Область техники, к которой относится изобретение
Настоящее изобретение относится к электроиндукционной однократной тепловой обработке сложных заготовок, имеющих по меньшей мере частично цилиндрический компонент, центральная ось которого совпадает с центральной осью заготовки в целом, и диаметр заготовки больше диаметра по меньшей мере частично цилиндрического компонента заготовки.
Уровень техники
Деталь, имеющая форму прямого кругового цилиндра, типа сплошного или полого вала, может быть подвергнута металлургической термообработке (закалке) для обеспечения противодействия усилиям, воздействующим на данную деталь в процессе эксплуатации. Например, такими деталями могут являться автомобильные детали различных цилиндрических форм, подвергаемые металлургической закалке для применения в силовых установках транспортных средств.
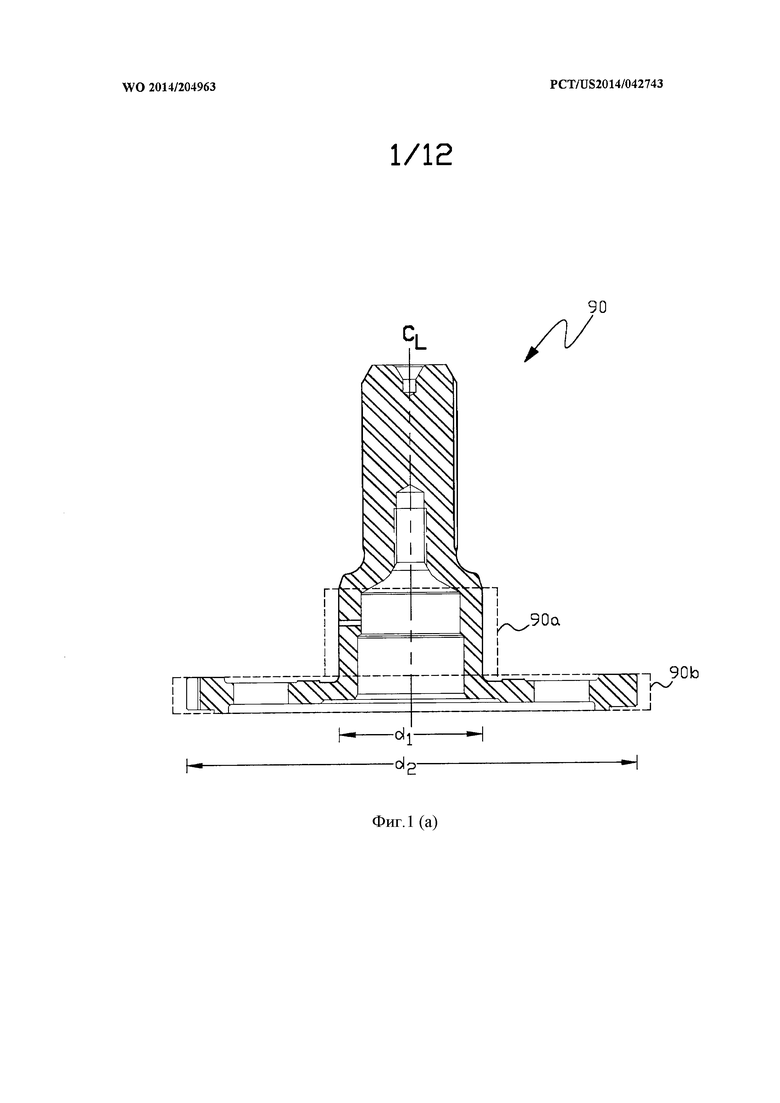
Детали более сложной формы образуются сочетанием множества цилиндрических компонентов различного диаметра с желобками, плечиками, отверстиями и другими геометрическими элементами нерегулярной формы. Примеры элементов такой сложной геометрии представлены на Фиг. 5.28 (рисунок справа) и Фиг. 5.36 Справочника индукционного нагрева (Валерий Руднев и др., 2003, издательство Marcel Dekker, Inc., г. Нью-Йорк, шт. Нью-Йорк, США). На Фиг. 1(a) приведен еще один пример сложной детали. В целом, такие сложные детали могут быть охарактеризованы тем, что имеют по меньшей мере частично цилиндрический компонент, центральная ось которого совпадает с центральной осью детали в целом, и диаметр детали больше диаметра по меньшей мере частично цилиндрического компонента детали; для удобства такие детали в дальнейшем мы будем называть "сложными деталями". Например, в сложной детали 90, показанной на Фиг. 1(a), компонент детали, расположенный внутри пунктирного прямоугольника 90а, представляет собой по меньшей мере частично цилиндрический компонент, а компонент внутри пунктирного прямоугольника 90b является дисковым компонентом, диаметр которого больше диаметра по меньшей мере частично цилиндрического компонента, и эти два компонента детали ориентированы таким образом, что центральная ось CL по меньшей мере частично цилиндрического компонента 90а совпадает с центральной осью дискового компонента 90b, и частично цилиндрический компонент 90а одним своим концом соединен с дисковым компонентом 90b, внешний диаметр d2 которого больше внешнего диаметра d1 по меньшей мере частично цилиндрического компонента 90а.
Электроиндукционный нагрев применяется во многих процессах термообработки, таких как отжиг, нормализация, закалка (цементация) поверхности, сквозная закалка, отпуск и отжиг со снятием напряжений. Одной из наиболее популярных областей применения индукционной термообработки является закалка сталей, чугунов и компонентов порошковой металлургии. В некоторых случаях требуется проведение термообработки всей заготовки, однако, иногда необходимым является проведение термообработки лишь отдельных участков заготовки.
Типичный процесс индукционной закалки предусматривает нагрев заготовки в целом или участка заготовки, прочность которого необходимо повысить, до температуры аустенизации, выдерживание (при необходимости) заготовки или участка заготовки при температуре аустенизации в течение периода времени, достаточного для завершения аустенизации, и затем быстрое охлаждение заготовки или участка заготовки до температуры, при которой начинается образование желаемой мартенситной структуры. Быстрое охлаждение или закалка обеспечивает замену диффузионного превращения превращением сдвигового типа, в результате чего образуется намного более твердая составляющая, называемая мартенситом. Мартенсит может образовываться, и закалка может производиться либо на поверхности заготовки или ее участка, либо по всему поперечному сечению заготовки или ее участка. Индукционная закалка заготовок преследует различные цели. Например, закалка может производиться с целью повышения прочности на скручивание и/или для повышения предела выносливости при скручивании, для повышения прочности на изгиб и/или усталостной стойкости при работе на изгиб, а также для повышения износостойкости или контактной прочности.
Для индукционной закалки цилиндрической или сложной заготовки могут использоваться различные типы индукционных нагревателей. Поскольку индукционный нагрев заготовки обусловлен взаимодействием линий магнитного потока с участками заготовки, в результате чего происходит нагрев заготовки вихревыми токами, обеспечение однородной индукционной термообработки участков сложной геометрической формы типа уступов между расположенными рядом друг с другом цилиндрическими компонентами является затруднительным при использовании обычных индукционно-катушечных устройств. Процесс индукционного нагрева также осложняется тем, что, как правило, проникновение тепла внутрь заготовки обусловлен совместным влиянием двух явлений, а именно, индукционным нагревом внутренних участков заготовки вихревыми токами, и кондуктивной передачей тепла от участков нагрева вихревыми токами (зависящего от глубины проникновения индуцированного тока) внутрь к центральной части детали; последний процесс кондуктивной теплопередачи в данной области техники носит название "тепловой пропитки".
Конфигурация индуктора зависит от конкретных параметров устройства, к которым относятся геометрия заготовки, состав нагреваемого материала, располагаемое пространство для установки индуктора, режим нагрева (например, сканирующий, однократный, прогрессивный или статический режим нагрева), требуемый профиль распределения температур и особенности процесса обработки заготовки (т.е. то, каким образом производится установка и снятие заготовки).
Индукторы для индукционной закалки, как правило, изготовляются из меди или медных сплавов, так как медь обладает высокой электропроводностью и теплопроводностью, характерной для нее высокой коррозионной стойкостью и отличной обрабатываемостью в холодном и горячем состоянии.
Индукторы канального типа (известные также как одноканальные индукторы разрезные индукторы) представляет собой один из типов индукторов, являющихся наиболее подходящими для сквозной и поверхностной закалки цилиндрических и сложных деталей. При использовании канального индуктора ни заготовка, ни индукционная катушка не перемещаются относительно друг друга, за исключением возможного вращения заготовки. Канальные индукторы могут быть однооборотными или многооборотными. Многооборотные канальные индукторы применяются, как правило, для сквозного нагрева концов литых заготовок или брусков перед их горячей формовкой, например, штамповкой. Однооборотные канальные индукторы обычно применяются для индукционной закалки цилиндрических или сложных компонентов, типичные образцы которых представлены на Фиг. 5.28 (иллюстрация справа) и Фиг. 5.36 Справочника индукционного нагрева. Как правило, однооборотные канальные индукторы используют для закалки валов из углеродистой стали, таких как выходные валы, фланцевые валы, карданные валы, промежуточные валы и приводные валы.
Однооборотный канальный индуктор состоит из двух продольных стоек и двух поперечных сегментов (известных также под названием "дужки" или "подковообразные полупетли"). Поперечные сегменты охватывают не весь периметр подвергаемой термообработке заготовки, а лишь часть его, которая обычно составляет половину окружности. При необходимости нагрева продольных участков заготовки, индуцированные вихревые токи проходят в основном в направлении по длине заготовки. Исключением являются области поперечных сегментов канального индуктора, в которых индуцированные вихревые токи проходят лишь по половине окружности. В примере, приведенном на Фиг. 5.33 в Справочнике индукционного нагрева, показан канальный индуктор, используемый для индукционной закалки полуосей колес. Мгновенно изменяющиеся переменные токи в каждой из двух продольных стоек и каждом из двух поперечных сегментов направлены противоположно друг другу.
