Способ упрочнения изделий из углеродистых, легированных, высоколегированных, быстрорежущих сталей и твердых сплавов.
Предлагаемое изобретение относится к металлургии, а более конкретно к упрочнению изделий и инструмента из инструментальных материалов и твердых сплавов.
Известен способ упрочнения инструмента из углеродистых, легированных и быстрорежущих сталей за счет термической обработки, включающей закалку и отпуск. Например, термическая обработка стали P18 производится по следующему режиму: температура закалки 1280oC, среда охлаждения масло, отпуск при температуре 560oC, 3 раза по 1 ч. В результате этого структура стали состоит из мартенсита, карбидов и остаточного аустенита (≈5%) (Гуляев А.П. Металловедение. М. Металлургия, 1986, с. 355-379).
Недостатком известного способа упрочнения указанных сталей термической обработкой является то, что изделия (инструмент) имеют недостаточную износостойкость из-за повышенного уровня остаточного аустенита и наличия внутренних напряжений в изделии.
Известен также способ упрочнения инструментальных сталей (Влияние ультразвука на свойства закаленной быстрорежущей стали P6M5, Сущих В.А. Погодина-Алексеева М, Биронт В.С. Металловедение и термическая обработка, 1982, N 11, с. 32), принятый в качестве прототипа, при котором инструмент подвергали воздействию ультразвука (УЗО) после завершения закалки и отпуска. Ультразвуковую обработку проводили на установке, состоящей из магнитострикционного преобразователя, генератора ультразвуковых колебаний (f≥20.000 Гц) и стенда для крепления и поджатия образцов обратным пружинным волноводом к ступенчатому концентратору преобразователя.
Температура обрабатываемого инструмента при "УЗО" поддерживалась в интервале 20-25oC. Стойкость обрабатываемых таким образом сверл диаметром 7 мм из стали Р6М5 при этом возрастала в ≈1.5 раза по сравнению со сверлами, подвергнутыми только термической обработке. Однако во многих случаях повышение стойкости в ≈1.5 раза недостаточно.
Основным недостатком известного способа-прототипа является недостаточная стойкость инструмента, упрочненного по известной технологии.
Перед предлагаемым изобретением поставлена задача повышения износостойкости инструмента и изделий из углеродистых, легированных быстрорежущих сталей и твердых сплавов. В предлагаемом способе упрочнение достигается тем, что нагрев изделия осуществляют до температуры (0.15-0.95)Ac, а в процессе охлаждения на изделие воздействуют акустическим полем, создаваемым струйным генератором звука (ГГЗ) со звуковым давлением равным 160-180 дБ, частотой акустического поля диапазона 450-1500 Гц, при этом изделие подвергают обработке холодом до отрицательной температуры, равной (0.5-2.0)Мк, где Ас критическая температура для указанных сталей в oC; Мк температура конца мартенситного превращения в oC.
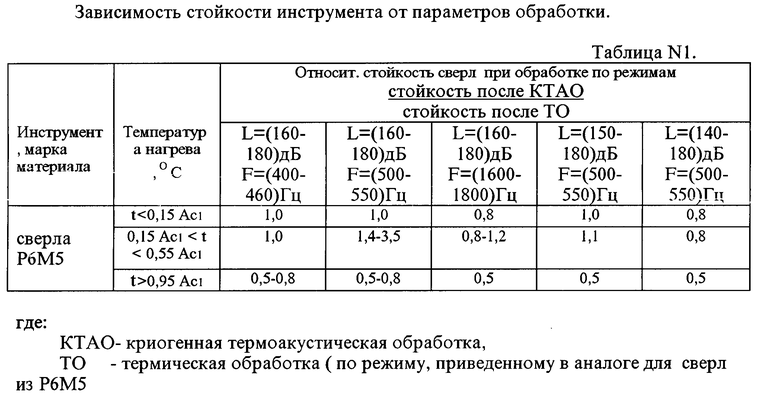
Пример. В качестве примера заявляемого способа упрочнения использован режущий инструмент, изготовленный из быстрорежущей стали Р6М5. Партию из 10 сверл (диаметром 6,1 мм), предварительно прошедших цикл термической обработки по режиму: температуру закалки 1220oC, среда охлаждения масло, отпуск при температуре 560oC 3 раза по 1 ч; нагревают до температуры низкого отпуска, выдерживают в течении 10 мин, после этого сверла помещают в резонатор газодинамического генератора звука, где их охлаждают под воздействием нестационарного потока газа в звуковом поле с диапазоном звуковых частот (450-1500) Гц и уровнем звукового давления L=(160-180) дБ в течении (5-10) мин, после чего температуру изделия понижают до значения (-70 +100)oC и изделие выдерживают дополнительное время в зависимости от его габаритов и массы. Результаты испытаний сверл приведены в табл. 1, где КТАО криогенная термоакустическая обработка; ТО термическая обработка (по режиму, приведенному в аналоге для сверл из Р6М5.
