Предлагаемое изобретение относится к области термической обработки деталей машиностроения и может быть использовано для повышения износостойкости деталей машин и механизмов, штамповочного и металлорежущего инструмента.
Известен вид термической обработки - закалка, когда деталь нагревают до определенной температуры, а затем охлаждают в воде или другой жидкой среде - см. И.И.Новиков. Теория термической обработки материалов. М., Металлургия. 1974, стр.195. Обычные виды закалки не переводят весь аустенит в мартенсит, что не позволяет получить структуру металла с наибольшей поверхностной износостойкостью. Для более полного перевода аустенита в мартенсит применяют термическую обработку холодом, например, по методу - см. авт.свид. RU №485160, М.кл. C21D 9/04 «Способ закалки рельсов».
Известно авт.свид. RU №485161, М.кл. C21D 9/22 «Способ термической обработки инструмента», включающий закалку и обработку глубоким холодом в жидкой среде с температурой сжиженного азота от -150°С до -169°С и т.д. (отличия по восьми пунктам).
Однако известное изобретение наряду с несомненными достоинствами имеет и серьезные недостатки, заключающиеся в следующем.
1 - обработки по известному способу могут подвергаться только высокоуглеродистые стали, т.к. только в них может переводиться остаточный аустенит в мартенсит и достигаться положительный эффект - увеличение твердости и износостойкости.
2 - известный способ позволяет получать только однородную по объему структуру, в то время как для многих деталей машин важно иметь упрочненный и твердый верхний слой со сравнительно мягкой сердцевиной.
3 - обработка деталей и металлорежущего инструмента по известному способу требует значительного количества жидкого азота и длится в течение 15-20 минут.
В качестве прототипа выбран патент RU №2297459 C1 (наша разработка), кл. C21D 6/04, C21D 7/06 «Способ термической обработки деталей машин», позволяющий существенно повысить эффективность обработки за счет комплексного воздействия жидкого азота и электрогидравлического эффекта (удара). Известное изобретение одно из последних в этой области и показало высокую эффективность при обработке деталей машин и механизмов, однако выявили и серьезные недостатки, заключающиеся в следующем.
1 - в процессе обработки уменьшается энергия электрогидравлических ударов, за счет уменьшения расстояния между электродами даже несмотря на их параллельное размещение.
2 - трудность определения оптимальных режимов обработки различных деталей машин и механизмов за счет практической трудности изменения расстояния между электродами установки электрогидравлического эффекта, а следовательно, и выделяемой энергии разряда.
3 - невысокая надежность работы установки ЭГЭ за счет ограниченного срока службы разрядного конденсатора при его работе (эксплуатации) в импульсном режиме.
4 - периодически требуется замена электродов, что вызывает серьезные трудности при необходимости непрерывного режима работы.
Техническим решением задачи является устранение указанных недостатков, повышение эффективности обработки и износостойкости деталей машин путем улучшения прочностных характеристик, увеличения твердости их поверхностного слоя, а также интенсификации (ускорения процесса обработки).
Поставленная задача достигается тем, что способ термической обработки деталей машин, включающий обработку холодом в жидкой среде, например сжиженного азота с температурой -150…-269°С, детали одновременно подвергают воздействию импульсными механическими колебаниями с амплитудой до 3 мм и импульсным электромагнитным полем с напряженностью до 250 кА/м.
Новизна предложенного технического решения заключается в том, что детали машин и механизмов подвергают воздействию магнитоимпульсного эффекта - см. П.П.Ястребов, И.П.Смирнов. Электрооборудование. Электротехнология. - М.: «Высшая школа», 1987 г., стр.71-74, раздел «Магнитноимпульсные установки».
При магнитоимпульсной обработке детали в среде жидкого азота дополнительно подвергаются обработке импульсными механическими колебаниями с максимальной амплитудой до 3 мм и импульсным электромагнитным полем с напряженностью до 250 кА/м - см. журнал Техника и наука, №6 за 1980 г., стр.8, «Магнит увеличит долговечность инструмента».