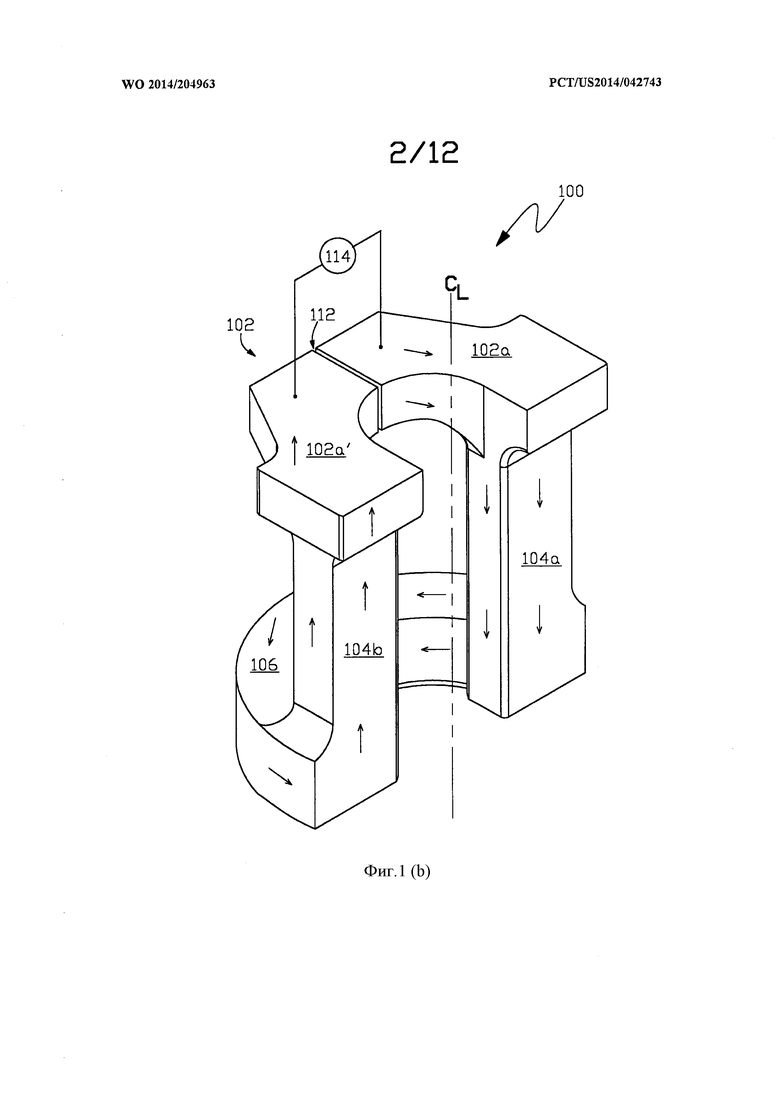
Длину нагреваемого участка можно изменять путем изготовления канальных индукторов с продольными стойками различной длины. На Фиг. 1(b) показан пример однооборотного канального индуктора 100 известного уровня техники. Первый (верхний) поперечный сегмент 102 включает в себя поперечные полусегменты 102а и 102а'; индуктор содержит также продольные стойки 104а и 104b, а также второй (нижний) поперечный сегмент 106. Сложную деталь 90 вставляют в данный однооборотный седловидный индуктор 100, как это показано на Фиг. 1(c). Поперечные полусегменты 102а и 102а' (Фиг. 1(b)) электрически изолированы друг от друга, например, непроводящей щелью 112, так что поперечные полусегменты 102а и 102а' можно подсоединять к выходам источника питания переменного тока 114. Поскольку поперечные сегменты и продольные стойки индуктора 100 лишь частично охватывают окружность сложной детали 90, после установки в показанное на Фиг. 1(c) положение для нагрева производится вращение данной детали относительно ее центральной оси CL.
Канальный индуктор 100, показанный на Фиг. 1(b) и Фиг. 1(c), устанавливают вертикально для однократной загрузки и извлечения в вертикальном или горизонтальном направлении.
Продольные стойки однооборотного канального индуктора могут быть выполнены с рельефом, позволяющим вставлять подвергаемую термообработке деталь конкретной формы, например, с изменениями внешнего диаметра. Аналогичным образом, один или оба поперечных сегмента однооборотного канального индуктора могут иметь профиль или могут быть изогнуты с целью генерирования требуемого магнитного поля и его взаимодействия с требуемыми участками детали для получения требуемого температурного профиля. Выполнение требуемой секции/секций канального индуктора с более узкими нагревательными поверхностями, обращенными к детали, может приводить к повышению плотности индуктивной мощности на требуемом участке/участках детали.
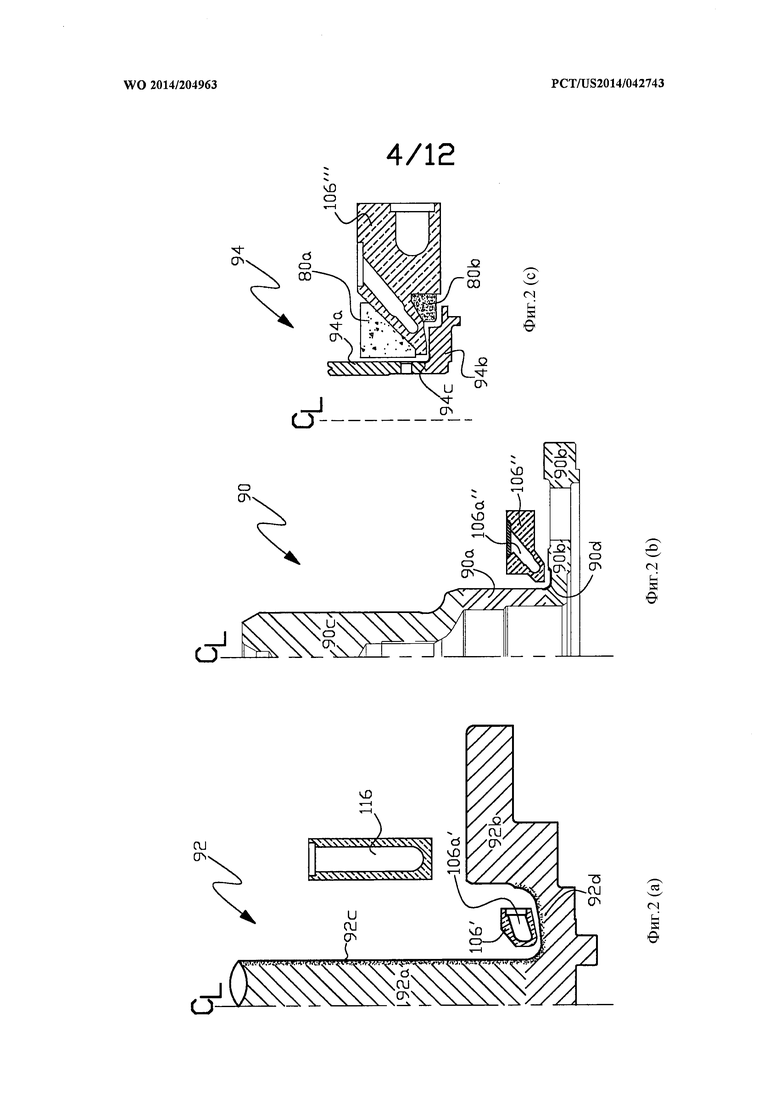
На Фиг. 2(а)-2(с) представлены три примера типичных профилированных поперечных сегментов однократных канальных индукторов известного уровня техники рядом с закругленным желобком.
На Фиг. 2(a) изображена нижняя половина поперечного сечения 106' однократного однооборотного канального индукционного нагревательного устройства известного уровня техники для термообработки сплошной детали 92 сложной формы. На Фиг. 2(a) показана только правая часть нижнего поперечного сечения 106' (соответствующего поперечному сегменту 106 на Фиг. 1(b)) вертикально установленного канального индуктора, с внутренним охладительным каналом 106а' для прохода хладагента для охлаждения индуктора. В данном примере предусмотрено отдельное закаливающее устройство 116, служащее для закалки, когда заготовка приобретает требуемое термическое состояние после нагрева в канальном индукторе. Альтернативные способы закалки предусматривают закалку после того, как заготовка была нагрета и извлечена из канального индуктора. Для тела сплошного цилиндрического компонента 92а сложной детали 92 показана вертикальная ось симметрии СL. Таким образом, сложная деталь 92 включает в себя по меньшей мере частично цилиндрический компонент 92а, выполненный в виде сплошного вала, и дисковый компонент 92b, диаметр которого больше диаметра по меньшей мере частично цилиндрического компонента (направление штриховки дискового компонента 92b противоположно направлению штриховки частично цилиндрического компонента 92а). Как видно из Фиг. 2(a), по меньшей мере частично цилиндрический компонент 92а имеет центральную ось, которая совпадает с центральной осью дискового компонента 92b, и одним своим концом соединен с дисковым компонентом 92b, диаметр которого больше диаметра по меньшей мере частично цилиндрического компонента 92а. Внешний диаметр 92с и область закругленного желобка 92d сложной детали 92 входят в число участков, подлежащих индукционной закалке, и показаны пунктиром. Нагрев внешнего диаметра 92с происходит за счет воздействия индуцированного вихревого тока, генерируемого электрическим током, проходящим по продольным стойкам 104а и 104b (на Фиг. 2(a) не показаны) канального индуктора. Индуцированный нагрев области желобка 92d обеспечивается в основном током, протекающим в нижнем поперечном сегменте 106' канального индуктора.
На Фиг. 2(b) изображена нижняя половина поперечного сегмента 106'' (только правая половина) однократного однооборотного канального индукционного нагревательного устройства известного уровня техники для термообработки полой детали 92 сложной формы, показанной также на Фиг. 1(a). На Фиг. 2(b) показана только половина нижнего поперечного сечения 106'' (соответствующего поперечному сегменту 106 на Фиг. 1(b)) вертикально установленного канального индуктора, с внутренним охладительным каналом 106а'' для прохода хладагента для охлаждения индуктора. Отдельный закалочный аппарат на Фиг. 2(b) не показан. Внутренняя область полого цилиндрического компонента (90а и 90с) сложной детали 90 имеет вертикальную ось симметрии СL, и внутренняя полая область изображена незаштрихованной. Таким образом, сложная деталь 90, как уже было описано выше и показано на Фиг. 1(a), включает в себя по меньшей мере частично цилиндрический компонент, представляющий собой полый цилиндрический компонент 90а, и дисковый компонент, обозначаемый на чертежах как 90b, диаметр которого больше диаметра по меньшей мере частично цилиндрического компонента, так что центральная ось по меньшей мере частично цилиндрического компонента 90а совпадает с центральной осью дискового компонента 90b, и частично цилиндрический компонент 90а одним своим концом соединен с дисковым компонентом 90b, диаметр которого больше диаметра по меньшей мере частично цилиндрического компонента 90а, как показано на Фиг. 2(b).
Если деталь имеет подлежащие закалке участки типа желобков, как показано на Фиг. 2(a) и Фиг. 2(b), часто бывает необходимо значительно повысить степень нагрева в области желобка, поскольку в области желобка имеется значительно большее по массе количество металла, который нужно нагреть. Кроме того, имеется значительно большее по массе количество металла в области перед нагреваемым желобком и за данной подлежащей нагреву областью, которое создает значительный эффект "холодного теплоприемника", в результате чего за счет теплопроводности тепло отводится от нагреваемого желобка. Поэтому охлаждающий эффект холодного теплоприемника необходимо компенсировать путем индуцирования дополнительной энергии нагрева в области желобка. Требуемое увеличение энергии часто достигается путем сужения токопроводной области соответствующей секции канального индуктора с целью повышения удельной индуктивной мощности на соответствующих участках. Например, при уменьшении вдвое токопроводного участка нагревающей поверхности индуктора произойдет соответствующее увеличение плотности электрического тока в секции индуктора, а также плотности вихревого тока, индуцируемого в соответствующей области детали. Согласно эффекту Джоуля, при увеличении плотности индуцированного вихревого тока вдвое удельная индуктивная мощность возрастает в четыре раза.
