Изобретение относится к железнодорожному транспорту, в частности к тормозному оборудованию тягового подвижного состава, а также может использоваться на других видах транспорта в тормозных системах.
Существующие металлические и биметаллические тормозные колодки железнодорожного локомотивного и мотовозного подвижного состава исчерпывают свои фрикционные и трибологические свойства при скоростях движения подвижного железнодорожного состава до 140 км/ч. В связи с запуском в эксплуатацию в Российской Федерации новых высокоскоростных железнодорожных поездов существующие колодки не выдерживают условий эксплуатации, теряют коэффициент трения и разрушаются в расплаве чугуна.
Известные металлокерамические колодки зарубежного производства для высокоскоростного подвижного железнодорожного транспорта, у которых по причине низкой вязкости и высокой хрупкости при взаимодействии с поверхностями колес фрикционная масса откалывается от стальных подложек, размещенных с тыльной стороны колодок, появляются трещины, заколы, расслоения, и, как следствие, колодки разрушаются, не отработав 5% своего ресурса. Попытки крепления фрикционной массы к несущей пластине болтами, заклепками, винтами положительных результатов не дают, происходят те же разрушения, теряются надежность и ресурс тормозов.
Учитывая недостатки известных тормозных колодок и возросшие скорости локомотивного и мотовозного подвижного железнодорожного состава до 300 км/ч и выше, возникает необходимость создания новой тормозной колодки с высокоскоростными и, следовательно, с высокотермостойкими качествами, обеспечивающими допустимую длину тормозного пути локомотивного и мотовозного подвижного железнодорожного состава в соответствии с нормами безопасности на федеральном железнодорожном транспорте НБ ЖТ ТМ 02-98.
Известна тормозная колодка по авт. св. 1572889, В61Н 1/00, публ. 23.06.90, содержащая стальной каркас, чугунное дугообразное тело, состоящее из основного и профильного участков с выполненным в нем ручьем и снабженное вставками, заложенными рядами в тело колодки со стороны рабочей трущейся поверхности, причем гребневые вставки профильного участка выполнены в виде цилиндрических элементов с продольным вырезом и установлены в ручье колодки с возможностью охватывания и взаимодействия с гребнем бандажа колеса.
Однако в известном техническом решении вставки выполнены из специального чугуна, обладающего высокой твердостью, и вследствие этого вызывают интенсивный износ поверхности колес.
Кроме того, выполнение вставок основного участка призматическими, с непрерывной поверхностью трения, ухудшает теплоотвод и способствует еще большему износу пар трения и снижению тормозного усилия из-за уменьшения коэффициента трения.
Наиболее близкой является тормозная колодка, содержащая стальной каркас, чугунное дугообразное тело, состоящее из основного и профильного участков, с выполненным в нем ручьем и снабженное вставками. Вставки заложены рядами в тело колодки со стороны трущейся поверхности, причем гребневые вставки профильного участка выполнены в виде цилиндрических элементов с продольным вырезом и установлены в ручье колодки. Все вставки выполнены из пластичного металла. Вставки основного участка тела колодки выполнены цилиндрической формы и размещены группами, вставки имеют большую абразивность, чем абразивность тела колодки (Патент №2153994, МПК 7 В61Н 1/00, F16D 65/04, 69/00, Бюл. №22, 10.08.2000).
Недостатком известной тормозной колодки является снижение тормозного эффекта при скоростях более 140 км/ч за счет перегрева вставок и снижения коэффициента трения. Колодка создает шум при работе.
В данной колодке, как показала практика, вследствие циклического взаимодействия гребня бандажа с профильным участком колодки, оснащенным гребневыми вставками, возникают термодинамические процессы, способствующие возникновению поперечных микротрещин по всей длине гребня, переходящих в поперечные трещины бандажа колеса тягового подвижного состава.
Задачей настоящего изобретения является создание новой конструкции колодки, обеспечивающей надежное и эффективное торможение при высокоскоростном режиме движения с увеличением ресурса работы колодки и колеса, а также усовершенствование технологии изготовления тормозной колодки со вставками.
Поставленная задача достигается следующей совокупностью признаков заявляемого изобретения.
