Изобретение относится к железнодорожному транспорту и касается тормозного оборудования, а именно тормозных колодок железнодорожного подвижного состава. Биметаллическая вагонная тормозная колодка (далее колодка) разработана для железнодорожного подвижного состава как зарубежного, так и отечественного производства.
До настоящего времени на пассажирских, грузовых вагонах и другом подвижном составе используется несколько типов колодок различных конструкций, изготовленных из различных материалов.
Заявленная колодка разработана для замены существующих композиционных и чугунных колодок, является очередной разработкой семейства биметаллических тормозных колодок для подвижного состава железнодорожного транспорта.
Известна биметаллическая тормозная колодка по авторскому свидетельству №1643266, Мкл. В61Н 1/00 Бюл. №15, 23.04.91 г. Колодка содержит дугообразную отливку в виде бруса прямоугольного сечения, при этом в теле бруса со стороны рабочей трущейся поверхности выполнены, по крайней мере, два параллельных ряда вставок, ось рядов которых параллельна боковой стороне колодки, в теле закреплены цилиндрические вставки, выполненные из материала, имеющего более высокую абразивность, чем материал бруса. Вставки размещены в шахматном порядке.
Недостатком известной тормозной колодки является быстрый износ из-за распространения задира по всей поверхности колодки, что влечет за собой износ самой колодки, снижение самого эффекта при больших скоростях движения 80÷90 км/ч за счет перегрева вставок, а так же преждевременного выхода из строя при возникновении трещин чугуна между вставками.
Наиболее конструктивно близкой является биметаллическая тормозная колодка, содержащая дугообразную отливку в виде изогнутого чугунного бруса, с приливом, под клиновидную чеку. Отливка выполнена литьем чугуна в форму, в теле которой продольными рядами размещены цилиндрические вставки, выполненные из материала более высокой абразивности, чем материал бруса. Вставки размещены двумя группами, в каждой группе вставки расположены двумя параллельными рядами, группы вставок разделены участком без вставок. Вставки прикреплены точечной сваркой с стальному каркасу. Стальной каркас выполнен в виде пластины с участками, повторяющими форму дугообразно-изогнутого бруса. Стальной каркас имеет профильный участок, охватывающий прилив чугунного бруса, с отверстиями в боковой поверхности для фиксации колодки клиновой чекой в башмаке (колодкодержателе). Параллельные ряды вставок развернуты на угол α=15÷20° в одном направлении в обеих группах. Вставки выполнены из жаростойкой стали.
Вставки закреплены на пластине каркаса точечной сваркой. Четыре крайние вставки в рядах выполнены с кольцевыми канавками на боковой поверхности.
Рабочая поверхность колодки выполнена с уклоном 1:20. Патент RU 2298500, М. кл. В61Н 1/00, F16D 65/04, F16D 69/00, публ. 10.05.2007, Бюл. №13.
Однако эта конструкция колодки имеет недостатки, отрицательно влияющие на эксплуатационные качества колодки и достаточно высокую стоимость в производстве. Как показала практика, в колодках с их износом на 80÷85% возникает микроподвижность чугуна на кольцевых канавках вставок, вследствие чего падает теплопроводность колодки в целом и снижается коэффициент трения, увеличивая длину тормозного пути.
Кроме того, из-за неточности размещения вставок на каркасе и в теле колодки на поверхности катания колес возникают выработки в виде кольцевых канавок.
Кроме того, трудность автоматизации изготовления и сборки каркаса с вставками не даст возможности снижения себестоимости колодок в производстве.
Как показала практика, при износе 90% толщины колодки наблюдается незначительное ослабление соединения чугунного изогнутого бруса со стальным каркасом и вставками, закрепленными на каркасе, и крепление вставок точечной сваркой к каркасу недостаточно прочное.
Задачей изобретения является повышение ресурса колодок и сопряженных с ними колес, надежности работы тормозов, простоты изготовления за счет повышения прочности закрепления вставок на стальном каркасе сваркой и за счет особенностей технологии заливки чугуна при изготовлении бруса при более точном расположении вставок в теле чугунной колодки.
Поставленная задача достигается тем, что биметаллическая вагонная тормозная колодка содержит дугообразно изогнутый чугунный брус, имеющий с тыльной стороны расположенный поперечно, посередине прилив, с отверстием под клиновидную чеку для крепления в колодкодержателе, выполненный литьем чугуна в форму. В теле бруса продольными рядами размещены цилиндрические вставки, выполненные из материала более высокой абразивности, чем материал бруса. Вставки размещены двумя группами и разделены участком без вставок. Вставки прикреплены электросваркой к стальной пластине, покрывающей и повторяющей форму тыльной стороны бруса.
Стальная пластина выполнена перфорированной круглыми отверстиями диаметром 25 мм в соответствии со схемой размещения вставок в теле бруса таким образом, чтобы напротив каждого отверстия располагалось по две вставки. При этом торцы вставок на 1/3 перекрывают площадь круглого отверстия. Торцы вставок приваривают электросваркой к кромке отверстия. При литье чугуна форму заполняют так, чтобы эти отверстия в стальной пластине были заполнены чугуном. По концам стальной пластины выполнены четырехугольные отверстия под чугунные приливы, имеющие в сечении форму швеллера. Длина участка без вставок К превышает ширину прилива С и определяется по формуле
К=(1,75÷1,85)С,
где К - длина участка колодки без вставок;
С - ширина прилива.
Новизна изобретения заключается в ее конструктивных особенностях.
- Стальная пластина выполнена перфорированной круглыми отверстиями диаметром 25 мм в соответствии со схемой размещения вставок в теле бруса таким образом, чтобы напротив каждого отверстия расположить по две вставки. Вставки расположены так, чтобы их торцы на 1/3 перекрывали площадь круглого отверстия. Вставки приваривают электросваркой к кромке отверстия. Схема размещения круглых отверстий на стальной пластине в соответствии с заданными параметрами равномерного размещения рабочей поверхности вставок на рабочей поверхности колодки рассчитывается на ЭВМ и точно переносится на стальную пластину при ее перфорации. В соответствии с рассчитанной сеткой координат настраивают и электросварочный дуговой аппарат, который под слоем флюса производит приваривание вставок к стальной пластине, что упрощает изготовление и исключает ручной труд.
- При литье чугуна форму заполняют так, чтобы эти отверстия в стальной пластине были заполнены чугуном. При этом образуются мощные Т-образные зацепы чугуном за торцы вставок, что увеличивает прочность и долговечность колодки.
- По концам стальной пластины выполнены четырехугольные отверстия под чугунные приливы, имеющие в сечении форму швеллера. В углублении швеллера размещаются концы клиновой чеки при ее установке, что позволяет более точно зафиксировать положение чеки и предотвратить поворот колодки относительно ее продольной оси. Это улучшает условия работы колодки и обеспечивает равномерность износа рабочей поверхности.
- Длина участка без вставок К превышает ширину прилива С. Это позволяет повысить прочность колодки на участке крепления в башмаке.
Совокупность существенных признаков изобретения позволяет на 90% автоматизировать процесс производства колодок и добиться точного размещения вставок в теле чугунного бруса, что повышает качество полученной колодки, улучшает ее эксплуатационные свойства. Повышается прочность колодки за счет изменения технологии ее изготовления, снижается стоимость производства.
Полученная конструкция позволяет добиться равномерного износа колодки и поверхности катания колес. При этом исключается возникновение на поверхности колес кольцевых канавок в период эксплуатации и блокировка колес на всех режимах торможения в любую погоду и любое время года, обеспечивается отсутствие на поверхности катания колес прижегов, наваров и ползунов - эта колодка создает при торможениях колесосберегающий режим торможения.
Вставки выполнены из более абразивного металла или сплава, в том числе из жаростойких сталей, твердость которых не превышает 155 ед. НВ.
При расчете геометрии расположения вставок в теле чугунного бруса на ЭВМ задают ряд параметров.
Длина участка без вставок К превышает ширину прилива С и определяется по формуле
К=(1,75÷1,85)С,
где К - длина участка колодки без вставок;
С - ширина прилива.
Каждая из двух групп цилиндрических вставок содержит 8-10 вставок, каждый из рядов в группе содержит 4-5 вставок.
Рабочая поверхность тормозной колодки выполнена по профилю поверхности катания колеса с уклоном 1:20 или другим уклоном в соответствии со стандартами других стран мира.
Площадь S рабочей поверхности колодки определяется по формуле
S=(3.21÷5.46)×S2+S1,
где S - площадь рабочей поверхности колодки;
S2 - сумма площадей рабочих поверхностей вставок;
S1 - площадь участка без вставок.
Площадь участка без вставок определяется по формуле
S1=K×B,
где S1 - площадь участка без вставок;
К - длина участка колодки без вставок;
В - ширина рабочей поверхности колодки.
Диаметр d цилиндрических вставок определяется по формуле
d=(3,0÷4,0)×В,
где d - диаметр цилиндрической вставки;
В - ширина рабочей поверхности колодки.
Длина цилиндрической вставки определяется по формуле
L=(0,95÷0,96)×Н,
где L - длина цилиндрических вставок;
Н - толщина колодки без толщины стальной перфорированной пластины.
Абразивность бруса колодки определяется по формуле
С=(0,6÷0,7)×М,
где С - абразивность бруса колодки;
М - абразивность вставки.
Все цилиндрические вставки размещают в кондукторе по геометрической схеме, рассчитанной на ЭВМ, напротив круглых отверстий перфорированной стальной пластины попарно и приваривают к стальной пластине электросварочным автоматом под флюсом с тыльной стороны стальной пластины. Пакет вставок вместе со стальной пластиной укладывают в литейную форму и заливают расплавом чугуна так, чтобы круглые отверстия были заполнены чугуном, при этом образуются мощные Т-образные зацепы чугуном за торцы вставок. С рабочей поверхности колодки все вставки залиты 3÷4 мм слоем чугуна, т.е. закрыты, кроме четырех крайних установочных в литейной форме.
Конструктивные особенности колодки позволяют на 90% автоматизировать ее производство, улучшить ее эксплуатационные качества и снизить стоимость производства.
Стальные вставки и Т-образные заливы чугуна в отверстия перфорации стальной пластины обеспечивают лучший теплоотвод и поэтому, как показала практика, колодка не теряет коэффициент трения при торможениях на высоких скоростях движения 90÷140 км/ч.
Высокие механические свойства, превосходящие свойства биметаллических и чугунных колодок раннего производства, позволяют эксплуатировать ее до износа, составляющего 0,12 первоначальной толщины.
В целом колодка, обладая хорошей теплопроводностью и теплоемкостью, обеспечивает упруго-пластическое трение при температуре колодок до 750°, увеличивая срок службы колодок и поверхности катания колес.
В тормозной колодке ее задняя установочная часть выполнена в виде стальной пластины с участками, повторяющими форму дугообразно изогнутого бруса и расположенного в средней части профильного участка в виде прилива с отверстиями в боковой поверхности для фиксации колодки клиновой чекой или другим способом в соответствии со стандартами любой страны мира.
В стальной перфорированной пластине по концам выполнены четырехугольные отверстия под чугунные приливы, имеющие в сечение форму швеллера. При установке колодки и закреплении ее чекой концы чеки располагаются внутри швеллера, что предотвращает поворот колодки относительно ее продольной оси.
На стальной перфорированной пластине размещены и закреплены через отверстия с тыльной стороны электросварочным автоматом под флюсом стальные вставки, расположенные по геометрической схеме, рассчитанной на ЭВМ. После такой компоновки стальная перфорированная пластина с приваренными к ней стальными вставками укладывается в литейную форму и заливается расплавом чугуна, химический состав которого указан в таблице, или чугуном иного химического состава.
Состав чугуна.
Расплав чугуна заполняет форму, в том числе и отверстия в стальной пластине, через которые приварены вставки, образуя в этом соединении мощные Т-образные шипы, на две вставки - один шип. Эти шипы в совокупности с приливом с тыльной стороны колодки посредине изогнутого бруса и вставок обеспечивают хорошее соединение чугуна бруса со стальной пластиной тыльной стороны колодки и мощный отвод тепла от рабочей поверхности колеса, сберегая его от резких термовоздействий с соответствующими отрицательными последствиями - развитием микротрещин.
Режим работы колодки со своевременным и качественным отводом тепла от места рабочего контакта пары трения колодка-колесо обеспечивает более надежное торможение с большим коэффициентом трения и в совокупности с предотвращением появления микротрещин на рабочей поверхности колес, а также полное отсутствие блокировки колес на любых режимах торможения являются колесосберегающими, не допускающими повреждений поверхности катания колес: ползуны, навары, пригары, термические трещины, выщербины и т.д.
Рабочая часть колодки выполнена с уклоном 1:20 или иным в соответствии со стандартами других стран мира, позволяющая увеличить рабочую поверхность вставок, так как она при работе колодки принимает форму эллипса, что способствует повышению ресурса колодки.
Вставки выполнены из пластичного металла или сплава с твердостью не более 155 ед. НВ и их крепление к стальной перфорированной пластине электросваркой, как показала практика, обеспечивают надежное крепление вставок и хороший теплоотвод от рабочей поверхности колодки.
Расчет длины цилиндрической вставки в зависимости от толщины колодки позволяет при изготовлении колодки создать возможность для заливки их чугуном на высоту 3÷4 мм с рабочей стороны, что дает возможность при первых же торможениях обеспечить истирание этого слоя чугуна и приработку тела колодки вместе со вставками по поверхности катания колеса, обеспечивая качественный тормозной эффект с первых циклов торможения, учитывая, что практически вследствие различного износа и разного количества проточек колес из-за их повреждений все колеса имеют различные радиусы поверхности катания и требуют индивидуальной приработки колодок каждой к своему колесу. Вопрос быстрой приработки колодок и начального качества торможения в этом случае решен за счет того, что все вставки закрыты 3÷4 мм слоем чугуна.