В устройствах, показанных на Фиг. 2(a) и, в частности, на Фиг. 2(b), поперечное сечение нагревательной поверхность индуктора, обращенной в сторону желобка, спрофилировано таким образом, чтобы обеспечить концентрацию индуцированного вихревого тока и генерирование тепла в области желобка.
На Фиг. 2(c) приведено увеличенное изображение нижней половины поперечного сечения 106''' альтернативного однократного однооборотного канального индукционного нагревательного устройства известного уровня техники, в котором помимо профилированного поперечного сечения индуктора предусмотрены концентраторы магнитного потока 80а и 80b для обеспечения еще большей концентрации тепловой энергии в области желобка 94с сложной детали 94. Использование концентраторов магнитного потока позволяет достичь значительного повышения локальной плотности электрического тока индуктора.
Концентраторы магнитного потока (называемые также интенсификаторами магнитного потока, регуляторами магнитного потока, шунтами, отклонителями или магнитными сердечниками) влияют на электромагнитное взаимодействие между деталью и магнитным полем канального индуктора. При индукционной закалке концентраторы магнитного потока выполняют несколько традиционных функций: (а) обеспечение селективного нагрева определенных участков детали; (b) повышение электрического КПД индуктора; и (с) выполнение функции электромагнитного щита для предотвращения нежелательного нагрева соседних участков детали. Концентраторы магнитного потока изготовляют из магнитомягких материалов с высокой магнитной проницаемостью и низкой электропроводностью. Магнитомягкая природа материала концентраторов магнитного потока означает, что они являются магнитными только при приложении внешнего магнитного поля. После воздействия магнитного поля переменного тока такие материалы могут быстро менять свою намагниченность без образования большого количества трения. Узкие петли магнитного гистерезиса небольшой площади являются типичными для этих материалов. Концентраторы магнитного потока обеспечивают проход низкого магнитного сопротивления и способствуют концентрации линий магнитной индукции в требуемых областях. При введении концентратора магнитного потока в поле магнитного индуктора он обеспечивает путь прохождения с низким магнитным сопротивлением для магнитного потока, уменьшая магнитный поток рассеяния и концентрируя воображаемые линии магнитной индукции магнитного поля. Без концентратора магнитного потока магнитное поле распространилось бы вокруг индуктора и связалось с электропроводными окружающими элементами (т.е. со вспомогательным оборудованием, металлической опорой, инструментами, элементами крепления, участками детали, нагревать которые не требуется, и т.п.). Концентратор магнитного потока создает линию магнитной индукции для направления магнитного поля индуктора в требуемые области. Вышеупомянутые факторы способны оказывать положительное влияние на выборочный индуцированный нагрев требуемых участков детали. Однако локальные плотности тока в определенных областях индуктора могут значительно повышаться и способны вызывать локальный перегрев индуктора и/или ускорение растрескивание индуктора под действием напряжений (например, вследствие его деформационного упрочнения).
Одним из основных недостатков обычного однооборотного канального индуктора является его короткий срок службы. Необходимость генерирования достаточного количества тепла в определенных областях детали, таких как область желобка, приводит к необходимости иметь достаточно узкую нагревательную поверхность индуктора в сочетании с применением концентраторов магнитного потока, что обуславливает чрезмерно высокую плотность электрического тока индукционной катушки и преждевременный выход из строя индукционного нагревателя. Преждевременный выход из строя индуктора (растрескивание, коррозия или усталость под действием напряжений) обычно происходит в областях с наивысшей плотностью электрического тока, и, как правило, возникает в поперечном сегменте 106 однооборотного канального индуктора, который обеспечивает нагрев желобков. Поперечные сегменты испытывают также воздействие изгиба индуктора под действием электромагнитных сил. Таким образом, для повышения срока службы закалочных индукторов необходимо попытаться уменьшить плотность тока в данной области.
Еще один недостаток обычных однооборотных канальных индукторов связан с их чрезмерно высокой чувствительностью, которая отрицательно влияет на качество и воспроизводимость нагрева закаливаемых компонентов. Чрезмерно высокая чувствительность обусловлена эффектом электромагнитной близости. При изменении положения детали в канальном индукторе (например, вследствие износа подшипников, используемых для обеспечения вращения детали в индукторе, неправильной установки детали в индуктор, и т.п.) немедленно изменяется интенсивность нагрева, особенно в области желобка. Это обычно приводит к недостаточно высокому нагреву и соответствующему уменьшению глубины закалочного слоя.
Одна из целей настоящего изобретения заключается в создании усовершенствованного индуктора для однократного индукционного нагрева сложных деталей, по меньшей мере частично цилиндрический компонент которых имеет центральную ось, совпадающую с центральной осью дискового компонента, и одним своим концом соединен с дисковым компонентом, диаметр которого больше диаметра вышеупомянутого по меньшей мере частично цилиндрического компонента, обладающего увеличенным сроком службы, повышенной надежностью и обеспечивающего меньшую зависимость нагрева от положения детали в индукторе.
Указанный выше и другие аспекты данного изобретения изложены в описании и сформулированы в пунктах прилагаемой формулы изобретения.
Раскрытие изобретения
Одним из аспектов настоящего изобретения предлагается установка и способ для индукционной термообработки сложных деталей с помощью индуктора однократного действия. Сложная деталь включает в себя по меньшей мере частично цилиндрический компонент, центральная ось которого совпадает с центральной осью дискового компонента, одним своим концом соединенный с дисковым компонентом, диаметр которого больше диаметра по меньшей мере частично цилиндрического компонента. Однооборотный индуктор однократного действия имеет единый поперечный сегмент, соединенный с передними концами двух продольных стоек, вторые концы которых соединены с муфтовым сегментом, охватывающим всю окружность по меньшей мере частично цилиндрического компонента сложной детали, когда данную сложную деталь устанавливают в однооборотный индуктор однократного действия для индукционного нагрева. Поперечный сегмент, муфтовый сегмент и продольные стойки электрически соединены последовательно, образуя замкнутый электрический контур.
Еще одним из аспектов настоящего изобретения предлагается устройство и способ для индукционной термообработки сложной детали с помощью индуктора однократного действия. Сложная деталь включает в себя по меньшей мере частично цилиндрический компонент, центральная ось которого совпадает с центральной осью дискового компонента, одним своим концом соединенный с дисковым компонентом, диаметр которого больше диаметра по меньшей мере частично цилиндрического компонента. Однооборотный индуктор однократного действия содержит первый муфтовый сегмент, соединенный с первыми концами двух продольных стоек, вторые концы которых соединены со вторым муфтовым сегментом. Первый и второй муфтовые сегменты охватывают всю окружность по меньшей мере частично цилиндрического компонента сложной детали при ее установке в однооборотный индуктор однократного действия для индукционного нагрева. Одна из двух продольных стоек служит для подвода переменного электрического тока к индуктору однократного действия.
Индуктор однократного действия согласно настоящему изобретению также может быть использован для термообработки цилиндрических деталей, вставляемых в направлении по продольной оси в индуктор однократного действия согласно настоящему изобретению.
Указанный выше и другие аспекты данного изобретения изложены в описании и сформулированы в пунктах прилагаемой формулы изобретения.
Краткое описание чертежей
Кратко описанные ниже прилагаемые чертежи приводятся для лучшего понимания сущности изобретения и никоим образом не ограничивают настоящее изобретение, как указано ниже в данном описании и прилагаемых пунктах формулы изобретения.
На Фиг. 1(a) представлен пример сложной детали, включающей в себя по меньшей мере частично цилиндрический компонент, центральная ось которого совпадает с центральной осью дискового компонента, одним своим концом соединенный с дисковым компонентом детали, диаметр которого больше диаметра по меньшей мере частично цилиндрического компонента.
На Фиг. 1(b) приведено изометрическое изображение примера канального индуктора известного уровня техники, который может быть использован для термообработки сложной детали, показанной на Фиг. 1(a).
На Фиг. 1(c) представлена изображенная на Фиг. 1(a) сложная деталь, вставленная в канальный индуктор известного уровня техники, показанный на Фиг. 1(b).
На Фиг. 2(a), Фиг. 2(b) и Фиг. 2(c) показаны устройства известного уровня техники для термообработки сложных деталей с помощью однооборотного канального индуктора (показано поперечное сечение только правой части нижнего поперечного сегмента индуктора).
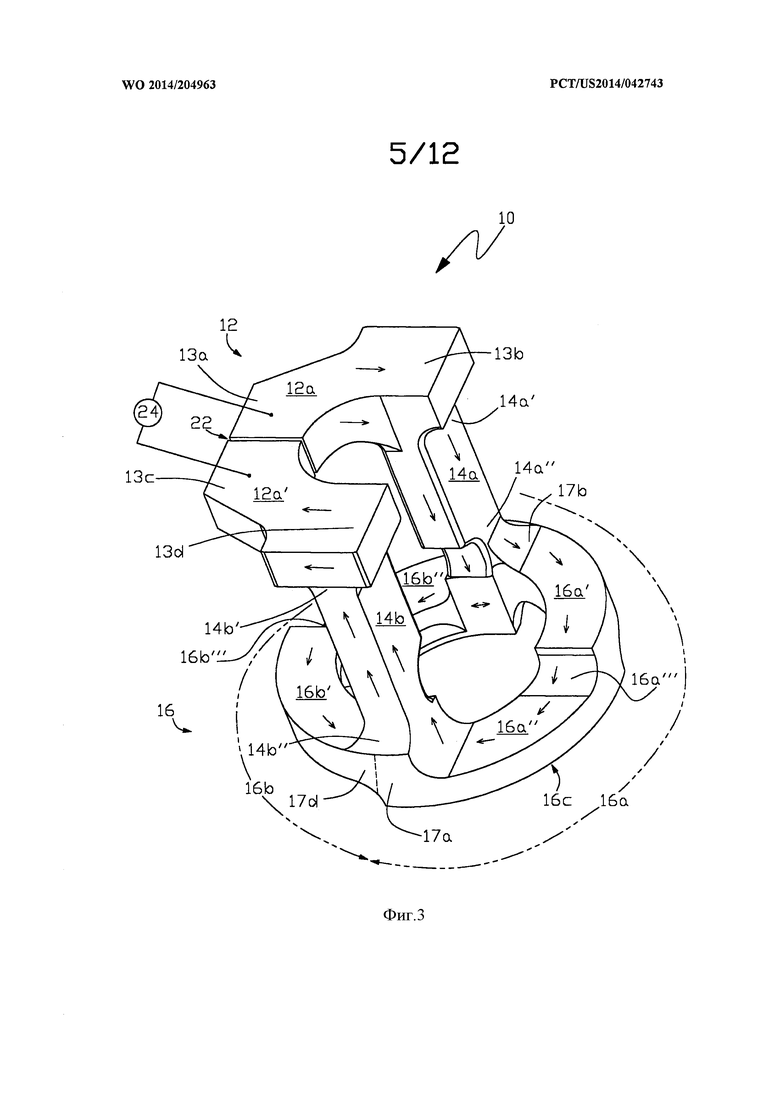
На Фиг. 3 приведено изометрическое изображение варианта осуществления индуктора однократного действия согласно настоящему изобретению; стрелками показаны направления прохождения мгновенного электрического тока по индуктору.