Биметаллическая гребневая тормозная колодка для локомотивов и мотовозов содержит стальную пластину, чугунное дугообразное тело, состоящее из основного и профильного участков, с выполненным в нем ручьем. Тело снабжено фрикционными элементами в виде вставок цилиндрической формы. Вставки основного участка колодки заложены в тело колодки со стороны трущейся поверхности, где размещены двумя группами, разделенными участком без вставок Р. Вставки профильного участка колодки заложены в ручей. Материал вставок имеет большую абразивность, чем материал тела колодки. Вставки прикреплены к стальной пластине сваркой. С тыльной стороны посередине основной участок тела колодки имеет поперечный прилив с отверстием под клиновую чеку. Колодка изготовлена литьем чугуна в форму. На тыльной стороне основной участок дугообразного тела колодки снабжен по краям установочными упорными выступами Т-образной формы для сопряжения с тормозным башмаком и ребрами жесткости в виде треугольных приливов, связывающих основной и профильный участки. Ручей профильного участка имеет глубину, превышающую высоту гребня бандажа колеса на 0,85 толщины основного участка колодки. Стальную пластину выполняют цельной или сборной, состоящей из двух или трех частей, соединяемых сваркой. Стальная пластина, покрывающая тыльную сторону колодки, переходит на внешнюю боковую стенку профильного участка и полностью ее закрывает. Стальная пластина, покрывающая основной участок тела колодки, охватывает поперечный чугунный прилив и имеет отверстия в боковой поверхности на уровне отверстий в приливе под клиновую чеку. В стальной пластине выполнены монтажные отверстия для фиксации вставок. Пять металлических вставок установлены со стороны трущейся поверхности перпендикулярно внешней боковой стенке ручья профильного участка.
Сборная металлическая пластина может состоять из двух частей, одна часть охватывает дугообразную тыльную поверхность основного участка колодки с поперечным приливом и переходит на профильный участок колодки, закрывая его верхнюю часть, другая часть охватывает внешнюю боковую стенку профильного участка.
Сборная металлическая пластина может состоять из трех частей: первая часть охватывает дугообразную тыльную поверхность основного участка колодки с поперечным приливом, вторая часть охватывает внутреннюю боковую стенку профильного участка колодки, закрывая его верхнюю часть, третья часть охватывает внешнюю боковую стенку профильного участка.
Центры вставок профильного участка размещены последовательно по дуге основания гребня бандажа колеса или в шахматном порядке со сдвигом на 20 мм вверх и вниз относительно дуги основания гребня бандажа колеса, центры вставок находятся на равном расстоянии друг от друга вдоль дуги основания гребня бандажа колеса, а крайние вставки удалены от концов колодки на 0,5 расстояния между вставками.
Вставки выполнены из стали или металлов и их сплавов и установлены в тело основного участка колодки в количестве 16-24 штук.
Площадь участка Р без вставок между группами вставок определяют по формуле:
Р=(0,17÷0,19)R,
где Р - площадь участка без вставок;
R - полная площадь рабочей поверхности колодки.
Диаметр вставок профильного участка равен диаметру вставок основного участка и составляет:
D=Lk:(0,13÷0,17),
где
Lk - длина колодки, мм;
D - диаметр вставок, мм.
Длина L1 вставки основного участка колодки составляет:
L1=(0,84÷0,86)·H1,
где
H1 - толщина колодки, мм.
Длина L2 цилиндрической вставки профильного участка колодки составляет:
L2=(0,7÷0,72)·Н2,
где
Н2 - толщина боковой стенки профильного участка, мм.
Вставки приваривают к стальной пластине с тыльной стороны через монтажные отверстия попарно сварочным автоматом.
Новизна предлагаемой конструкции заключается в следующем.
- На тыльной стороне основной участок дугообразного тела колодки снабжен по краям установочными упорными выступами Т-образной формы для сопряжения с тормозным башмаком и ребрами жесткости в виде треугольных приливов, связывающих основной и профильный участки. Ребра жесткости позволяют усилить высокий профильный участок колодки.