Вставки имеют более высокую абразивность, чем тело колодки.
Установочные и габаритные размеры колодки, а также прилив с тыльной стороны для крепления в башмаке клиновой чекой или другим способом могут быть выполнены по стандартам любой страны мира.
Ресурс заявленной унифицированной биметаллической тормозной колодки превышает ресурсы существующих биметаллических тормозных колодок на 5÷8%, а чугунных в десятки раз. По экологическим нормам колодка значительно превосходит как в производстве, так и в эксплуатации любые композиционные колодки и является совершенно безвредной.
По своим механическим характеристикам заявленная колодка значительно превосходит прототип и другие биметаллические колодки за счет надежного соединения чугунного бруса тела колодки со стальными вставками и стальной пластиной за счет залива чугуна в отверстия.
Изобретение поясняется чертежами, представленными на Фиг.1-8.
На фиг.1 показан общий вид колодки с разрезом, идущим через ряд вставок. Слой чугуна, закрывающий торцы вставок со стороны рабочей поверхности, условно не показан.
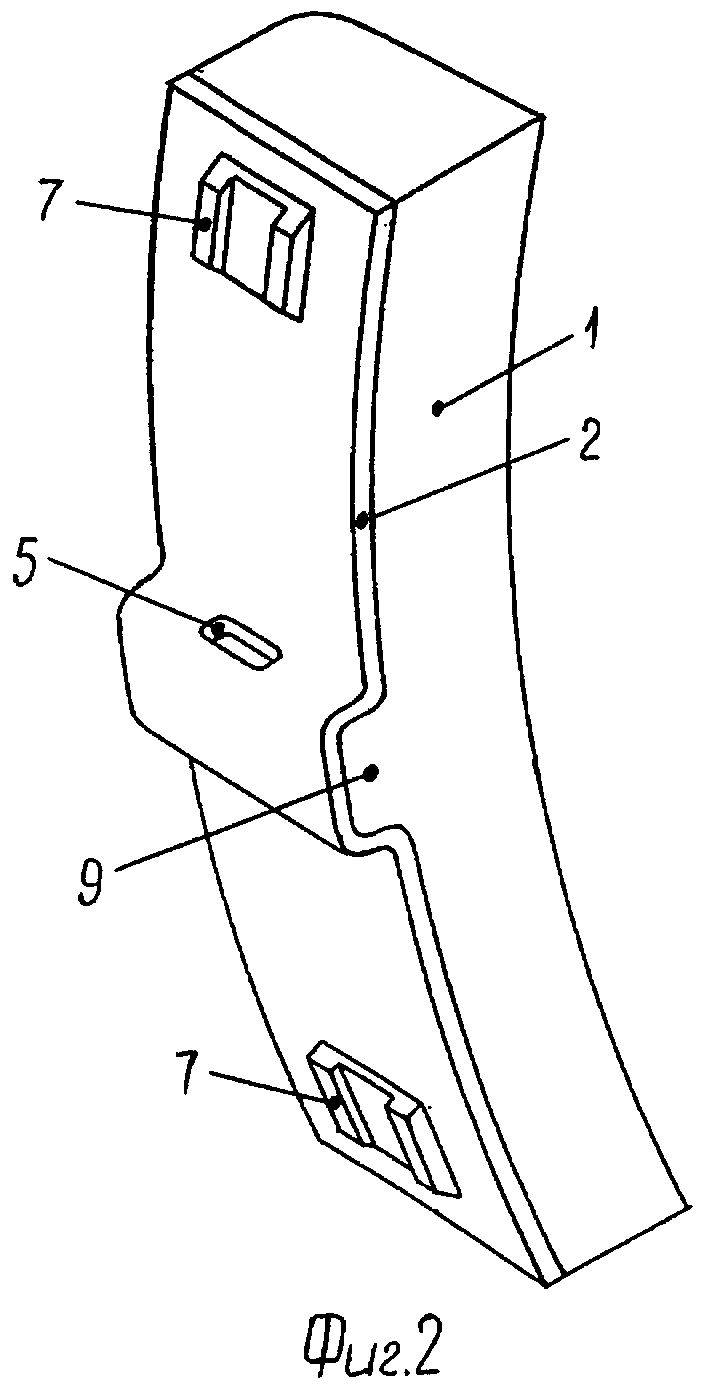
На фиг.2 показан общий вид колодки.
На фиг.3 - вид колодки в разрезе по А-А.
На фиг.4 - размещение вставок напротив отверстия пластины.
