Изобретение относится к области строительства и практически ко всем областям народного хозяйства, в которых используются различные железобетонные изделия.
Наиболее близким к заявляемому способу является способ применения густой смазки для изготовления изделий из сборного железобетона в металлическом контейнере (форме) [1]. Он состоит в нанесении на внутренние поверхности формы слоя густой смазки (солидола, парафина, тормозного масла), затем в форму заливают бетонную смесь, проводят тепловую обработку, нагревая стенки формы, а после ее окончания осуществляют распалубку. Недостатками этого способа является необходимость приложения больших усилий для изъятия готовых затвердевших заготовок из металлических контейнеров, возникновение различных повреждений заготовок, необходимость последующего ремонта этих заготовок.
Заявляемое изобретение направлено на уменьшение усилий для изъятия готовых изделий и на существенное уменьшение дефектов, возникающих при выемке готового изделия.
Указанный результат достигается тем, что в способе применения густой смазки для изготовления изделий из сборного железобетона в металлическом контейнере, включающем нанесение на внутренние поверхности указанного контейнера слоя густой смазки перед заливкой жидкого бетона с образованием защитной масляной оболочки, выемку готового затвердевшего изделия, указанный слой предварительно охлажденной густой смазки наносят на верхние части указанных поверхностей, нагревают стенки указанного контейнера, после чего охлаждают их перед заливкой жидкого бетона, а при указанной выемке кратковременно нагревают стенки указанного контейнера до 150°С.
Отличительными признаками заявляемого изобретения являются:
- нанесение на верхние части внутренних поверхностей металлического контейнера предварительно охлажденной густой смазки;
- нагревание стенок контейнера для растекания смазки по внутренней поверхности контейнера;
- охлаждение контейнера перед заливкой жидкого бетона и нагревание внутренней поверхности стенок контейнера при выемке готового затвердевшего изделия.
Нанесение на верхние части внутренних поверхностей металлического контейнера предварительно охлажденной густой смазки и последующий ее нагрев приводят к ее разжижению и плавному растеканию под действием силы тяжести по всей внутренней поверхности контейнера. Дальнейшее охлаждение растекшейся пленки приводит к ее фиксации на поверхности. Нагрев поверхности контейнера приводит к расширению пленки, к увеличению длин сторон контейнера и к плавному отделению стенок контейнера от поверхности изделия. При этом мелкие шероховатости поверхности изделия не препятствуют выемке изделия из контейнера. Это приводит к существенному облегчению усилий при изъятии готовых затвердевших заготовок и резкому снижению вероятности и глубины возможного повреждения готовых изделий.
Сущность способа поясняется фиг.2 (фото) и чертежом, представленным на фиг.1, а также нижеследующим описанием.
На фиг.1 представлена схема способа изготовления изделий из сборного железобетона.
Введены следующие обозначения: 1 - металлический контейнер; 2 - смазка; 3 - горячий или холодный поток воздуха; 4 - источник тока для обогрева.
На фиг.2 представлена готовая бетонная заготовка, полученная заявляемым способом.
Физическое объяснение сущности заявляемого способа обусловлено образованием равномерной жидкой масляной пленки, возникающей при стекании нагретого слоя смазочного масла (например, тосола или веретенного масла). Последующее охлаждение этой жидкой пленки приводит к ее фиксации, к прекращению ее ненужного утоныпения и полного ее стекания. Нагрев контейнера перед выемкой готового затвердевшего бетонного изделия приводит к расширению пленки, к увеличению длины стенок контейнера и к плавному отделению поверхности готового изделия от стенок контейнера. При этом мелкие шероховатости отдаляются от стенок контейнера и не препятствуют выемке готового изделия, благодаря чему снижаются усилия по выемке готового изделия и не травмируется поверхность готового изделия. Отметим также, что стекающее нагретое масло может быть собрано и использовано многократно. Нагрев и охлаждение может быть осуществлены с помощью подачи пара или охлажденного воздуха во внутренние полости стенок контейнера [2], а также с помощью кратковременной подачи сильного разогревающего тока. Последний способ очень эффективен, мобилен и позволяет осуществить локальный нагрев с общим высоким КПД.
Пример.
Проверка достижения заявленного технического результата осуществлялась опытным путем. В опыте реализовывалось предлагаемое изобретение, но в уменьшенных масштабах. Использовался металлический контейнер высотой H=12 мм, с диаметром D=13 мм (фиг.2). В качестве смазки использовался тосол, предварительно охлажденный до 15°С. Первоначальный кратковременный нагрев контейнера после нанесения смазки проводился до 100°С. После этого контейнер охлаждали до 40°С и заливали жидкий бетон. Нагрев перед выемкой готового изделия проводился до 150°С в течение 2 минут. В данном конкретном опыте вообще не было ни одного скола или царапины ни на поверхности изделия, ни на внутренней поверхности контейнера - фиг.2 (фото).
Дешевизна комплектующих, простота исполнения, надежность, экономичность, эффективность и экологическая безопасность дает большие выгоды при использовании предлагаемого способа, особенно при изготовлении крупномасштабных стеновых панелей в строительстве. При современной технологии каждую уже готовую затвердевшую железобетонную панель после выемки из контейнера приходится ремонтировать. Кроме крупных затрат, это приводит к нарушению стандартных технологических условий и ухудшению качества стеновых панелей.
Все это делает предлагаемый способ весьма востребованным и полезным.