- Ручей профильного участка имеет глубину, превышающую высоту гребня бандажа колеса на 0,85 толщины основного участка колодки. Высокая профильная часть с глубоким ручьем обеспечивает отсутствие контакта профильного участка колодки с вершиной гребня бандажа колеса практически до полного износа колодки, что исключает возникновение циклической термодинамической напряженности в гребне бандажа колеса и, следовательно, возникновение развивающихся микротрещин, предотвращает его разрушение, увеличивает его ресурс.
- Стальную пластину выполняют цельной или сборной, состоящей из двух или трех частей, соединяемых сваркой.
- Стальная пластина, покрывающая тыльную сторону колодки, переходит на внешнюю боковую стенку профильного участка и полностью закрывает ее. Это позволяет значительно повысить прочность этого участка колодки, обеспечивающего положение колодки относительно колеса без сползания по уклону бандажа колеса, на который воздействуют значительные усилия при торможении.
- Стальная пластина, покрывающая основной участок тела колодки, охватывает поперечный чугунный прилив и имеет отверстия в боковой поверхности на уровне отверстий в приливе под клиновую чеку. Таким образом, прилив охвачен стальной пластиной с боков и сверху, что значительно увеличивает прочность данного узла. Повышается надежность тормозов, так как прилив защищен от попадания снега и льда зимой, что предотвращает его разрушение.
- В стальной пластине выполнены монтажные отверстия напротив мест расположения вставок. Вставки приваривают к стальной пластине с тыльной стороны через монтажные отверстия попарно сварочным автоматом. Это позволяет точно разместить вставки в теле колодки, избежать их смещения при заливке чугуном, что значительно снижает брак при изготовлении и улучшает качество колодки.
- В ручей профильного участка в его внешнюю боковую стенку со стороны трущейся поверхности установлены пять металлических вставок, оси которых расположены перпендикулярно внешней боковой стенке ручья колодки, а центры вставок размещены последовательно по дуге основания гребня бандажа колеса или в шахматном порядке со сдвигом на 20 мм вверх и вниз относительно дуги основания гребня бандажа колеса на равном расстоянии друг от друга вдоль этой дуги, а крайние вставки удалены от концов колодки на 0,5 расстояния между вставками. Вставки на боковой поверхности профильного участка участвуют в противодействии перемещению тормозной колодки по уклону поверхности катания бандажа колеса и обеспечивают сбалансированный износ основного и профильного участков.
- Сборная металлическая пластина может состоять из двух частей, одна часть охватывает дугообразную тыльную поверхность основного участка колодки с поперечным приливом и переходит на профильный участок колодки, закрывая его верхнюю часть, другая часть охватывает внешнюю боковую стенку профильного участка. Изготовление пластины, состоящей из отдельных частей, соединенных сваркой, упрощает технологию ее изготовления, без значительных потерь качества.
- Сборная металлическая пластина может состоять из трех частей: первая часть охватывает дугообразную тыльную поверхность основного участка колодки с поперечным приливом; вторая часть охватывает внутреннюю боковую стенку профильного участка колодки, закрывая его верхнюю часть; третья часть охватывает внешнюю боковую стенку профильного участка.
- Вставки выполнены из стали или металлов и их сплавов и установлены в тело основного участка колодки в количестве 16-24 штук.
- Приведены формулы для определения: площади участка без вставок Р, диаметра цилиндрической вставки D, длины вставки для основного участка L1 и длины вставки для профильного участка L2. Диапазоны соотношения размеров, введенных в формулу изобретения, в качестве существенных отличительных признаков были установлены экспериментально в результате проведения стендовых испытаний.
Конструкция предложенной колодки позволяет повысить надежность и эффективность работы за счет повышения прочности и надежности конструкции и технологии ее производства. Исключается возможность возникновения поперечных термодинамических трещин на вершине гребня бандажа колеса с последующим их развитием в тело бандажа колеса, что увеличивает ресурс колес подвижного состава.
Стальные вставки в совокупности со стальной пластиной большей, чем в прототипе, площади, обеспечивают лучший теплоотвод и охлаждение рабочей части основного и профильного участков колодки.
Изобретение поясняется чертежами, представленными на Фиг.1-10.
На Фиг.1 показан вид с рабочей стороны колодки.
