(54) СМАЗКА ДЛЯ МЕТАЛЛИЧЕСКИХ ФОРМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для металлических форм | 1980 |
|
SU876441A1 |
| Комплексная добавка для цементобетонной смеси и способ ее приготовления | 1980 |
|
SU981277A1 |
| Комплексная добавка для цементнобетонной смеси и способ ее приготовления | 1979 |
|
SU783265A1 |
| Смазка для форм | 1973 |
|
SU478731A1 |
| Смазка для металлических форм | 1990 |
|
SU1724477A1 |
| СМАЗКА ДЛЯ МЕТАЛЛИЧЕСКИХ ФОРМ | 1997 |
|
RU2118591C1 |
| Смазка для металлических форм | 1979 |
|
SU814753A1 |
| Смазка для металлических форм | 1979 |
|
SU814752A1 |
| Смазка для металлических форм | 1974 |
|
SU546477A1 |
| Смазка для металлических форм | 1975 |
|
SU556944A1 |
Изобретение относится к составам для смазки металлических форм, приме няемых в производстве сборного железобетона в частности при изготовлени крупно- и мелкоразмерных изделий , сложной геометрической формы. Известна смазка для металлических форм, включающая минеральное масло и антиадгезионную присадку - алифати ческую О оксикислоту, при соотношени компонентов вес.%: 97,00-99,9 Минеральное масло Алифатическая обоксикислота0,05-3,0 В качестве минерального масла в смазке использовано моторное масло, а в качестве алифатической о оксикислоты - виноградная или лимонная кислота. Наличие алифатической о оксикислоты, в частности виноградной, позволяет снизить адгезию бетона к форме f13К недостаткам указанной смазки от носится то, что в металлических формах без их очистки можно осуществлять около 10 форновок. Кроме того, эта смазка не обладает достаточно высокой адгезией к поверхности металлической формы, обладает значительной текучестью, в результате чего после нанесения смазки оседает и не обеспечивает равномерной толщины слоя покры- . тия на поверхности формы, что не по- . зволяет применять смазку при формовании крупноразмерных изделий и изделий сложной геометрической формы. Наиболее близкой к изобретению по технической сущности и достигаемому результату является смазка для металлических форм 2 , включающая минеральное масло - моторное и антиадгезионную присадку - щавелевую кислоту, при соотношении компонентов, вес.%: Моторное масло 98,0-99,9 Щавелевая кислота 0,1-2,0 Эта смазка имеет те же недостатки, что и смазка, включающая виноградную кислоту. К ним относится то,.что в металлических формах ез их очистки можно осуществить около 10 формовок, смазка не обладает достаточно высокой адгезией к поверхности металлической формы, обладает значительной текучестью, в результате чего после нанесения смазка оседает и не обеспе чивает равномерной толщины слоя покр тия на поверхности формы, что не п6зволяет применять смазку гфи формова нии крупноразмерных изделий и издели сложной геометрической формы. Цель изобретения - повышение качества поверхности при изготовлении крупногабаритных изделий сложной гео метрической- формы и снижение трудозатрат за счет увеличения оборотов форм без их очистки. Указанная цель достигается тем, что смазка для металлических форм при изготовлении бетонных и железобетонных изделий, включающая отработанное моторное или машинное масло и виноградную или щавелевую кислоту содержит дополнительно сульфитнодрожжевую бражку при следующем соотношении компонетов, вес.%: Отработанное моторное или машинное масло 96,0-99,7 Виноградная или щавелевая кислота 0,1-3,0 Сульфитно-дрожжевая бражка0,2-;1,0 Предлагаемая смазка для металлических форм обладает высокой адгезией как к.прверхности форм, так и к б тонной поверхности формуемых изделий В процессе формования изделий смазка не расслаивается на компоненты. Она не обладает механической прочностью а поэтому распалубка крупногабаритных изделий сложной геометрической формы, таких как тюбинги, горловины колодцев, блоки стен подвалов, возможна с минимальными трудозатратами и сведением к минимуму брака от повреждения поверхности отформованных изделий при распалубке. После распалубки изделий смазка оказывается,распределенной между по верхностью металлической формы и по верхностью отформованных изделий, т.е. часть смазки остается на повер ности отформованных изделий, а остальная смазка - на поверхности металлической формы. Часть смазки, нанесенная на поверхность отформованных изделий. 4 лучшает гидрофобные свойства последней. Смазку, оставшуюся на поверхности еталлической формы, не удаляют, а разравнивают кистью или валиком, после чего на нее наносят новую порцию смазки кистью или пистолетом-краскораспылителем, и металлическая форма, таким образом, подготавливается для очередного .формования бетонных издет лий. Металлические формы от смазки очищают по мере загрязнения смазываемой поверхности с периодичноетью 18-24 формования в них изделий. Смазка легко удаляется механическим путем с последующей протиркой поверхности форм. Порчи поверхности металлических форм при этом не. наблюдается. Утилизация отработанного моторного или машинного масла Приводит к значитеЛьному снижению стоимости предлагаемой смазки без ухудшения качеств формуемых бетонных или железобетонных изделий. . Сульфитно-дрожжева я бражка (СДВ) является дешевьтм отходом целлюлозной промышленности. Ее использование в предлагаемой смазке также снижает стоимость смазки .Использование в предлагаемой смазке СДБ в количестве менее 0,2 вес.% не обеспечивает требуемой консистенции смазки, а использование СДБ в количестве более вес.% приводит, к значительному замедлению твер хения бетона в поверхностном слое изделий, в результате чего возможно механическое повреждение лицевой поверхности изделий при их распалубке. Виноградная или щавелевая кислоты являются стабилизаторами системы отработанное минеральное масло - СДБ, т.е. обеспечивают стойкость эмульсии на основе отработанного минерального масла к СДБ. Использование в предлагаемой смазке кислоты в количестве менее 0,1 вес.% не обеспечивает достаточно высокой стабильности эмульсионной смазки: смазка способна рас слаиваться еще до ее нанесения на поверхность металлической формы или при формовании изделий в форме, а использование кислоты в составе смазки в количестве более 3,0 вес.% нецелесообразно, так как не приводит к дальнейшему улучшению свойств смазки. Смазку готовят пугем амулы ирования количеств сульфитнодрожжевой бражки и виноградной или щавелеквой кислоты в отработанном моторном или. машинном масле. Эмульгирование компонентов осуществляют Ьри комнатной температуре или при нагревании до 30-40с в зависимости от вязкости масла. Полученную смазку наносят на внутреннюю поверхность стальной формы кистью или пистолетом-красг кораспылителем из расчета 50-250 г на I м поверхности.