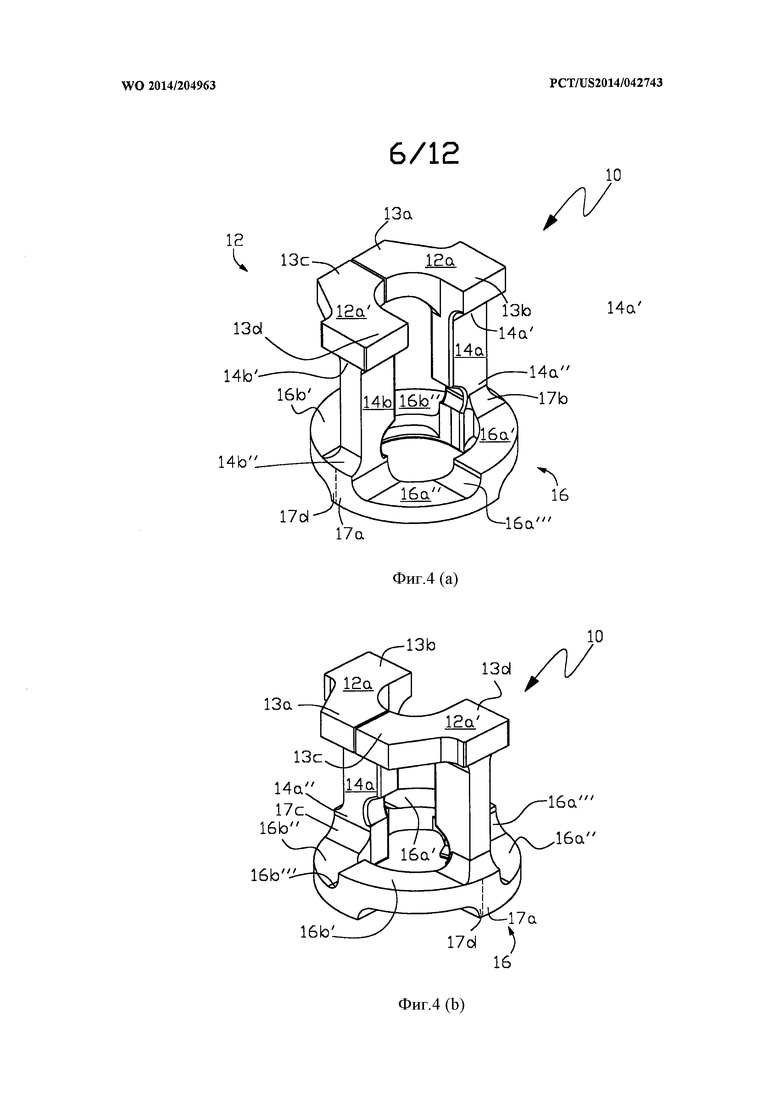
На Фиг. 4(a) и Фиг. 4(b) приведены изображения индуктора однократного действия, показанного на Фиг. 3, с поворотом на 90 градусов изображения на Фиг. 4(a) относительно изображения на Фиг. 4(b), чтобы показать возможный вариант выполнения ступенчатых участков на муфтового сегмента индуктора, служащих для обеспечения требуемого распределения твердости детали и согласования с ее геометрическими параметрами, такими как изменения диаметра конкретной детали, подвергаемой термообработке.
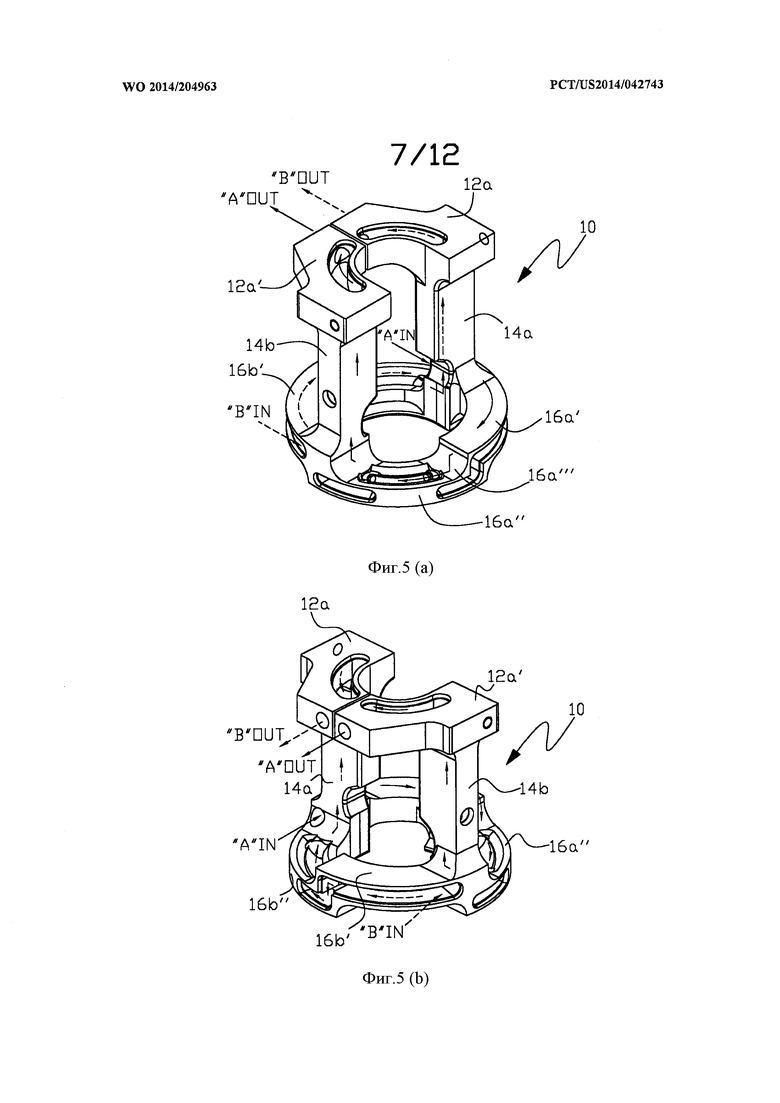
На Фиг. 5(a) и Фиг. 5(b) представлен индуктор однократного действия, показанный на Фиг. 4(a) и Фиг. 4(b), с частичными вырезами, чтобы показать внутренние каналы прохождения хладагента для охлаждения индуктора.
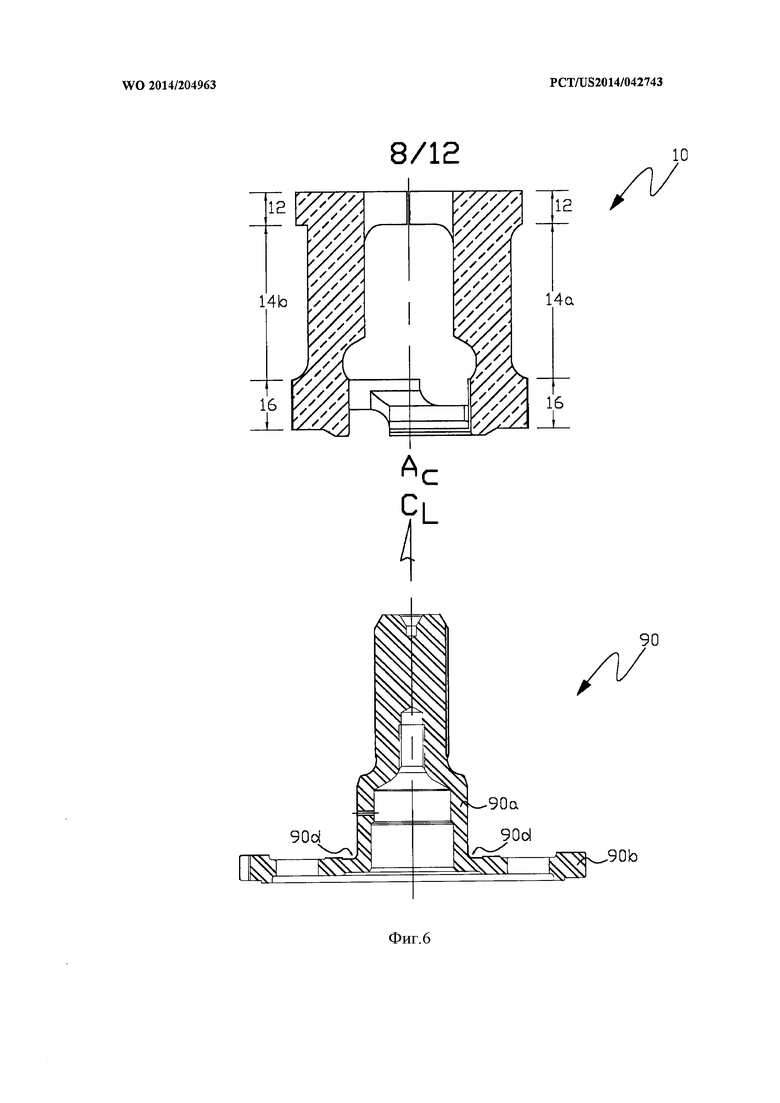
На Фиг. 6 показан вид в поперечном разрезе сложной детали до ее установки в индуктор однократного действия, изображенный на Фиг. 3.