На Фиг.2 показан вид с установочной стороны колодки.
На Фиг.3 показана цилиндрическая вставка основного участка колодки.
На Фиг.4 показана цилиндрическая вставка боковой части профильного участка колодки.
На Фиг.5 показан поперечный разрез А-А колодки с цельной металлической пластиной.
На Фиг.6 изображен вид стальной пластины, состоящей из трех частей, со сварочными швами, с приваренными попарно вставками, рабочая сторона.
На Фиг.7 изображен вид стальной пластины, состоящей из трех частей, со сварочными швами, с монтажными отверстиями для фиксации вставок и технологическими литейными отверстиями, тыльная сторона.
На Фиг.8 показан поперечный разрез А-А колодки со сборной металлической пластиной, состоящей из двух частей, с местом расположения сварки.
На Фиг.9 показан вид цельной металлической пластины с приваренными попарно вставками, рабочая сторона.
На Фиг.10 показана стальная пластина, состоящая из двух частей, со сварочным швом и отверстиями, тыльная сторона.
Биметаллическая гребневая тормозная колодка для локомотивов и мотовозов состоит из основного 1 и профильного 2 участков, с выполненным в последнем ручьем 3. Основной участок 1 снабжен фрикционными элементами в виде вставок 4 цилиндрической формы. Вставки 4 основного участка 1 колодки заложены в тело колодки со стороны трущейся поверхности, где размещены двумя группами, разделенными участком без вставок Р. В ручей 3 профильного участка 2 колодки заложены вставки 5. Вставки 4 и 5 прикреплены к стальной пластине сваркой. С тыльной стороны посередине основного участка 1 тела колодки имеется поперечный прилив 6 с отверстием под клиновую чеку 7. Колодка изготовлена литьем чугуна в форму. На тыльной стороне основной участок 1 дугообразного тела колодки снабжен по краям установочными упорными выступами 8 Т-образной формы для сопряжения с тормозным башмаком и ребрами жесткости 9 в виде треугольных приливов, связывающих основной 1 и профильный 2 участки, размещенные в пустотных выемках башмака.
Ручей 3 профильного участка 2 имеет глубину, превышающую высоту гребня бандажа колеса на 0,85 толщины H1 основного участка 1 колодки. Стальную пластину 10 выполняют цельной или сборной из частей, соединяемых сваркой (Фиг.6, 7, 9, 10). Стальная пластина 10, покрывающая тыльную сторону колодки, переходит на внешнюю боковую стенку профильного участка 2 и полностью его закрывает (Фиг.8). Стальную пластину 10 изготавливают из цельного стального листа штамповкой (Фиг.8, 9). Стальная пластина 10, охватывающая основной участок 1 тела колодки, охватывает поперечный прилив 6 и имеет отверстия 11 в боковой поверхности на уровне отверстий 7 в приливе 6 под клиновую чеку. В стальной пластине 10 выполнены монтажные отверстия 12 напротив мест расположения вставок 4 и 5. В ручей 3 профильного участка 2 в его внешнюю боковую стенку со стороны трущейся поверхности установлены пять металлических вставок 5, оси которых расположены перпендикулярно внешней боковой стенке ручья профильного участка 2, а центры вставок 5 размещены последовательно по дуге основания гребня бандажа колеса (Фиг.1) или в шахматном порядке со сдвигом на 20 мм вверх и вниз относительно дуги основания гребня бандажа колеса на равном расстоянии друг от друга вдоль этой дуги. Крайние вставки 5 удалены от концов колодки на 0,5 расстояния между вставками.
Сборная металлическая пластина может состоять из трех частей: первая часть 13 охватывает дугообразную тыльную поверхность основного участка 1 колодки с поперечным приливом 6. Вторая часть 14 охватывает внутреннюю боковую стенку, прилегающую к основному участку 1 колодки, и охватывает профильный участок 2 колодки сверху. Третья часть 15 охватывает внешнюю боковую стенку профильного участка 2. Части 13 и 14 соединяются с помощью сварочного шва А, а части 14 и 15 - с помощью шва В (Фиг.6,7).