Как видно из результатов, приведенных в табл. 1, выход за указанные параметры акустической обработки и рекомендуемые интервалы температур не учитывает стойкости инструмента, либо снижает ее.
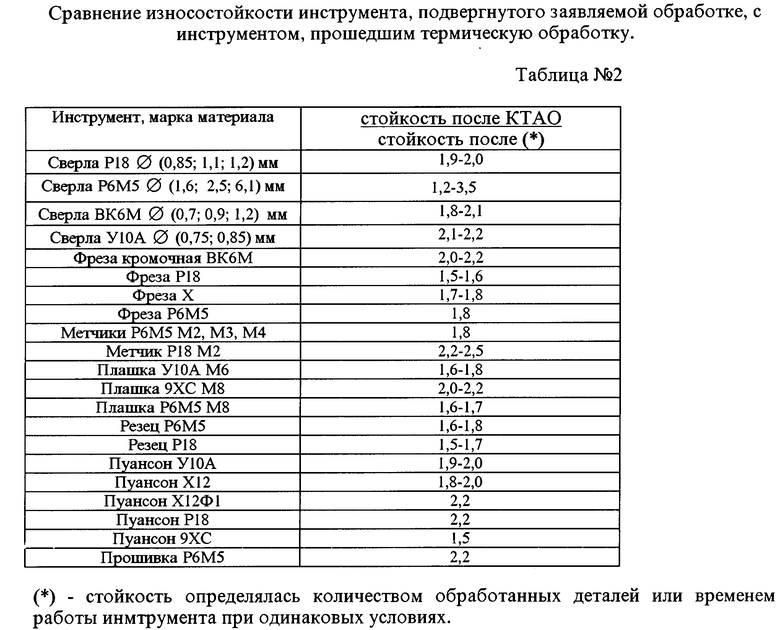
Сравнительная износостойкость инструмента, подвергнутого режиму термообработки (ТО) и обработке криогенной с акустическим полем (КТАО), приведена в табл. 2.
Как видно из табл. 2, заявляемый способ обработки обеспечивает повышение стойкости инструмента в 1,2-3,5 раза, что связано с уменьшением количества остаточного аустенита и остаточных напряжений при термоакустической обработке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2013 |
|
RU2580767C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2009 |
|
RU2422540C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2001 |
|
RU2203982C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТОЙ ЗАГОТОВКИ ИЗ КОВКОГО ЧУГУНА ПРИ НАЛИЧИИ В ЕГО СТРУКТУРЕ "ОТБЕЛА" | 1999 |
|
RU2153010C1 |
| СПОСОБ ПОВЫШЕНИЯ УПРУГИХ СВОЙСТВ СТАЛЬНЫХ ВИТЫХ ПРУЖИН | 2014 |
|
RU2578859C2 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2078835C1 |
| СПОСОБ УПРОЧНЕНИЯ РАЗДЕЛИТЕЛЬНОГО ШТАМПА | 2014 |
|
RU2566224C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2014 |
|
RU2572943C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЭКОНОМНОЛЕГИРОВАННЫХ СТАЛЕЙ | 2013 |
|
RU2548339C1 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТОВ И ДЕТАЛЕЙ И УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2197541C1 |
Использование: металлургия, конкретнее упрочнение изделий и инструмента из инструментальных сталей и твердых сплавов. Сущность изобретения: изделие подвергают обработке, включающей нагрев изделия с последующим охлаждением и воздействие на изделие в процессе охлаждения акустического поля. Изделие нагревают до температуры (0,15-0,95) Ас1, а в процессе охлаждения изделие подвергают обработке холодом до отрицательной температуры, равной (0,5-2,0) Мк, при этом частоту акустического поля выдерживают в диапазоне 450-1500 Гц, звуковое давление - равным 160-180 дБ. Время нагрева и обработки определяется габаритами изделий. 2 табл.
Способ упрочнения изделий из углеродистых, легированных, высоколегированных, быстрорежущих сталей и твердых сплавов, включающий нагрев изделия с последующим охлаждением, отличающийся тем, что нагрев изделия осуществляют до температуры (0,15 0,95) Ас1, а в процессе охлаждения на изделие воздействуют акустическим полем, создаваемым газоструйным генератором звука, со звуковым давлением 160 180 дБ, частотой акустического поля 450 1500 Гц, при это изделие подвергают обработке холодом до отрицательной температуры, равной (0,5 2,0) Мк, где Ас1 - критическая температура для указанных сталей, oС; Мк температура конца мартенситного превращения, oС.
| Гуляев А.П | |||
| Металловедение | |||
| - М.: Металлургия, 1986, с | |||
| Приспособление для увеличения сцепной силы тяги паровозов и других повозок | 1919 |
|
SU355A1 |
| Металловедение и термическая обработка металлов | |||
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |