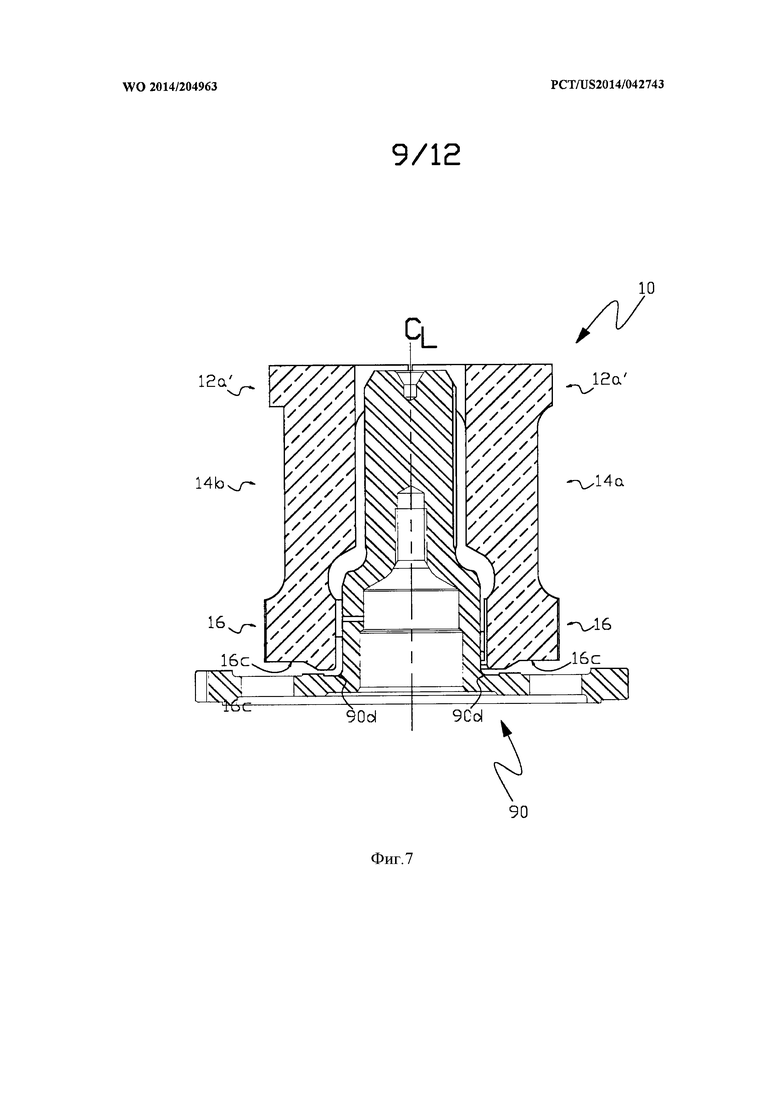
На Фиг. 7 показан вид в поперечном разрезе сложной детали после ее установки в индуктор однократного действия, изображенный на Фиг. 3 (разрез сделан по плоскостям продольных стоек индуктора).
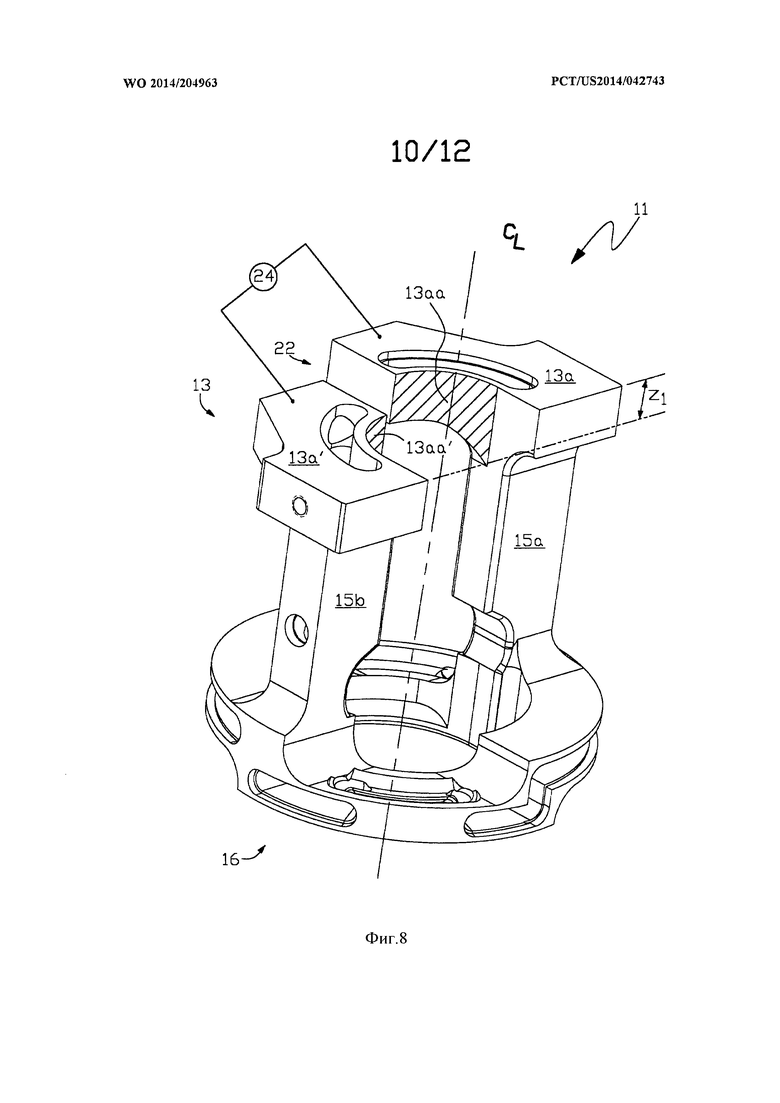
На Фиг. 8 приведено схематичное изображение еще одного возможного варианта исполнения индуктора однократного действия согласно настоящему изобретению.
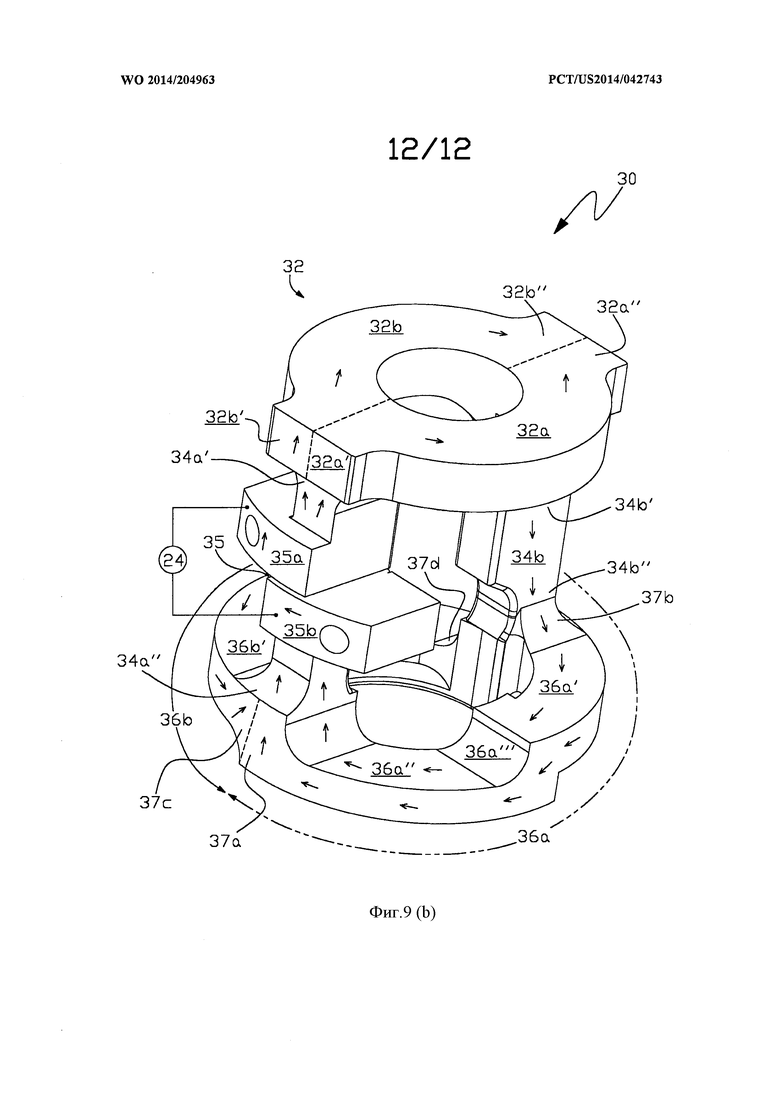
На Фиг. 9(a) и Фиг. 9(b) приведены изометрические изображения еще одного возможного варианта исполнения индуктора однократного действия согласно настоящему изобретению; стрелками показаны направления прохождения мгновенного электрического тока по индуктору.
Осуществление изобретения
На Фиг. 3 - Фиг. 5(b) показан возможный пример исполнения индуктора однократного действия 10 согласно настоящему изобретению. Как показано на Фиг. 3, индуктор однократного действия 10 включает в себя поперечный сегмент 12, продольные стойки 14а и 14b, и муфтовый сегмент 16. Поперечный сегмент 12 содержит поперечные полусегменты 12а и 12а'. Поперечные полусегменты 12а и 12а' электрически изолированы друг от друга, например, непроводящей щелью 22, так что поперечные полусегменты 12а и 12а' можно подсоединять к выходам источника питания переменного тока 24. Непроводящая щель 22 может быть просто воздушной или заполнена электроизоляционным материалом, таким как листовая слюда. Муфтовый сегмент 16 содержит непрерывные муфтовые полусегменты 16а и 16b, образующие непрерывный электрический проводник, электрически соединенный с продольными стойками 14а и 14b. Оба полусегмента 16а и 16b муфтового сегмента 16 электрически соединены параллельно друг другу. В данном варианте исполнения каждый из полусегментов 16а и 16b муфтового сегмента 16 спрофилирован таким образом, что он имеет верхние (16а' и 16b') и нижние (16а'' и 16b'') ступенчатые участки, соединенные друг с другом наклонными переходными участками (16а''' и 16b'''), как показано на Фиг. 3 (ступенчатый участок 16b'' на рисунке частично скрыт). Во всех вариантах реализации настоящего изобретения муфтовый сегмент может иметь форму, соответствующую геометрии конкретной сложной детали, термообработка которой производится. При необходимости поперечному сегменту или продольным стойкам индуктора также может быть придана требуемая форма.
На Фиг. 3 стрелками показаны направления прохождения мгновенного переменного электрического тока по индуктору однократного действия 10. Как видно из Фиг. 3, мгновенный электрический ток поступает из одного из поперечных полусегментов в одну из двух продольных стоек и далее в муфтовый сегмент 16, затем протекает по параллельным муфтовым полусегментам 16а и 16b и из муфтового сегмента 16 в другую продольную стойку, и затем возвращается в другой поперечный полусегмент. Такое устройство уменьшает величину тока в каждом из муфтовых полусегментов, которая требуется по сравнению с описанными выше однооборотными канальными индукторами однократного действия известного уровня техники, имеющими два поперечных сегмента, обеспечивая при этом такую же требуемую энергию нагрева, за счет окружения всей периферии обрабатываемой детали, в отличие от индукторов известного уровня техники, лишь частично охватывающих окружность детали, как было указано выше. Уменьшение величин тока в муфтовых полусегментах приводит к уменьшению плотностей тока и электромагнитных сил, что обеспечивает увеличение срока службы индуктора однократного действия 10 по сравнению с однооборотными канальными индукторами однократного действия известного уровня техники.