Сборная металлическая пластина может состоять из двух частей. Одна часть 17 охватывает дугообразную тыльную поверхность основного участка 1 колодки с поперечным приливом 6 и переходит на профильный участок 2 колодки, закрывая его сверху (Фиг.10). Другая часть 15 охватывает внешнюю боковую стенку профильного участка 2 колодки. Части 17 и 15 соединяются сварным швом В. Вставки 4 и 5 приваривают швом С к стальной пластине 10 или частям пластины 13, 14, 15 или 15, 17 с тыльной стороны через монтажные отверстия 12 попарно сварочным автоматом. На фиг.6, 7, 8, 9, 10 показаны технологические отверстия 16 для проливки чугуна.
Вставки 4 основного участка 1 колодки размещены двумя группами, разделенными участком без вставок Р. Количество вставок 5 может колебаться от 16 до 24 штук в зависимости от необходимого ресурса колодки. Размещение вставок в группе производится в соответствии с сеткой координат, разработанной на ЭВМ, так чтобы обеспечивалось максимальное перекрытие по ширине трущейся поверхности колодки вставками, что обеспечивает большую вероятность улавливания задира на вставке по ширине колодки и минимальный износ колодки, а также равномерность истирания на всю высоту колодки по всей ее поверхности, что сказывается на увеличении ресурса колодки. Вставки в группах могут размещаться в шахматном порядке или рядами. Изменяя положение рядов, а именно угол разворота относительно продольной оси колодки вставок, можно изготавливать колодки на различные максимальные скорости торможения.
Вставки выполнены из пластичного материала - стали, имеющей более высокую абразивность, чем материал колодки - чугун. Также вставки могут выполняться из металлов и их сплавов. Предложенное размещение вставок обеспечивает равномерный контакт колодки с колесом, предотвращая износ перехода поверхности катания колеса к гребню и исключая «подрез» гребня.
Предлагаемая биметаллическая колодка имеет простую технологию изготовления. После штамповки стальной пластины или сваривания составляющих ее частей, через монтажные отверстия 12 к пластине сварочным аппаратом с тыльной стороны приваривают вставки попарно, при этом торцы вставок 4 и 5 на 1/3 перекрывают площадь монтажного отверстия 12. Это позволяет точно разместить вставки в теле колодки, избегая их смещения при заливке чугуном.
После завершения сварки образуется пакет, включающий в себя стальную пластину и все вставки. Пакет устанавливается в литейную форму и заливается расплавом чугуна, образуя тело и единую рабочую поверхность колодки с профильным участком и выступом для крепления колодки в тормозном башмаке. Не перекрытая торцами вставок часть монтажных отверстий способствует лучшему распределению чугуна при заливке, что повышает качество отливки.
Вставки изготавливают из прутка на гильотинных ножницах, а формирование их пакета непосредственно на стальной пластине позволяет автоматизировать весь процесс изготовления колодки, в том числе и заливку заготовки расплавом чугуна, и освобождение колодки от формы, что в целом резко снижает себестоимость колодок.
Длину L1 вставки основного участка колодки определяют по формуле:
L1=(0,84÷0,86)·H1,
где
H1 - толщина колодки, мм.
Длину L2 цилиндрической вставки профильного участка колодки определяют по формуле:
L2=(0,7÷0,72)·H2,
где
H2 - толщина боковой стенки профильного участка, мм.
Диаметр вставок профильного участка равен диаметру вставок основного участка и составляет:
D=Lk:(0,13÷0,17),
где
Lk - длина колодки, мм;
D - диаметр вставок, мм.
Для ускоренной приработки колодки по конфигурации колеса все вставки залиты слоем чугуна 3÷4 мм, который закладывается при расчете длины вставки, что обеспечивает надежное торможение сразу после замены колодок. Затем после приработки и начала совместной работы вставок с чугунным телом происходит более качественное и эффективное торможение с минимальным износом колодки, чем обеспечивается ее высокий ресурс.
Установочные размеры колодки соответствуют ГОСТ 1597-58 или ТУ - 32ЦТВР - 453 - 78, а также могут быть выполнены в соответствии с любым зарубежным стандартом.
Работа тормозной колодки производится нажатием колодки к поверхности катания колеса подвижного железнодорожного состава.