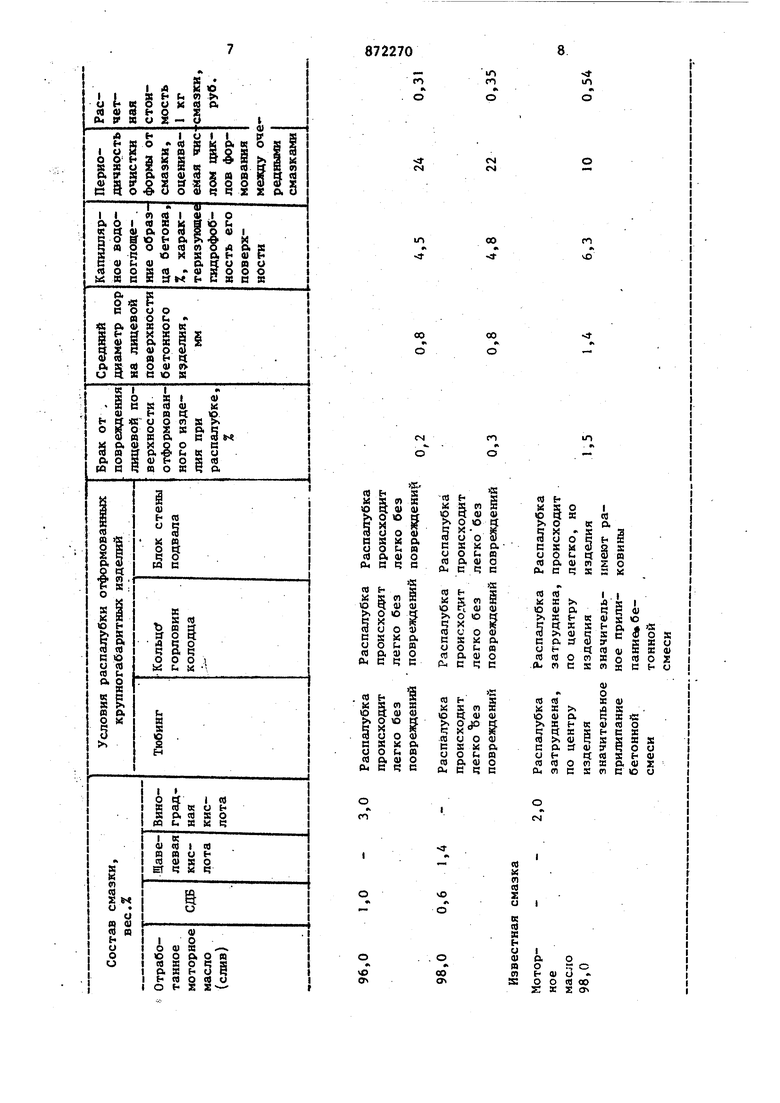
Результаты испытаний железобетонных изделий, с использованием предлатгаемой смазки представлены в таблице.
ю
m
Ю
N
vr fvl
CO
ГО
A
t
vO
00
k
о
00 ON
Формула изобретения Смазка для металлических форм при изготовлении бетонных и железобетонных изделий, включающая отработанное моторное или машинное масло и виноградную или щавелевую кислоту отличающаяся тем, что с повышения- качества поверхности изделий при изготовлении крупногабаритшгх изделий сложной геометрической фбрмы и снижения трудозатрат за
счёт увеличения оборотов форм без их очистки, она содержит дополнительно сульфитно-дрожжевую бражку при следующем соотношении компонентов,вее.%
87227010
Отработанное моторное или машинное масло 96,0-99,7 Виноградная или щав елевая кислота 0,1-3,0 5 Сульфитно-дрожжевая
бражка0,2-1,0
Источники информации, принятые во внимание при экспертизе
свидетельство СССР 28 В 7/38, 1973.
свидетельство СССР 28 В 7/, 1974