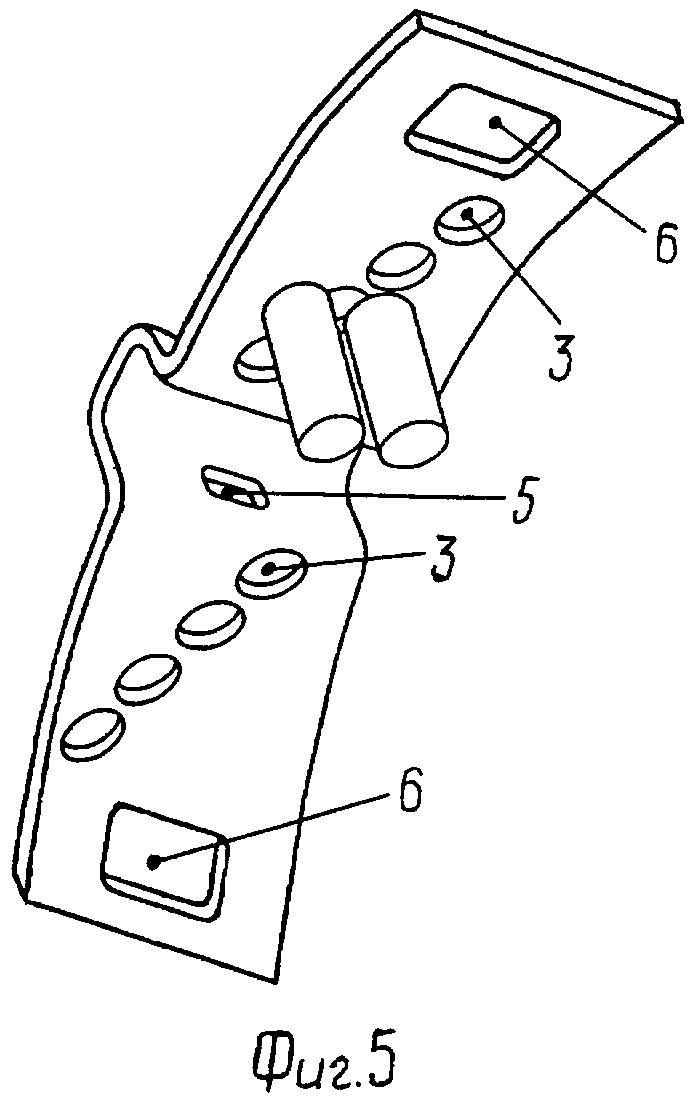
На фиг.5 - вид стальной перфорированной стальной пластины со стороны рабочей поверхности колодки.
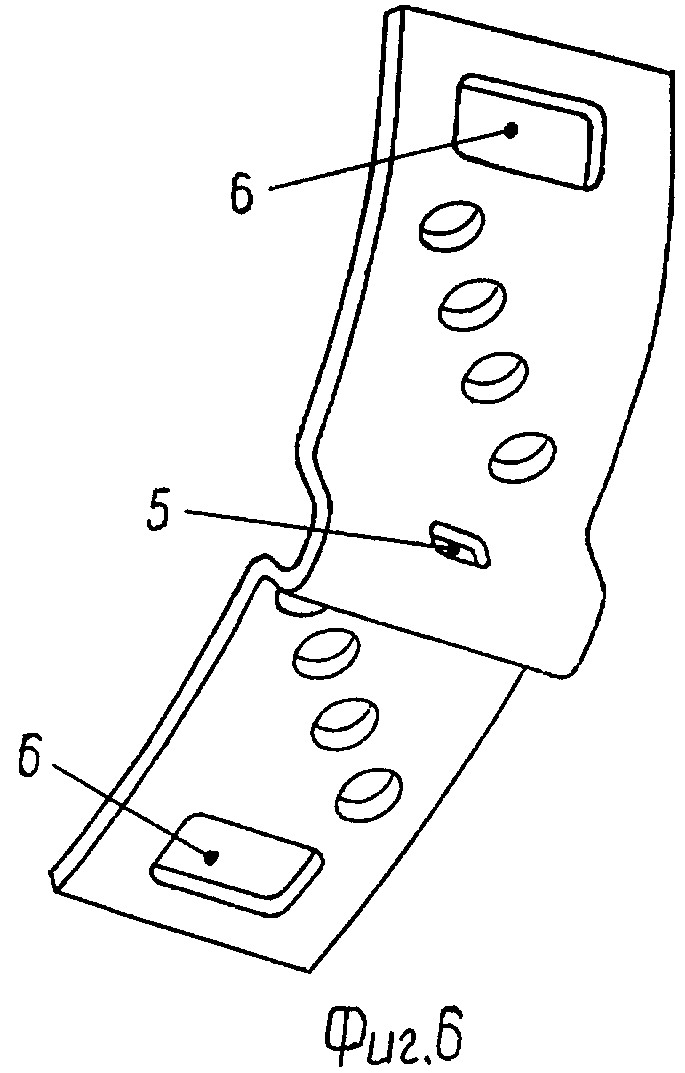
На фиг.6 - вид стальной перфорированной пластины с тыльной стороны колодки.