В результате такой комплексной обработки деталей машин и механизмов - жидким азотом и магнитоимпульсным эффектом у высокоуглеродистых сталей - происходит переход остаточного аустенита в мартенсит, что существенно повышает прочностные характеристики деталей, а твердость поверхности деталей вследствие воздействия магнитоимпульсных ударов повышается на глубину до 350-400 мкм.
Образующийся поверхностный слой характеризуется повышенным содержанием углерода и образованием ковалентных алмазоподобных структур под влиянием импульсных давлений (ударов - с амплитудой колебания до 3 мм), импульсного электромагнитного поля с напряженностью до 250 кА/м и температур. Отметим, что для закалки деталей применяют ванны с водой, масло или жидкой средой см. А.Г.Гуляев. Металловедение. М.: Металлургия, 1978 г., стр.305, см. В.Детеж. Закалка стальных полос. М.: Металлургия, 1977 г., стр.103.
По данным патентной и научно-технической литературы не обнаружена аналогичная совокупность признаков, что позволяет судить о изобретательском уровне предложения.
Для реализации заявленного способа предлагается установка, конструкция которой показана на чертеже. Она состоит из магнитноимпульсной установки 1, излучателя колебаний 2, термоизолированной ванны 3, нижняя сторона которой выполнена из диамагнитного материала (нержавеющая сталь), в которой размещена металлическая сетка-корзина 4, предназначенная для размещения в ней деталей машин и механизмов, подлежащих обработке.
Излучатель колебаний 2 выполнен из металлической трубы, одна сторона которой прикреплена (электросваркой) к нижней стороне ванны 3, с внешней стороны трубы излучателя размещена обмотка, подключенная к выходу магнитоимпульсной установки.
Способ обработки осуществляется следующим образом. В термоизоляционную ванну 3 заливают жидкий азот и размещают сетку-карзину 4 с деталями, подлежащими обработке. Включается магнитоимпульная установка 1, которая подает импульсы тока на обмотку излучателя колебаний 2, вследствие чего возникают электромагнитные силы между излучателем (трубой) 2 и нижней стороной ванны 3 - являющейся мембраной, в результате чего мощные механические импульсы (до 3 мм) передаются в ванну 3, вызывая глубокое проникновение жидкого азота в поверхностные слои деталей. Одновременно в жидкий азот и детали машин передается импульсное электромагнитное излучение, учитывая, что нижняя сторона выполнена из диамагнитного материала (наиболее перспективно использовать нержавеющую сталь), которые также вызывают повышение прочностных характеристик обрабатываемых деталей (см. ссылку на журнал «Техника и наука», №6, 1980 г., стр.8). Предложенная комплексная обработка деталей машин и механизмов позволяет существенно повысить качество обработки, а учитывая импульсный характер работы магнитоимпульсной установки существенно уменьшают энергозатраты, что особенно важно, учитывая тенденцию к непрерывному росту цен на энергоносители.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН | 2005 |