В целях иллюстрации, но не ограничения, поперечный полусегмент 12а мы будем называть поперечным сегментом подачи, продольную стойку 14а - продольной стойкой подачи, продольную стойку 14b - продольной стойкой возврата, и поперечный полусегмент 12а' - поперечным сегментом возврата. Поперечный сегмент подачи содержит край 13а подвода питания от источника и противоположный край 13b. Поперечный сегмент возврата содержит край возврата 13с и противоположный край 13d. Первая муфтовая секция 16а содержит противоположный первый муфтовый край подачи 17b и первый муфтовый край возврата 17а, а вторая муфтовая секция 16b включает в себя противоположный второй муфтовый край подачи 17с (см. Фиг. 4(b)) и второй муфтовый край возврата 17d. Пунктирными линиями обозначены границы первой и второй муфтовых секций 16а и 16b; муфтовый сегмент 16 (образуемый первой и второй муфтовыми секциями 16а и 16b) обычно выполняется в виде непрерывного в целом кольцевого цилиндрического элемента. Продольная стойка подачи 14а содержит поперечно-сегментный край 14а' и муфтовый край 14а''. Поперечно-сегментный край 14а' соединен с краем подачи 13b поперечного сегмента, а муфтовый край 14а'' расположен между первым и вторым муфтовыми краями подачи 17b и 17с. Продольная стойка возврата 14b содержит поперечно-сегментный край возврата 14b' и муфтовый край возврата 14b''. Поперечно-сегментный край 14b' продольной стойки возврата соединен с возвратным краем 13d поперечного сегмента, а муфтовый край 14b'' стойки возврата подсоединен между первым и вторым муфтовыми краями возврата 17а и 17b, образуя непрерывный электрический проводник от первой и второй секций муфты вокруг муфтовых краев подачи и возврата продольных стоек подачи и возврата, в результате чего при установке по меньшей мере частично цилиндрического компонента сложной детали между продольными стойками подачи и возврата, таким образом, что дисковый компонент сложной детали располагается рядом с внешней поверхностью 16с муфтового сегмента, и при подсоединении источника питания переменного тока между краем подвода поперечного сегмента подачи и краем возврата поперечного сегмента возврата, происходит индукционная термообработка сложной детали.
Как видно из Фиг. 4(a) и Fig 4(b), непрерывный муфтовый сегмент 16 разделен на профилированные участки 16а' и 16а'' первой муфтовой секции 16а (см. Фиг. 3)), и 16b' и 16b'' второй муфтовой секции 16b (см. Фиг. 3)); это сделано для того, чтобы проиллюстрировать один из возможных вариантов профилирования непрерывного муфтового сегмента 16, образуемого первой и второй муфтовыми секциями. Как уже упоминалось выше, такое профилирование муфты путем разделения на ступенчатые участки выполняется в соответствии с требуемым распределением твердости и геометрическими параметрами детали, такими как изменения диаметра или толщины стенки (например, в случае, когда подвергаемый термообработке по меньшей мере частично цилиндрический компонент сложной детали является полым). В каждом из муфтовых полусегментов может потребоваться выполнить два или более ступенчатых участка, причем объемы всех или некоторых из данных муфтовых участков могут быть не равными друг другу. Кроме того, каждый из наклонных переходных участков (16а''' и 16b''') может иметь различную длину дуги (длину по дуге), и может быть выполнен таким образом, чтобы оказывать различное влияние на величину энергии, индуцируемой в различных областях сложной детали, таких как область вала или область желобка между по меньшей мере частично цилиндрическим компонентом и дисковым компонентом сложной детали.
На Фиг. 5(a) и Фиг. 5(b) показаны входное и выходное отверстия на индукторе однократного действия 10, служащие для входа и выхода жидкого хладагента для охлаждения индуктора 10, нагревающегося вследствие эффекта Джоуля при прохождении по нему переменного тока. В рассматриваемом варианте реализации имеются два отдельных контура охлаждения, а именно, контур охлаждения "А" (движение хладагента показано сплошными стрелками), и контур охлаждения "В" (движение хладагента показано пунктирными стрелками). Как показано на Фиг. 5(a) и Фиг. 5(b), хладагент, входящий во входное отверстие ("A" IN), последовательно проходит через муфтовый полусегмент 16а (по профилированным участкам 16а' и 16а''), по продольной стойке 14b и по поперечному полусегменту 12а', выходя затем из выходного отверстия ("A" OUT), а хладагент, входящий во входное отверстие ("В" IN), последовательно проходит через муфтовый полусегмент 16b (по профилированным участкам 16b' и 16b''), по продольной стойке 14а и по поперечному полусегменту 12а, выходя затем из выходного отверстия ("В" OUT). Преимущество применения двух отдельных контуров охлаждения для индуктора 10 заключается в том, что различные параметры охлаждения данных контуров позволяют компенсировать любые несимметричности, возможные при изготовлении индуктора 10. Кроме того, хладагент, поступающий в каждое из входных отверстий данных раздельных контуров, сначала поступает в раздельные муфтовые полусегменты, которые генерируют наибольшее количество тепла, и охлаждает их, а затем продолжает свое движение и проходит по разным вертикальным стойкам индуктора и его разным поперечным полусегментам. В альтернативных вариантах реализации настоящего изобретения водяное охлаждение может оказаться не обязательным, или лишь единый контур охлаждения может оказаться достаточным для охлаждения всего индуктора, и может быть применен для какой-либо конкретной сложной детали.
Показанный на Фиг. 3 - Фиг. 5(b) поперечный сегмент имеет в целом (т.е. без профилирования) полуцилиндрическую форму и разделен в целом на четверть-цилиндрические поперечные полусегменты непроводящей щелью 22. В других вариантах реализации настоящего изобретения поперечный сегмент может иметь в целом более или менее полуцилиндрическую форму, а поперечные полусегменты могут иметь в целом более или менее одинаковую четверть-цилиндрическую зеркально-отраженную форму, или же могут иметь различные формы, соответствующие форме конкретной обрабатываемой детали. Как показано на Фиг. 3 - Фиг. 5(b), каждая продольная стойка индуктора в целом (т.е. без профилирования) имеет форму прямоугольного стержня, ориентированного перпендикулярно радиальной поперечной плоскости поперечного сегмента и муфтового сегмента, располагающейся перпендикулярно центральной оси СL; в других вариантах реализации настоящего изобретения данные продольные стойки могут иметь другую форму и ориентацию, соответствующую геометрии конкретной сложной детали, подвергаемой обработке. Как показано на Фиг. 3 - Фиг. 5(b), муфтовый сегмент имеет в целом (т.е. без профилирования) форму круглого кольца, с муфтовыми полусегментами полукольцевой формы равной длины по дуге, и с противоположными продольными стойками, соединяющимися соседними края двух муфтовых полусегментов, как показано на чертежах; в других вариантах реализации настоящего изобретения муфтовые полусегменты могут иметь разную длину по дуге, в соответствии с формой конкретной подвергаемой термообработке детали.
На Фиг. 6 изображена сложная деталь 90 до ее установки в индуктор однократного действия 10. На Фиг. 7 показана сложная деталь 90, уже загруженная в индуктор однократного действия 10 для индукционной термообработки. Может предусматриваться соответствующее устройство для вращения уже установленной в индуктор сложной детали 90 относительно центральной оси СL по меньшей мере в течение части процесса термообработки. Поскольку муфтовая секция 16 охватывает всю периферийную окружность установленной в индуктор сложной детали 90, увеличение энергии нагрева в области желобка 90d возможно без чрезмерного уменьшения токопроводящей площади индуктора и без необходимости чрезмерного повышения силы тока в индукционной катушке.
Если сложная деталь располагается в индукторе 10 асимметрично (т.е. если ось симметрии (Acollar) муфтового сегмента 16 не совпадает с осью симметрии (СL) сложной детали 90 в индукторе 10), будет иметь место уменьшенный индуцированный нагрев одного из муфтовых полусегментов, зазор между индуктором и деталью в котором увеличен, который компенсируется увеличенным индуцированным нагревом в другом муфтовом полусегменте, зазор между индуктором и деталью в котором уменьшен. Таким образом, зависимость процесса индукционной термообработки от позиционирования сложной детали 90 в индукторе 10 уменьшается по сравнению с данной зависимостью в однооборотном канальном индукторе известного уровня техники.
На Фиг. 8 показан еще один возможный вариант исполнения индуктора однократного действия 11 согласно настоящему изобретению. В данном варианте исполнения, в отличие от индуктора однократного действия 10, продольные стойки 15а и 15b имеют различную длину, так что поперечные полусегменты 13а и 13а' поперечного сегмента 13 располагаются на различных расстояниях вокруг центральной оси детали, загруженной в индуктор однократного действия 11. Когда продольные стойки имеют различную длину, поперечные сегменты подачи и возврата располагаются в разных плоскостях относительно соответствующих поперечных радиальных плоскостей поперечных сегментов подачи и возврата, перпендикулярных центральной оси СL, что показано на Фиг. 8 в виде относительного смещения плоскостей z1 между поперечными полусегментами 13а и 13а'. Кроме того, лицевые стороны 13аа и 13аа' (заштрихованы) поперечных полусегментов 13а и 13а' могут иметь различные профили. Показанный на Фиг. 8 муфтовый сегмент 16 может быть аналогичен муфтовому сегменту 16 индуктора однократного действия 10.