На фиг.7 - цилиндрическая вставка.
На фиг.8 - клиновая чека.
Биметаллическая вагонная тормозная колодка содержит дугообразно изогнутый чугунный брус 1 и стальную перфорированную пластину 2 с круглыми отверстиями 3 диаметром 25 мм. Отверстия 3 размещены в соответствии со схемой размещения вставок в теле бруса 1. При заливке чугуна в отверстия 3 получаются Т-образные заливы чугуна 4. Стальная пластина 2 имеет отверстие 5 под клиновидную чеку. По концам стальной пластины 2 выполнены четырехугольные отверстия 6 под чугунные приливы, имеющие в сечении форму швеллера 7. Цилиндрические вставки 8 размещены продольными рядами в теле чугунного бруса 1.
Брус 1 имеет расположенный поперечно, посередине прилив 9 с отверстием 5 для клиновой чеки 10 для крепления в колодкодержателе.
Торцы двух вставок 8 на 1/3 перекрывают площадь круглого отверстия 3, торцы вставок приваривают электросваркой к кромке отверстия 3.
Вставки 8 размещены двумя группами и разделены участком без вставок.
Длина участка без вставок К превышает ширину прилива С и определяется по формуле.
На стальной перфорированной пластине 2 выполнены следующие отверстия Фиг.2:
- от 8 до 10 отверстий 3 для приварки вставок 8 к пластине 2 с образованием Т-образного залива 4 чугуна в это отверстие 3,
- отверстия 5 под клиновую чеку 10,
- отверстия 6 под концевые чугунные приливы 7 опоры клиновой чеки 10 или иного способа крепления, выполненные под стандарты любой страны мира.
На фиг.3 в теле чугунного бруса 1 размещены цилиндрические вставки 8, выполненные из различных металлов или их сплавов и приваренные электросварочным автоматом к кромкам технологических отверстий 3 в каркасе 2 не менее двух вставок 8 в одном отверстии. Залитый в это отверстие чугун при заливке каркаса образует грибообразную (в сечении Т-образную) отливку 4, надежно соединяющую тело колодки 1 с каркасом 2.
На фиг.4 вставки 8 закреплены электросварочным автоматом к каркасу 2 через технологические отверстия 3 по геометрической схеме, рассчитанной на ЭВМ. По этой же схеме настроен электросварочный автомат. Количество вставок на всю колодку - 16÷20 штук в зависимости от скоростной характеристики колодки, ее длины и ширины, диаметра и материала вставок.
Тормозная колодка выполнена литьем чугуна в литейную форму с предварительно уложенной стальной перфорированной пластиной 2, на которой закреплены электросваркой вставки 8. Весь пакет заливается расплавом чугуна, образуя изогнутый брус 1 с приливом 9 с тыльной стороны посередине или приливом иной конфигурации в соответствии со стандартом любой страны для крепления колодки в колодкодержателе через отверстия 5 клиновой чекой 10, пальцем или иным креплением.
Вставки 8 выполнены из металла с абразивностью выше абразивности тела чугунного бруса 1.
Работа унифицированной тормозной колодки обеспечивается нажатием колодки к поверхности катания колеса, при этом возникает взаимодействие трущейся пары колодка - колесо, в этом случае возникает упругопластическое трение с коэффициентом трения 0,48÷0,50, условия возникновения этого трения:
1. тело колодки - чугун групп С1, Ф и другие чугуны, твердость 197÷255 ед.НВ.
2. вставки мягкие из различных металлов и их сплавов, твердость не более 155 ед.НВ.
3. поверхность катания колеса, твердость 235÷340 ед. НВ.
4. предельная термостойкость колодки не ниже 750°С.