Во время торможения при взаимодействии тормозной колодки с поверхностью катания бандажа колеса возникает упругопластическое трение с коэффициентом 0,42÷0,1.
Условия возникновения упругопластического трения:
1. тело колодки - чугун, твердость 197÷255 НВС;
2. вставки мягкие - сталь, твердость 150 НВС;
3. поверхность катания бандажа колеса - сталь, твердость 235 НВС;
4. предельная термостойкость колодок не ниже 950°С.
Предлагаемое техническое решение обеспечивает значительное повышение надежности и эффективности работы тормозов за счет повышения прочности и надежности конструкции и технологии производства колодки. Исключается возможность возникновения поперечных термодинамических трещин на вершине гребня бандажа колеса с последующим их развитием в тело бандажа колеса, что увеличивает ресурс колес подвижного состава. Боковая стенка профильного участка колодки укреплена стальной пластиной.
Стальные вставки в совокупности со стальной пластиной большей площади, чем в прототипе, обеспечивают лучший теплоотвод и охлаждение рабочей части основного и профильного участков колодки.
Расположение вставок в ручье в боковой стенке в шахматном порядке обеспечивает сбалансированный износ боковой стенки ручья профильного участка и рабочей поверхности основного участка колодки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГРЕБНЕВАЯ БИМЕТАЛЛИЧЕСКАЯ ТОРМОЗНАЯ КОЛОДКА С ГЛУБОКОЙ ГРЕБНЕВОЙ ЧАСТЬЮ | 2009 |
|
RU2412842C1 |
| БЕЗГРЕБНЕВАЯ БИМЕТАЛЛИЧЕСКАЯ ТОРМОЗНАЯ КОЛОДКА ДЛЯ ЛОКОМОТИВА | 2005 |
|
RU2308392C2 |
| БЕЗГРЕБНЕВАЯ ЛОКОМОТИВНАЯ ТОРМОЗНАЯ КОЛОДКА ДЛЯ ВЫСОКОСКОРОСТНОГО ПОДВИЖНОГО ЖЕЛЕЗНОДОРОЖНОГО СОСТАВА | 2007 |
|
RU2337027C1 |
| БИМЕТАЛЛИЧЕСКАЯ ТОРМОЗНАЯ КОЛОДКА | 2005 |
|
RU2308391C2 |
| ТОРМОЗНАЯ КОЛОДКА ДЛЯ ВЫСОКОСКОРОСТНОГО ЛОКОМОТИВНОГО И МОТОВОЗНОГО ПОДВИЖНОГО ЖЕЛЕЗНОДОРОЖНОГО СОСТАВА | 2007 |
|
RU2337026C1 |
| СЕКЦИОННАЯ БИМЕТАЛЛИЧЕСКАЯ ТОРМОЗНАЯ КОЛОДКА | 2009 |
|
RU2413643C1 |
| БИМЕТАЛЛИЧЕСКАЯ ТОРМОЗНАЯ КОЛОДКА | 2005 |
|
RU2298500C2 |
| БИМЕТАЛЛИЧЕСКАЯ ВАГОННАЯ ТОРМОЗНАЯ КОЛОДКА | 2008 |
|
RU2381934C1 |
| ТОРМОЗНАЯ КОЛОДКА ДЛЯ ВЫСОКОСКОРОСТНОГО ПОДВИЖНОГО ЖЕЛЕЗНОДОРОЖНОГО СОСТАВА | 2007 |
|
RU2337260C1 |
| ТОРМОЗНАЯ КОЛОДКА | 1997 |
|
RU2153994C2 |
Изобретение относится к области железнодорожного транспорта, а именно к тормозным механизмам, применяемым на подвижном железнодорожном составе. Тормозная колодка содержит стальную пластину, чугунное дугообразное тело, состоящее из основного и профильного участков, с выполненным в нем ручьем. Тело снабжено фрикционными элементами в виде вставок цилиндрической формы. С тыльной стороны посередине основной участок тела колодки имеет поперечный прилив с отверстием под клиновую чеку. На тыльной стороне основной участок дугообразного тела колодки снабжен по краям установочными упорными выступами