На Фиг. 9(a) и Фиг. 9(b) представлен еще один вариант исполнения индуктора однократного действия 30 согласно настоящему изобретению. В данном варианте второй муфтовый сегмент замещает поперечный сегмент в других вариантах реализации изобретения, а одна из двух продольных стоек на две электрически изолированные продольные полустойки, так что источник питания 24 можно подсоединить между продольными полустойками, и два муфтовых сегмента на противоположных концах продольных стоек индуктора однократного действия 30 оказываются последовательно соединенными неразрезной продольной стойкой 34b. При рассмотрении Фиг. 9(a) и Фиг. 9(b) два муфтовых сегмента для удобства мы будем называть верхним муфтовым сегментом 32 и нижним муфтовым сегментом 36, без какого-либо ограничения по пространственной ориентации для данных верхнего и нижнего муфтовых сегментов. Верхний муфтовый сегмент 32 содержит первую секцию 32а и вторую секцию 32b, электрически соединенные параллельно друг другу. Пунктирными линиями показаны границы каждой муфтовой секции; верхняя муфта 32, как правило, изготовляется в виде цельного цилиндрического компонента. Первая секция верхнего муфтового сегмента содержит противоположные верхний конец 32а' первой стойки и верхний конец 32а'' второй стойки, а вторая секция верхнего муфтового сегмента содержит противоположные верхний конец 32b' первой стойки и верхний конец 32b'' второй стойки. Нижний муфтовый сегмент 36 содержит первую секцию 36а и вторую секцию 36b. Первая секция 36а нижнего муфтового сегмента содержит противоположные первый конец 37а стойки и второй конец 37b стойки, а вторая секция 36b нижнего муфтового сегмента содержит противоположные первый конец 37с стойки и второй конец 37d стойки. Секция подачи питания 34а продольной стойки содержит верхнемуфтовый край 34а' и нижнемуфтовый край 34а''. Контакт подачи 35а и контакт возврата 35b электропитания расположены между верхнемуфтовым и нижнемуфтовым краями секции подачи питания продольной стойки. Термины "подача" и "возврат" служат для удобства описания, и никоим образом не ограничивают ориентацию индуктора однократного действия 30, а стрелками показано мгновенное направление переменного тока в индукторе однократного действия 30. Электрическая изоляция между контактами подачи и возврата электропитания обеспечивается пространством 35 между контактами, которое может быть заполнено просто воздухом или диэлектриком типа листовой слюды. Верхнемуфтовый край 34а' секции подачи питания продольной стойки соединен с верхними краями 32а' и 32b' первой и второй секций верхней муфты, а нижнемуфтовый край 34а'' секции подачи питания продольной стойки соединен с нижними краями 37а и 37с нижней муфты. Продольная стойка возврата 34b содержит верхнемуфтовый край 34b' и нижнемуфтовый край 34b''. Верхнемуфтовый край 34b' продольной стойки возврата соединен с первым и вторым краями 32а'' и 32b'' верхней муфты, а нижнемуфтовый край 34b'' продольной стойки возврата соединен с первым и вторым краями 37b и 37d нижней муфты, таким образом, что при установке сложной детали в индуктор однократного действия 30 по меньшей мере частично цилиндрический компонент подвергаемой термообработке сложной детали располагается между секцией подачи питания 34а и секцией подачи возврата питания 34b продольной стойки, причем дисковый компонент сложной детали прилегает к внешней поверхности 36с нижней муфты 36, и источник питания переменного тока подключают между контактом подачи электропитания 35а и контактом возврата электропитания 35b, и происходит индукционный нагрев обрабатываемой детали. Внешняя поверхность 36с нижнего муфтового сегмента является поверхностью индукционной катушки, которая обращена в сторону от верхнего муфтового сегмента. В данном варианте исполнения профилированные участки 36а', 36а'', и 36а''' первой секции нижнего муфтового сегмента 36а и профилированные участки 36b', 36b'', и 36b''' второй секции нижнего муфтового сегмента 36b соответственно аналогичны профилированным участкам 16а', 16a'', и 16а''' первой секции нижнего муфтового сегмента 16а и профилированным участкам 16b', 16b'', и 16b''' второй секции нижнего муфтового сегмента 16b индуктора однократного действия 10.
Показанные на Фиг. 9(a) и Фиг. 9(b) верхний и нижний муфтовые сегменты имеют в целом (т.е. без профилирования) цилиндрическую форму, с муфтовыми полусегментами полукольцевой формы равной длины по дуге, а муфтовые полусегменты имеют форму круглых полуколец с одинаковой длиной по дуге, и противоположные продольные стойки соединены с рядом расположенными краями обоих муфтовых полусегментов; в других вариантах реализации настоящего изобретения муфтовые полусегменты могут иметь разную длину по дуге, в соответствии с формой конкретной термообрабатываемой детали. Как показано на Фиг. 9(a) и Фиг. 9(b), как разрезная, так и неразрезная продольные стойки индуктора в целом (т.е. без профилирования) имеют форму прямоугольного стержня, ориентированного перпендикулярно радиальным поперечным плоскостям верхней и нижней муфт, располагающимся перпендикулярно центральной оси CL; в других вариантах реализации настоящего изобретения данные продольные стойки могут иметь другую форму и ориентацию, соответствующую геометрии конкретной обрабатываемой сложной детали.
Одним из предпочтительных решений для двойного раздельного контура охлаждения однооборотного индуктора 30, показанного на Фиг. 9(a) и Фиг. 9(b), является двойной изолированный контур охлаждения, в котором, например, первый изолированный контур проходит по верхней муфте 32, а второй изолированный контур проходит по нижней муфте 36. В других вариантах реализации данного изобретения в индукторе однократного действия 30, показанном на Фиг. 9(a) и Фиг. 9(b), могут применяться один или несколько контуров охлаждения.
В других вариантах реализации настоящего изобретения индуктор однократного действия 10 или 11 может представлять собой многооборотный индуктор однократного действия, например, двухоборотный индуктор однократного действия с двумя муфтовыми сегментами парой отдельных продольных стоек, соединенных с каждым из муфтовых сегментов.
К сложным деталям, помимо деталей с по меньшей мере частично цилиндрическим компонентом, центральная ось которого совпадает с центральной осью дискового компонента, относятся также детали, в которых центральная ось по меньшей мере частично цилиндрического компонента не совпадает с центральной осью дискового компонента, и тем не менее, такие детали все-таки можно вставлять между продольными стойками индуктора однократного действия согласно настоящему изобретению, сохраняя минимальный радиальный воздушный зазор между по меньшей мере частично цилиндрическим компонентом и продольными стойками индуктора.
Индуктор однократного действия согласно настоящему изобретению при необходимости может быть также использован для индукционной термообработки цилиндрических деталей, таких как валы.
Несмотря на то, что в рассмотренных выше вариантах исполнения индуктора однократного действия как индуктор, так и сложная деталь ориентированы вертикально, в других вариантах реализации настоящего изобретения возможны также и другие варианты ориентации. Используемые в данном описании термины "верхний" и "нижний", а также "подача" и "возврат" служат только для иллюстрации и не ограничивают объем изобретения, поскольку другие варианты пространственной ориентации индуктора однократного действия также возможны.
Закалка детали, нагреваемой с помощью индуктора однократного действия согласно настоящему изобретению, может производиться либо после нагрева и изъятия детали из индуктора, либо в других вариантах реализации изобретения в индукторе могут быть предусмотрены каналы закаливания, в которые подается закалочная среда из соответствующего источника, когда деталь еще не выгружена из индуктора.
Любой из индукторов однократного действия согласно настоящему изобретению может быть изготовлен в виде монолитного изделия, например, из медного блока с помощью автоматизированного компьютерного производства.
В приведенном выше описании в целях объяснения были рассмотрены многочисленные конкретные требования, а также представлены несколько конкретных особенностей с целью облегчения понимания общих принципов и различных вариантов реализации. Однако специалистам в данной области будет очевидно, что один или несколько вариантов реализации могут быть осуществлены без некоторых из вышеупомянутых конкретных деталей. Рассмотренные конкретные варианты реализации не ограничивают данное изобретение, а лишь служат для его иллюстрации.
Используемые в настоящем описании термины типа "один из возможных вариантов исполнения", "возможный вариант реализации", "один или несколько вариантов исполнения" или "еще один вариант исполнения" служат для обозначения того факта, что рассматриваемый конкретный отличительный признак может быть использован при реализации данного изобретения. В приведенном выше описании различные отличительные признаки иногда группируются вместе в едином примере, варианте, способе осуществления, чертеже или описании, что делается с целью оптимизации раскрытия сущности изобретения и упрощения понимания различных аспектов изобретения.
Настоящее изобретение было описано на примере предпочтительных вариантов его осуществления. Эквивалентные, альтернативные варианты, модификации и изменения помимо вышеуказанных предпочтительных вариантов также являются возможными и охватываются объемом настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМООБРАБОТКА ДЕТАЛИ ПОСРЕДСТВОМ МНОГОЧАСТОТНОГО ИНДУКЦИОННОГО НАГРЕВА | 2005 |
|
RU2359431C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКТИВНОГО КОМПОНЕНТА ИЗ АРМИРОВАННОГО ВОЛОКНАМИ КОМПОЗИЦИОННОГО МАТЕРИАЛА С ИСПОЛЬЗОВАНИЕМ СКЛАДНОГО ФОРМОВОЧНОГО СТЕРЖНЯ И ФОРМОВОЧНЫЙ СТЕРЖЕНЬ | 2007 |
|
RU2437762C2 |
| УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОЙ ЗАКАЛКИ ТРУБ | 1990 |
|
SU1757234A1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ КРЕМООБРАЗНОЙ ИЛИ НАНОСИМОЙ НА ПОВЕРХНОСТЬ ПУТЕМ НАМАЗЫВАНИЯ МАССЫ | 2002 |
|
RU2306095C2 |
| ИНДУКТОР УСТАНОВКИ ИНДУКЦИОННОГО НАГРЕВА | 2000 |
|
RU2187215C2 |
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| РУКОЯТКА УПРАВЛЕНИЯ МЕДИЦИНСКИМ УСТРОЙСТВОМ С НЕЗАВИСИМЫМИ САМОФИКСИРУЮЩИМИСЯ ИСПОЛНИТЕЛЬНЫМИ МЕХАНИЗМАМИ ДЛЯ РЕГУЛИРОВКИ С ПОМОЩЬЮ ВЫТЯЖНОЙ ПРОВОЛОКИ | 2012 |