Производство предлагаемой колодки предполагает более высокий коэффициент автоматизации производства, следовательно, более низкую себестоимость. Предлагаемое техническое решение устройства и изготовления колодки позволяет получить более качественную и с большим ресурсом работы колодку. При ее использовании не происходит блокировки колес, а следовательно, и повреждений, связанных с этим явлением. Кроме того, сама конструкционная прочность колодки за счет более механически прочного соединения перфорированной стальной пластины с чугунным изогнутым брусом колодки и вставками обеспечивает ее высокую надежность и работу без разрушений на всех режимах торможения подвижного состава.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕЗГРЕБНЕВАЯ БИМЕТАЛЛИЧЕСКАЯ ТОРМОЗНАЯ КОЛОДКА ДЛЯ ЛОКОМОТИВА | 2005 |
|
RU2308392C2 |
| БИМЕТАЛЛИЧЕСКАЯ ТОРМОЗНАЯ КОЛОДКА | 2005 |
|
RU2308391C2 |
| БИМЕТАЛЛИЧЕСКАЯ ТОРМОЗНАЯ КОЛОДКА | 2005 |
|
RU2298500C2 |
| СЕКЦИОННАЯ БИМЕТАЛЛИЧЕСКАЯ ТОРМОЗНАЯ КОЛОДКА | 2009 |
|
RU2413643C1 |
| БИМЕТАЛЛИЧЕСКАЯ ГРЕБНЕВАЯ ТОРМОЗНАЯ КОЛОДКА ДЛЯ ЛОКОМОТИВОВ И МОТОВОЗОВ | 2007 |
|
RU2356770C1 |
| ГРЕБНЕВАЯ БИМЕТАЛЛИЧЕСКАЯ ТОРМОЗНАЯ КОЛОДКА С ГЛУБОКОЙ ГРЕБНЕВОЙ ЧАСТЬЮ | 2009 |
|
RU2412842C1 |
| БЕЗГРЕБНЕВАЯ ЛОКОМОТИВНАЯ ТОРМОЗНАЯ КОЛОДКА ДЛЯ ВЫСОКОСКОРОСТНОГО ПОДВИЖНОГО ЖЕЛЕЗНОДОРОЖНОГО СОСТАВА | 2007 |
|
RU2337027C1 |
| ТОРМОЗНАЯ КОЛОДКА ДЛЯ ВЫСОКОСКОРОСТНОГО ЛОКОМОТИВНОГО И МОТОВОЗНОГО ПОДВИЖНОГО ЖЕЛЕЗНОДОРОЖНОГО СОСТАВА | 2007 |
|
RU2337026C1 |
| ТОРМОЗНАЯ КОЛОДКА ДЛЯ ВЫСОКОСКОРОСТНОГО ПОДВИЖНОГО ЖЕЛЕЗНОДОРОЖНОГО СОСТАВА | 2007 |
|
RU2337260C1 |
| ДИСКОВАЯ ТОРМОЗНАЯ КОЛОДКА | 2007 |
|
RU2357134C1 |



Изобретение относится к области железнодорожного транспорта, в частности к тормозным колодкам железнодорожного подвижного состава. Биметаллическая тормозная колодка содержит дугообразно изогнутый чугунный брус, имеющий с тыльной стороны расположенный поперечно, посередине прилив, с отверстием под клиновидную чеку для крепления в колодкодержателе. Чугунный брус выполнен литьем чугуна в форму. В теле чугунного бруса продольными рядами размещены цилиндрические вставки, выполненные из материала более высокой абразивности, чем материал бруса. Вставки размещены двумя группами и разделены участком без вставок. Вставки прикреплены точечной электросваркой к стальной пластине, покрывающей и повторяющей форму тыльной стороны бруса. Стальная пластина выполнена перфорированной круглыми отверстиями диаметром 25 мм в соответствии со схемой размещения