Т-образной формы для сопряжения с тормозным башмаком и ребрами жесткости в виде треугольных приливов. Ручей профильного участка имеет глубину, превышающую высоту гребня бандажа колеса на 0,85 толщины основного участка колодки. Стальная пластина покрывает тыльную сторону колодки, охватывает поперечный чугунный прилив и имеет отверстия в боковой поверхности на уровне отверстий в приливе под клиновую чеку. В стальной пластине выполнены монтажные отверстия для фиксации вставок. Пять металлических вставок установлены со стороны трущейся поверхности перпендикулярно внешней боковой стенке ручья профильного участка. Достигается повышение надежности и эффективности работы колодки, исключение возможности возникновения поперечных термодинамических трещин, увеличение ресурса колес подвижного состава и обеспечение лучшего теплоотвода и охлаждения рабочей части основного и профильного участков колодки. 9 з.п. ф-лы, 10 ил.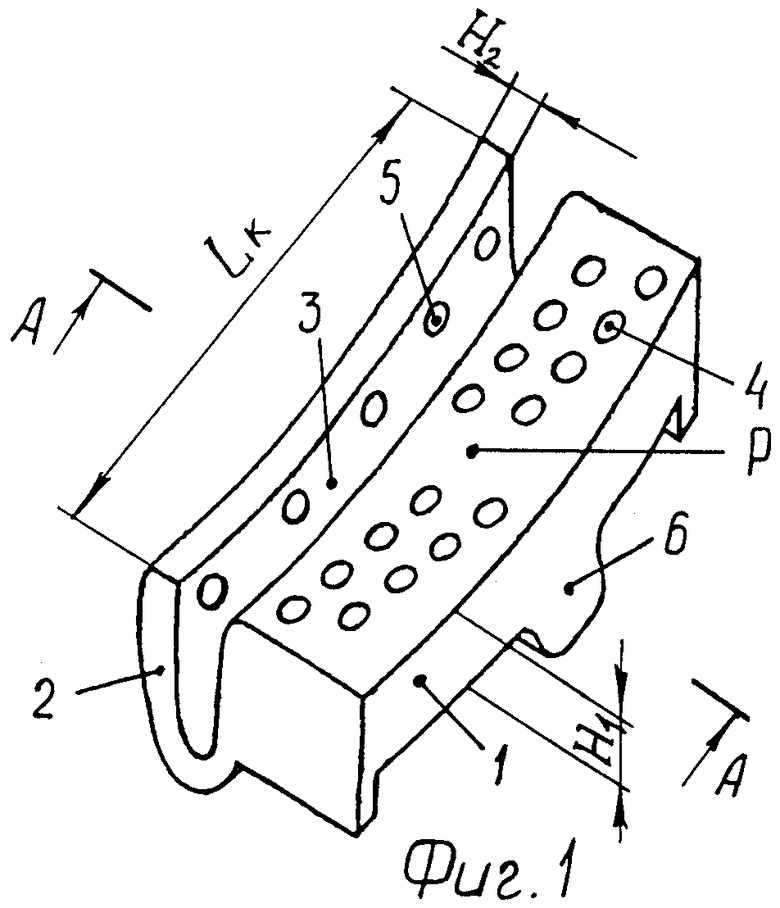
1. Биметаллическая гребневая тормозная колодка для локомотивов и мотовозов, содержащая стальную пластину, чугунное дугообразное тело, состоящее из основного и профильного участков, с выполненным в нем ручьем, тело снабжено фрикционными элементами в виде вставок цилиндрической формы, вставки основного участка колодки заложены в тело колодки со стороны трущейся поверхности, где размещены двумя группами, разделенными участком Р без вставок, вставки профильного участка колодки заложены в ручей, материал вставок имеет большую абразивность, чем материал тела колодки, вставки прикреплены к стальной пластине сваркой, с тыльной стороны посередине основной участок тела колодки имеет поперечный прилив с отверстием под клиновую чеку, колодка изготовлена литьем чугуна в форму, отличающаяся тем, что на тыльной стороне основной участок дугообразного тела колодки снабжен по краям установочными упорными выступами Т-образной формы для сопряжения с тормозным башмаком и ребрами жесткости в виде треугольных приливов, связывающих основной и профильный участки, ручей профильного участка имеет глубину, превышающую высоту гребня бандажа колеса на 0,85 толщины основного участка колодки, стальная пластина выполнена цельной или сборной, состоящей из двух или трех частей, соединяемых сваркой, стальная пластина, покрывающая тыльную сторону колодки, переходит на внешнюю боковую стенку профильного участка и полностью ее закрывает, стальная пластина, покрывающая основной участок тела колодки, охватывает поперечный чугунный прилив и имеет отверстия в боковой поверхности на уровне отверстий в приливе под клиновую чеку, в стальной пластине выполнены монтажные отверстия для фиксации вставок, пять металлических вставок установлены со стороны трущейся поверхности перпендикулярно внешней боковой стенке ручья профильного участка.