|
RU2623131C2 |
| ПОДВЕСНЫЕ СВАРОЧНЫЕ КЛЕЩИ ДЛЯ КОНТАКТНОЙ СВАРКИ | 2010 |
|
RU2538447C2 |
| СЕГМЕНТ ГИБКОГО РЕЖУЩЕГО ОРГАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2610993C2 |
| Устройство для термообработки плоских деталей | 1988 |
|
SU1615195A1 |


Изобретение относится к области индукционной термообработки деталей, имеющих по меньшей мере частично цилиндрическую часть и дисковую часть, диаметр которой больше диаметра цилиндрической части, причем центральные оси упомянутых частей совпадают. Индуктор имеет единый поперечный сегмент, соединенный с передними концами двух продольных стоек, вторые концы которых соединены с муфтовым сегментом, охватывающим всю окружность по меньшей мере частично цилиндрической части обрабатываемой детали, когда деталь устанавливают в индуктор для индукционного нагрева. В качестве варианта индуктор может содержать два муфтовых сегмента, соединенных двумя продольными стойками, к одной из которых подводится переменный электрический ток. Использование изобретения позволяет повысить надежность и качество термообработки деталей, а также увеличить срок службы индуктора. 3 н. и 12 з.п. ф-лы, 9 ил.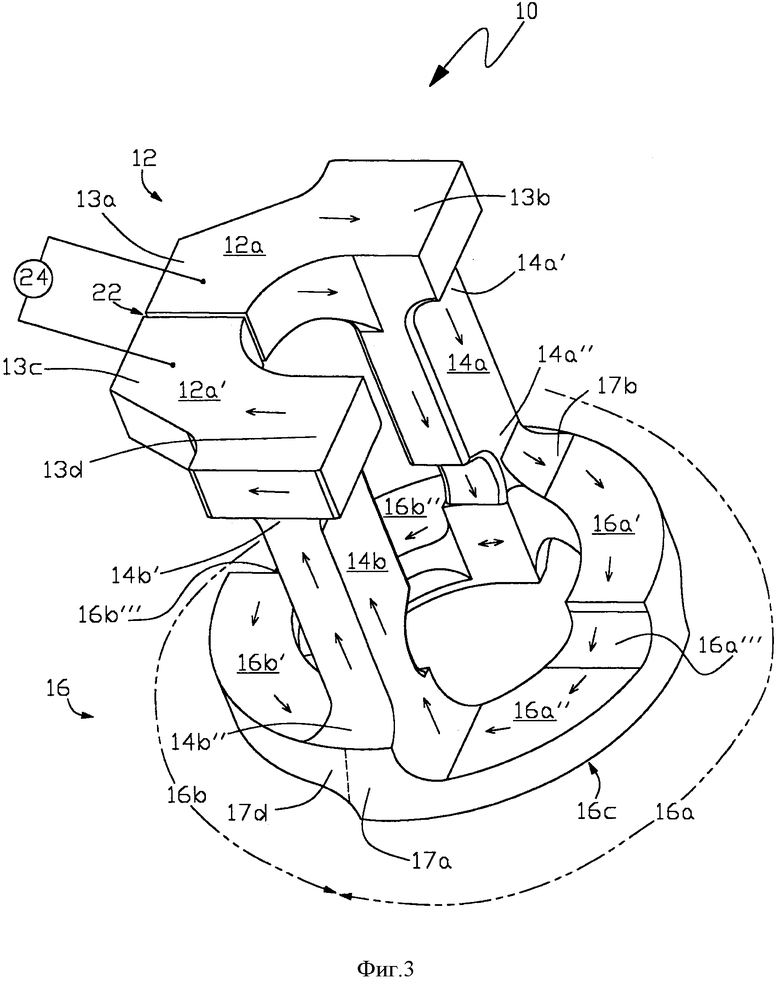
1. Одноместный индуктор для индукционной термообработки детали, состоящей по меньшей мере частично из цилиндрической части, одним концом соединенной с дисковой частью, диаметр которой больше диаметра цилиндрической части, причем центральные оси упомянутых частей совпадают, содержащий
поперечный сегмент, выполненный в виде двух поперечных полусегментов, электрически изолированных друг от друга посредством диэлектрика, размещенного между расположенными рядом друг с другом краями полусегментов, которые выполнены с возможностью подключения электропитания,
муфтовый сегмент, выполненный в виде соединенных между собой первой муфтовой секции и второй муфтовой секции,
две продольные стойки, установленные своими муфтовыми краями на муфтовом сегменте между расположенными напротив друг друга краями первой и второй муфтовых секций, при этом
поперечные полусегменты установлены своими краями, расположенными напротив упомянутых краев для подключения электропитания, на поперечно-сегментных краях продольных стоек, которые расположены напротив муфтовых краев стоек, причем края поперечных полусегментов, соединенные с продольными стойками, расположены напротив друг друга
с образованием непрерывного электрического проводника от одного из поперечных полусегментов через одну из продольных стоек к первой и второй муфтовой секции и через другую продольную стойку к другому поперечному полусегменту и
с возможностью размещения обрабатываемой детали своей по меньшей мере частично цилиндрической частью между продольными стойками, а дисковой частью – со стороны внешней поверхности муфтового сегмента.
2. Индуктор по п. 1, в котором
поперечный сегмент выполнен в форме полуцилиндра, а поперечные полусегменты выполнены в форме четверти цилиндра,
муфтовый сегмент выполнен в форме целого цилиндра, а первая муфтовая секция и вторая муфтовая секция выполнены в форме половины цилиндра с одинаковой длиной по дуге, при этом
продольные стойки расположены перпендикулярно радиальной плоскости поперечного и муфтового сегментов.
3. Индуктор по п. 1 или 2, в котором поперечные полусегменты расположены в одной плоскости.
4. Индуктор по п. 1 или 2, в котором по меньшей мере один из следующих элементов: один из поперечных полусегментов, одна из продольных стоек, первая или вторая муфтовая секция, выполнены по меньшей мере с одним профилированным участком.
5. Индуктор по п. 4, в котором по меньшей мере один профилированный участок выполнен в виде ступенчатого участка.
6. Индуктор по п. 1 или 2, в котором выполнен по меньшей мере один внутренний контур охлаждения для прохождения хладагента, сформированный внутри поперечного сегмента, продольных стоек и муфтового сегмента.
7. Индуктор по п. 1 или 2, в котором выполнен
первый контур охлаждения, содержащий
входное отверстие первого контура охлаждения, сообщающееся с внутренним каналом охлаждения первой муфтовой секции,
внутренний канал охлаждения одной из продольных стоек, сообщающийся с внутренним каналом охлаждения первой муфтовой секции,
внутренний канал охлаждения одного из поперечных полусегментов, сообщающийся с внутренним каналом охлаждения упомянутой одной из продольных стоек, и
выходное отверстие первого контура охлаждения, сообщающееся с внутренним каналом охлаждения упомянутого одного из поперечных полусегментов,
с возможностью обеспечения последовательного прохождения хладагента по первой муфтовой секции, одной из продольной стоек и по одному из поперечных полусегментов,
и второй контур охлаждения, содержащий
входное отверстие второго контура охлаждения, сообщающееся с внутренним каналом охлаждения второй муфтовой секции,
внутренний канал охлаждения другой продольной стойки, сообщающийся с внутренним каналом охлаждения второй муфтовой секции,
внутренний канал охлаждения другого поперечного полусегмента, сообщающийся с внутренним каналом охлаждения другой продольной стойки, и
выходное отверстие второго контура охлаждения, сообщающееся с внутренним каналом охлаждения другого поперечного полусегмента,
с возможностью обеспечения последовательного прохождения хладагента по второй муфтовой секции, другой продольной стойке и по другому поперечному полусегменту.
8. Одноместный индуктор для индукционной термообработки детали, состоящей по меньшей мере частично из цилиндрической части, одним концом соединенной с дисковой частью, диаметр которой больше диаметра цилиндрической части, причем центральные оси упомянутых частей совпадают, содержащий
верхний муфтовый сегмент, выполненный в виде соединенных между собой первой секции верхнего муфтового сегмента и второй секции верхнего муфтового сегмента,
нижний муфтовый сегмент, выполненный в виде соединенных между собой первой секции нижнего муфтового сегмента и второй секции нижнего муфтового сегмента,
первую продольную стойку с секцией подвода электропитания, выполненную в виде электрически изолированных друг от друга верхнемуфтовой части секции и нижнемуфтовой части секции, на концах которых, обращенных друг к другу, расположены контакты для подвода электропитания, и установленную своей нижнемуфтовой частью на одном из соединений краев первой и второй секций нижнего муфтового сегмента,
вторую продольную стойку, установленную своим нижнемуфтовым краем на другом из соединений краев первой и второй секций нижнего муфтового сегмента, причем упомянутые соединения краев первой и второй секций расположены напротив друг друга, при этом
верхний муфтовый сегмент в местах соединения краев первой и второй секций, расположенных напротив друг друга, установлен соответственно на верхнемуфтовую часть секции подвода электропитания первой продольной стойки и верхнемуфтовый край второй продольной стойки, а места соединения упомянутых верхнемуфтовой части первой продольной стойки и верхнемуфтового края второй продольной стойки с краями секций верхнего муфтового сегмента расположены соответственно напротив мест соединения упомянутых нижнемуфтовой части первой продольной стойки и нижнемуфтового края второй продольной стойки с краями секций нижнего муфтового сегмента
с возможностью размещения обрабатываемой детали своей по меньшей мере частично цилиндрической частью между упомянутыми продольными стойками, а дисковой частью – со стороны внешней поверхности нижнего муфтового сегмента.
9. Индуктор по п. 8, в котором верхний муфтовый сегмент и нижний муфтовый сегмент выполнены цилиндрической формы, первая секция верхнего муфтового сегмента и вторая секция верхнего муфтового сегмента выполнены в форме половин цилиндров одинаковой длины по дуге,
первая секция нижнего муфтового сегмента и вторая секция нижнего муфтового сегмента выполнены в форме половин цилиндров одинаковой длины по дуге, а
поверхность контакта подвода электропитания первой продольной стойки расположена перпендикулярно радиальной плоскости верхнего и нижнего муфтовых сегментов.
10. Индуктор по п. 8 или 9, в котором расстояние между контактом подвода электропитания верхнемуфтовой части секции и верхнемуфтовым краем секции подвода электропитания первой продольной стойки не равно расстоянию между другим контактом подвода электропитания и нижнемуфтовым краем секции подвода электропитания первой продольной стойки.
11. Индуктор по п. 8 или 9, в котором по меньшей мере один из следующих элементов: верхний муфтовый сегмент, нижний муфтовый сегмент, одна из секций подвода электропитания первой продольной стойки, выполнены по меньшей мере с одним профилированным участком.
12. Индуктор по п. 11, в котором по меньшей мере один профилированный участок выполнен в виде ступенчатого участка.
13. Индуктор по п. 8 или 9, в котором выполнен по меньшей мере один внутренний контур охлаждения для прохождения хладагента, сформированный внутри верхнего муфтового сегмента, секций подвода электропитания первой продольной стойки и нижнего муфтового сегмента.
14. Способ индукционной термообработки детали, состоящей по меньшей мере частично из цилиндрической части, одним концом соединенной с дисковой частью, диаметр которой больше диаметра цилиндрической части, причем центральные оси упомянутых частей совпадают, включающий использование индуктора по п. 1, при этом
устанавливают обрабатываемую деталь в индуктор по меньшей мере частично цилиндрической частью между продольными стойками, а дисковой частью - со стороны внешней поверхности муфтового сегмента,
подают переменный электрический ток на соответствующие края поперечных полусегментов с осуществлением заданного нагрева обрабатываемой детали,
извлекают деталь из индуктора.
15. Способ по п. 14, включающий вращение обрабатываемой детали относительно ее центральной оси по меньшей мере в течение части периода времени подачи переменного электрического тока.
| US 2011036831 A1, 17.02.2011 | |||
| ИНДУКТОР ДЛЯ ИНДУКЦИОННОЙ ЗАКАЛКИ МЕТАЛЛИЧЕСКИХ СТЕРЖНЕОБРАЗНЫХ ЗУБЧАТЫХ РЕЕК | 2008 |
|
RU2402889C1 |
| КОЛЬЦЕВОЙ ИНДУКТОР | 2006 |
|
RU2312154C2 |
| US 2012222779 A1, 06.09.2012 | |||
| US 2009020525 A1, 22.01.2009. | |||