|
RU2297459C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИНОСТРОЕНИЯ | 2008 |
|
RU2377318C2 |
| Способ обработки стальных деталей | 1981 |
|
SU998542A1 |
| Способ лазерной закалки стали при широкой дорожке упрочнения | 2018 |
|
RU2703768C1 |
| УСТРОЙСТВО ДЛЯ ОБЕЗЗАРАЖИВАНИЯ НАВОЗНЫХ СТОКОВ | 2000 |
|
RU2248112C2 |
| Способ термической обработки детали из стали | 2022 |
|
RU2800483C1 |
| СПОСОБ ОБРАБОТКИ СЕМЯН | 2000 |
|
RU2175827C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН ИЗ ТЕПЛОСТОЙКИХ СТАЛЕЙ | 2013 |
|
RU2532777C1 |
| СПОСОБ УПРОЧНЕНИЯ РАЗДЕЛИТЕЛЬНОГО ШТАМПА | 2014 |
|
RU2566224C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ХРОМИСТОЙ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ | 2009 |
|
RU2404267C1 |
Изобретение относится к области термической обработки деталей машин и механизмов. Для повышения износостойкости штамповочного и металлорежущего инструмента способ включает обработку холодом в среде сжиженного азота при температуре -150…-269°С с одновременным воздействием на детали импульсными механическими колебаниями с амплитудой до 3 мм и импульсным электромагнитным полем с напряженностью до 250 кА/м. Комплексное воздействие холодом, импульсными колебаниями и импульсным электромагнитным полем позволяют существенно повысить эффективность обработки деталей машин при одновременном снижении энергозатрат и стоимости изготовления магнитоимпульсной установки. 1 ил.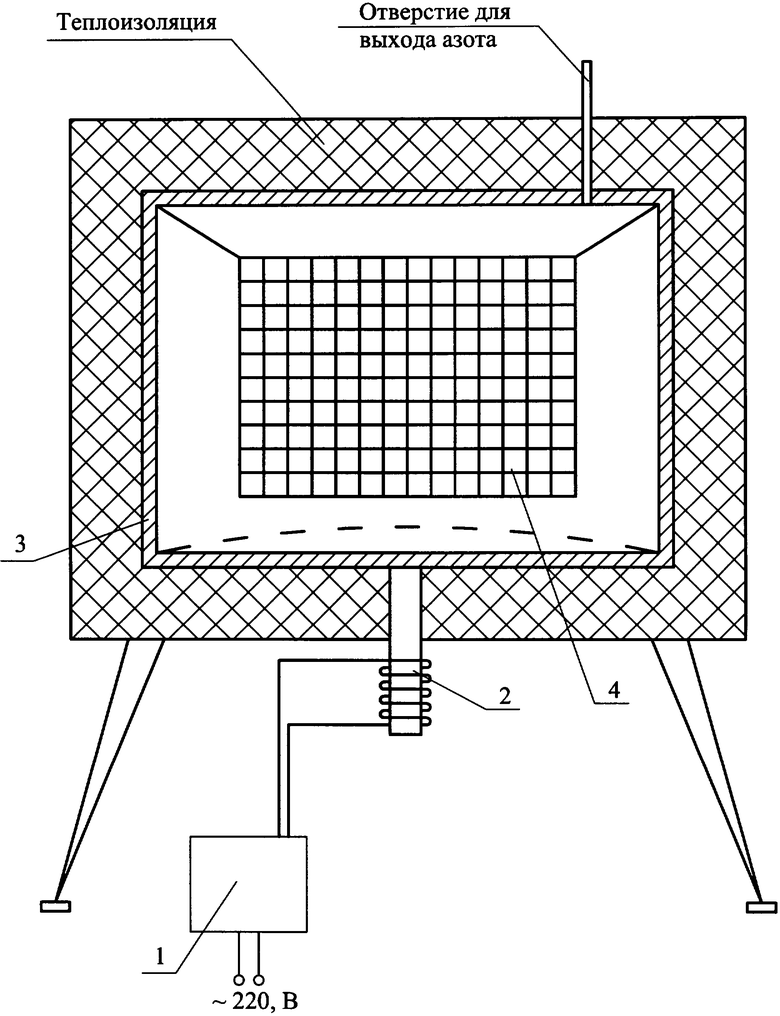
Способ термической обработки деталей машин, включающий обработку холодом в среде сжиженного азота с температурой -150÷-269°С, отличающийся тем, что детали одновременно подвергают воздействию импульсными механическими колебаниями с амплитудой до 3 мм и импульсным электромагнитным полем с напряженностью до 250 кА/м.
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН | 2005 |
|
RU2297459C1 |
| Способ термической обработки инструмента | 1972 |
|
SU485161A1 |
| Способ термической обработки инструмента | 1978 |
|
SU954450A1 |
| Установка для виброабразивной обработки деталей | 1981 |
|
SU1038198A1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОДИСТЫХ, ЛЕГИРОВАННЫХ, ВЫСОКОЛЕГИРОВАННЫХ, БЫСТРОРЕЖУЩИХ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ | 1996 |
|
RU2100456C1 |