2. Биметаллическая гребневая тормозная колодка для локомотивов и мотовозов по п.1, отличающаяся тем, что сборная металлическая пластина состоит из двух частей, одна часть охватывает дугообразную тыльную поверхность основного участка колодки с поперечным приливом и переходит на профильный участок колодки, закрывая его верхнюю часть; другая часть охватывает внешнюю боковую стенку профильного участка.
3. Биметаллическая гребневая тормозная колодка для локомотивов и мотовозов по п.1, отличающаяся тем, что сборная металлическая пластина состоит из трех частей: первая часть охватывает дугообразную тыльную поверхность основного участка колодки с поперечным приливом; вторая часть охватывает внутреннюю боковую стенку профильного участка колодки, закрывая его верхнюю часть; третья часть охватывает внешнюю боковую стенку профильного участка.
4. Биметаллическая гребневая тормозная колодка для локомотивов и мотовозов по п.1, отличающаяся тем, что центры вставок профильного участка размещены последовательно по дуге основания гребня бандажа колеса или в шахматном порядке со сдвигом на 20 мм вверх и вниз относительно дуги основания гребня бандажа колеса, центры вставок находятся на равном расстоянии друг от друга вдоль дуги основания гребня бандажа колеса, а крайние вставки удалены от концов колодки на 0,5 расстояния между вставками.
5. Биметаллическая гребневая тормозная колодка для локомотивов и мотовозов по п.1, отличающаяся тем, что вставки выполнены из стали или металлов и их сплавов и установлены в тело основного участка колодки в количестве 16-24 штуки.
6. Биметаллическая гребневая тормозная колодка для локомотивов и мотовозов по п.1, отличающаяся тем, что площадь участка Р без вставок между группами вставок определяют по формуле:
Р=(0,17÷0,19)R,
где Р - площадь участка без вставок;
R - полная площадь рабочей поверхности колодки.
7. Биметаллическая гребневая тормозная колодка для локомотивов и мотовозов по п.1, отличающаяся тем, что диаметр вставок профильного участка равен диаметру вставок основного участка и составляет:
D=Lk:(0,13÷0,17),
где Lk - длина колодки, мм;
D - диаметр вставок, мм.
8. Биметаллическая гребневая тормозная колодка для локомотивов и мотовозов по п.1, отличающаяся тем, что длина L1 вставки основного участка колодки составляет:
L1=(0,84÷0,86)×Н1,
где Н1 - толщина колодки, мм.
9. Биметаллическая гребневая тормозная колодка для локомотивов и мотовозов по п.1, отличающаяся тем, что длина L2 цилиндрической вставки профильного участка колодки составляет:
L2=(0,7÷0,72)×Н2,
где Н2 - толщина боковой стенки профильного участка, мм.
10. Биметаллическая гребневая тормозная колодка для локомотивов и мотовозов по п.1, отличающаяся тем, что вставки приваривают к стальной пластине с тыльной стороны через монтажные отверстия попарно сварочным автоматом.
| ТОРМОЗНАЯ КОЛОДКА | 1997 |
|
RU2153994C2 |
| Тормоз железнодорожного транспортного средства | 1988 |
|
SU1572889A1 |
| US 6494301 В1, 17.12.2002 | |||
| US 4501347 А, 26.02.1985 | |||
| DE 4436457 А1, 18.04.1996. | |||