Источники информации
1. СКРАМТАЕВ Б.Г., БАЛАТЬЕВ П.К. Справочник по производству сборных железобетонных изделий, М., Стройиздат, 1965, т.1, с.416, 429-431.
2. Волков Л.А. Бетоноукладочные машины для производства изделий из сборного железобетона. М., 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки к волочению проволоки для армирования железобетонных конструкций | 1982 |
|
SU1103922A1 |
| Смазка для металлических форм и опалубок | 1990 |
|
SU1731642A1 |
| СПОСОБ СТРОИТЕЛЬСТВА СБОРНЫХ ДОРОЖНЫХ И АЭРОДРОМНЫХ ПОКРЫТИЙ ИЗ ПРЕДВАРИТЕЛЬНО-НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ПЛИТ | 2021 |
|
RU2767640C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОНА | 1992 |
|
RU2078750C1 |
| СМАЗКА ДЛЯ МЕТАЛЛИЧЕСКИХ ФОРМ | 1998 |
|
RU2137601C1 |
| Смазка для форм | 1987 |
|
SU1444155A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УСТОЙЧИВОЙ ЖЕЛЕЗНОДОРОЖНОЙ ШПАЛЫ С ИСПОЛЬЗОВАНИЕМ ОТХОДОВ ГОРНО-МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА | 2007 |
|
RU2335590C1 |
| СМАЗКА ДЛЯ МЕТАЛЛИЧЕСКИХ ФОРМ | 1992 |
|
RU2057642C1 |
| Несъёмная опалубка из неорганического стекла для монолитного бетона или железобетона с внутренними системами теплообогрева (варианты) | 2018 |
|
RU2694642C1 |
| Смазка для металлических форм | 1979 |
|
SU872270A1 |
Изобретение относится к области строительства и может быть использовано при производстве изделий из сборного железобетона. В способе применения густой смазки для изготовления изделий из сборного железобетона в металлическом контейнере, включающем нанесение на внутренние поверхности указанного контейнера слоя густой смазки - смазочного масла перед заливкой жидкого бетона с образованием защитной масляной оболочки, выемку готового затвердевшего изделия, указанный слой предварительно охлажденной густой смазки наносят на верхние части указанных поверхностей, нагревают стенки указанного контейнера, после чего охлаждают их перед заливкой жидкого бетона, а при указанной выемке кратковременно нагревают стенки указанного контейнера до 150°С. Технический результат - уменьшение усилий для выемки готовых изделий, существенное уменьшение возникающих при этом дефектов. 2 ил.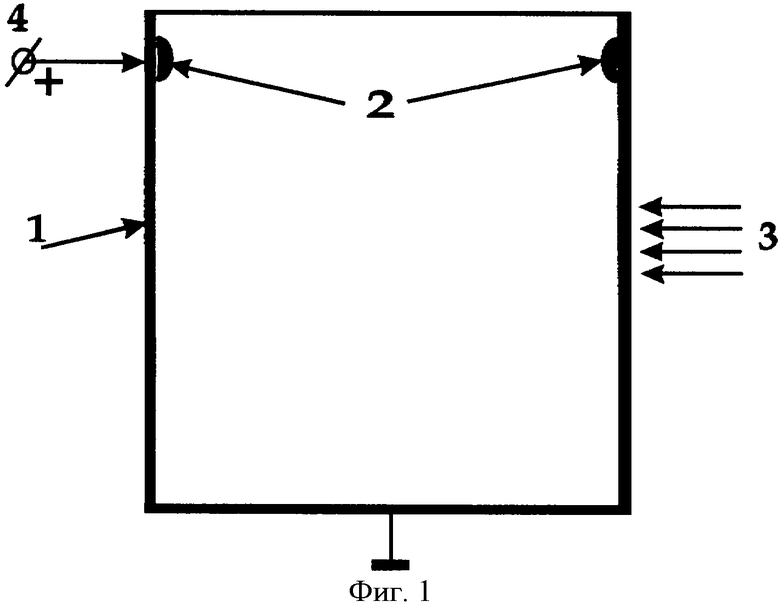
Способ применения густой смазки для изготовления изделий из сборного железобетона в металлическом контейнере, включающий нанесение на внутренние поверхности указанного контейнера слоя густой смазки - смазочного масла перед заливкой жидкого бетона с образованием защитной масляной оболочки, выемку готового затвердевшего изделия, отличающийся тем, что указанный слой предварительно охлажденной густой смазки наносят на верхние части указанных поверхностей, нагревают стенки указанного контейнера, после чего охлаждают их перед заливкой жидкого бетона, а при указанной выемке кратковременно нагревают стенки указанного контейнера до 150°С.
| СКРАМТАЕВ Б.Г | |||
| и др | |||
| Справочник по производству сборных железобетонных изделий | |||
| - М.: Стройиздат, 1965, т.1, с.416, 429-431 | |||
| Способ распалубки бетонных и железобетонных конструкций | 1990 |
|
SU1766674A1 |
| Устройство для нанесения застывающих покрытий | 1979 |
|
SU1065208A1 |
| СМАЗКА ДЛЯ МЕТАЛЛИЧЕСКИХ ФОРМ | 1992 |
|
RU2057642C1 |
| Смазка для металлических форм и опалубок | 1990 |
|
SU1731642A1 |
| КУЗЬМИН К.Г | |||
| и др | |||
| Формы для изготовления сборных бетонных и железобетонных конструкций | |||
| - М.: Госстройиздат, 1960, с.179-187. | |||

