, выполненный из гофрированного ковра, отличающийся тем, что, с целью повышения теплоизоляционных и упругих свойств, гофры ковра расположены под углом 30-60 к горизонтальной поверхности материала.
2.Способ изготовления прошивного волокнистого теплоизоляционного материала с гофрированной структурой путем формирования ковра, гофрирования его и последующей прошивкой, отличающийся тем, что, с целью повышения теплоизоляционных и упругих свойств, гофрированный ковер перед прошивкой подпрессовывают с помощью дополнительного транспортера, .установленного под углом 0,3-7
к горизонтали над основным транспортером с ковром, причем отношение скорости перемещения основного транспортера к скорости перемещения дополнительного транспортера составляет 1,023-1,208.
ВНИИПИ Заказ 7665/15 Тираж 525 Подписное
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4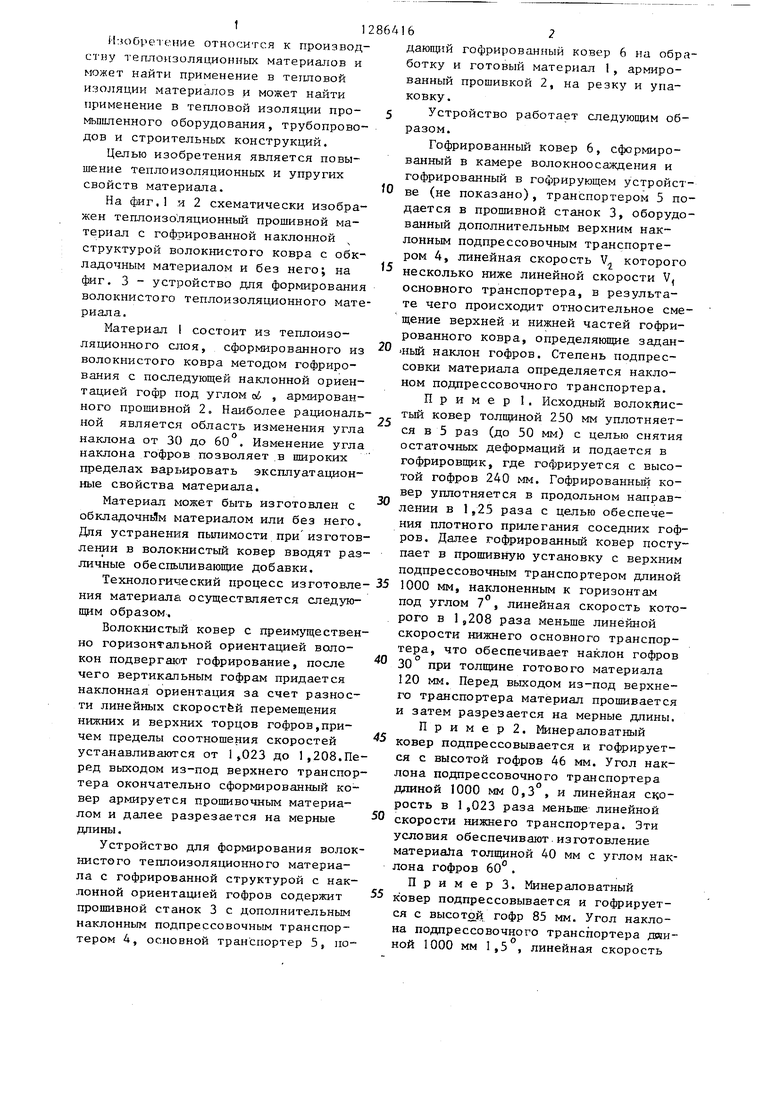
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления минераловатных прошивных матов | 1981 |
|
SU992500A1 |
| Установка для производства теплоизоляционных прошивных матов | 1989 |
|
SU1689073A1 |
| Способ изготовления минераловатных прошивных матов | 1986 |
|
SU1447663A1 |
| Способ изготовления многослойных волокнистых плит и устройство для его осуществления | 1982 |
|
SU1098927A1 |
| Установка для изготовления многослойного волокнистого ковра | 1986 |
|
SU1380959A1 |
| Способ изготовления субстрата для выращивания растений | 1989 |
|
SU1792593A1 |
| Способ изготовления волокнистых теплоизоляционных изделий с гофрированной структурой | 1985 |
|
SU1313722A1 |
| Поточная линия для производства волокнистого прошивного мата | 1989 |
|
SU1728022A1 |
| Теплоизоляционный мат и способ его изготовления | 1986 |
|
SU1423393A1 |
| Установка для изготовления волокнистыхТЕплОизОляциОННыХ издЕлий | 1979 |
|
SU842077A1 |
Изобретение относится к производству теплоизоляционных материалов и может найти применение в тепловой изоляции промышленного оборудования, трубопроводов и строительных конструкций. С целью повышения теплоизоляционных и упругих свойств гбфриро- ванный ковер перед прошивкой подпрес- совывают с помощью дополнительного транспортера, установленного под углом 0,3-7° к горизонтали над основным транспортером с ковром, причем отношение скорости перемещения основного транспортера к скорости перемещения дополнительного транспортера составляет 1 ,023-1,208, при этом гофры в готовом материале располагаются под углом 30-60 к горизонтальной поверхности. 2 с.п. ф-лы, 3 ил., 1 табл. СЛ
| Теплоизоляционный мат | 1980 |
|
SU877211A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Способ изготовления минераловатных прошивных матов | 1981 |
|
SU992500A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