вставок в теле бруса таким образом, чтобы напротив каждого круглого отверстия располагалось по две вставки. Торцы вставок на 1/3 перекрывают площадь круглого отверстия. Торцы вставок приваривают электросваркой к кромке круглого отверстия. При литье чугуна форму заполняют так, чтобы круглые отверстия в стальной пластине были заполнены чугуном. По концам стальной пластины выполнены четырехугольные отверстия под чугунные приливы, имеющие в сечении форму швеллера. Длина участка без вставок превышает ширину прилива. Достигается равномерный износ колодки и поверхности катания колес, исключается возникновение на поверхности колес кольцевых канавок в период эксплуатации и блокировка колес на всех режимах торможения, и обеспечивается отсутствие на поверхности катания колес прижегов, наваров и ползунов. 8 ил., 1 табл.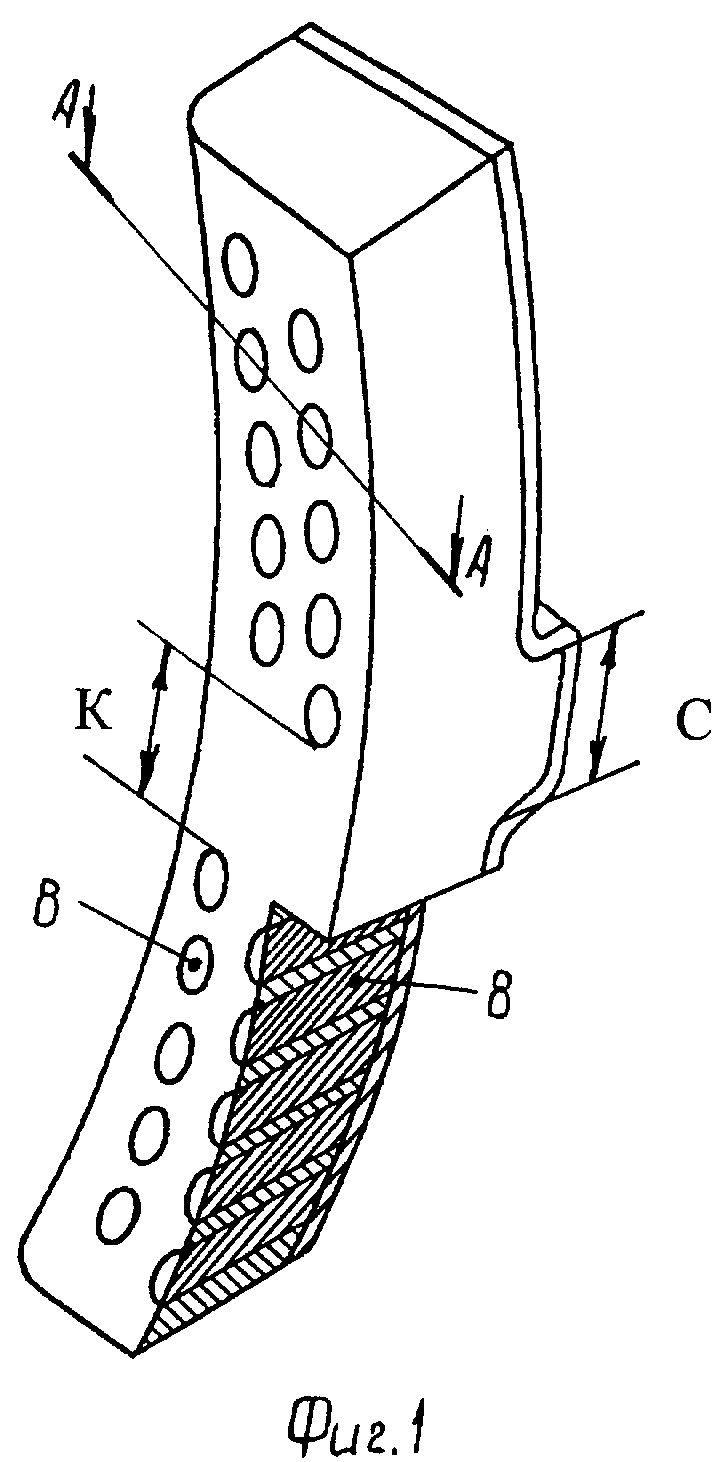
Биметаллическая вагонная тормозная колодка содержит дугообразно изогнутый чугунный брус, имеющий с тыльной стороны расположенный поперечно посередине прилив с отверстием под клиновидную чеку для крепления в колодкодержателе, выполненный литьем чугуна в форму, в теле которого продольными рядами размещены цилиндрические вставки, выполненные из материала более высокой абразивности, чем материал бруса, вставки размещены двумя группами и разделены участком без вставок, вставки прикреплены точечной электросваркой к стальной пластине, покрывающей и повторяющей форму тыльной стороны бруса, отличающаяся тем, что стальная пластина выполнена перфорированной круглыми отверстиями диаметром 25 мм в соответствии со схемой размещения вставок в теле бруса таким образом, чтобы напротив каждого круглого отверстия располагалось по две вставки, при этом торцы вставок на 1/3 перекрывают площадь круглого отверстия, торцы вставок приваривают электросваркой к кромке круглого отверстия, при литье чугуна форму заполняют так, чтобы эти круглые отверстия в стальной пластине были заполнены чугуном, по концам стальной пластины выполнены четырехугольные отверстия под чугунные приливы, имеющие в сечении форму швеллера, длина участка без вставок К превышает ширину прилива С и определяется по формуле
К=(1,75÷1,85)С,
где К - длина участка колодки без вставок;
С - ширина прилива.
| БИМЕТАЛЛИЧЕСКАЯ ТОРМОЗНАЯ КОЛОДКА | 2005 |
|
RU2298500C2 |
| US 6494301 B1, 17.12.2002 | |||
| ТОРМОЗНАЯ КОЛОДКА | 1997 |
|
RU2153994C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДИАБЕТИЧЕСКИХ ВАФЕЛЬ (ВАРИАНТЫ) | 2009 |
|
RU2407321C1 |

