Данное изобретение относится к способу изготовления плоского коллектора, который имеет изготовленный из прессовочного материала несущий элемент, множество расположенных равномерно вокруг оси проводящих сегментов, закрепленных в несущем элементе, и такое же количество соединенных с ними электрически угольных сегментов, образующих щеточную рабочую поверхность, при этом способ включает следующие операции:
- обеспечение наличия замкнутой кольцевой проводящей заготовки с проводящими сегментами и перемычками, соединяющими между собой соответствующих два соседних проводящих сегмента, при этом проводящие сегменты имеют ориентированные по существу в осевом направлении соединительные области, каждая из которых содержит соединительный крюк, и ориентированные по существу в радиальном направлении контактные язычки;
- изготовление угольного кольцевого диска;
- соединение угольного кольцевого диска и проводящей заготовки в одну составную деталь с образованием электрических соединений между контактными язычками проводящих сегментов и угольным кольцевым диском;
- укладка составной детали в открытую литьевую форму;
- закрытие литьевой формы;
- формирование несущего элемента путем нагнетания пластифицированного прессовочного материала в литьевую форму;
- извлечение заготовки коллектора из литьевой формы;
- разделение угольного кольцевого диска на отдельные сегменты, а также удаление или разрезание перемычек.
Такой способ применяется, например, для изготовления плоского коллектора, известного из DE 19956844 А1 и DE 19752626 А1. Согласно немецкой патентной заявке 10359473.6 плоский коллектор с угольной рабочей поверхностью изготавливается тоже таким способом. Изготавливают проводящую заготовку, при этом путем осуществляемого выдавливанием пластического деформирования диска, вырубленного из листового металла (в частности, из листовой меди), в центре диска образуют будущие контактные язычки проводящих сегментов, на краевом участке диска - будущие соединительные крюки, а в расположенной между ними кольцевой области - будущие соединительные области проводящих сегментов.
Такие проводящие заготовки, предварительно изготовленные путем пластического деформирования выдавливанием, используются в других способах изготовления плоских коллекторов с угольной рабочей поверхностью. Например, перемычки удаляют уже перед нагнетанием в литьевую форму несущего элемента, после соединения проводящей заготовки с угольным кольцевым диском в одну составную деталь (см. DE 4028420 А1), или угольный кольцевой диск укладывают на уже отделенные друг от друга проводящие сегменты, после нагнетания несущего элемента на проводящую заготовку и последующего удаления перемычек (см. WO 97/03486 А1).
Плоский коллектор согласно DE 19956844 А1, изготовленный известным способом, удовлетворяет высоким требованиям. Однако из соображений снижения стоимости желательно изготавливать плоский коллектор с такими же хорошими свойствами (долговечность и высокая надежность), которые имеет этот известный плоский коллектор, но с меньшими производственными затратами.
Такая задача решается согласно данному изобретению тем, что в известном способе изготовления плоского коллектора предварительное изготовление проводящей заготовки включает следующие операции:
- обеспечение наличия металлической ступенчатой в продольном направлении ленты, ограниченной первым краем и параллельным ему вторым краем и имеющей основной участок, который ограничен первой ступенью, расположенной на одной, первой стороне ленты, рядом с первым краем, и второй ступенью, расположенной на другой, второй стороне ленты, рядом со вторым краем; первый краевой участок, расположенный между первым краем и первой ступенью, и второй краевой участок, расположенный между вторым краем и второй ступенью; причем толщина материала ленты у первой и второй ступеней уменьшается в направлении от основного участка к соответствующему краевому участку; а лента имеет также на своей первой стороне, в области второго краевого участка, третью ступень, у которой толщина материала увеличивается в направлении ко второму краю;
- отрезание отрезка металлической ленты путем ее разрезания поперек и вырубка обоих краевых участков ленты для образования соединительных крюков на первом краевом участке и контактных язычков на втором краевом участке;
- свертывание отрезка ленты для образования замкнутой кольцевой структуры и создание волнистости на основном участке с волнами, выступающими в области перемычек, при этом кольцевая структура в области волн имеет по существу такую же толщину стенки, как и между волнами;
- отгибание контактных язычков внутрь, в направлении к оси;
- профилирование контактных язычков на обеих осевых торцевых поверхностях с помощью процесса срезания в осевом направлении.
С помощью способа, отличающегося комбинацией указанных признаков, плоские коллекторы с угольной рабочей поверхностью могут быть изготовлены с затратами, которые ниже затрат на изготовление известных из уровня техники плоских коллекторов, имеющих по существу такие же характеристики. При этом особенную роль играют два фактора. Во-первых, в способе согласно изобретению степень использования исходного материала выше, чем в известном способе, и соответственно уменьшено количество отходов, что сказывается на снижении затрат. Кроме того, в способе согласно изобретению не требуется операции пластического деформирования выдавливанием, так как (а) для изготовления проводящей заготовки используется предварительно профилированный, ступенчатый в продольном направлении исходный материал в виде ленты; (б) толщина стенки перемычек такая же, как толщина стенки соединительных областей проводящих сегментов; и (в) контактные язычки, с целью получения оптимального соединения с угольными сегментами и с несущим элементом, профилируются на своих осевых торцевых поверхностях индивидуально, путем срезания в осевом направлении. Благодаря тому, что можно отказаться от пластического деформирования выдавливанием, технические затраты на проведение способа согласно изобретению соответственно уменьшаются; так, в способе согласно изобретению можно отказаться от мягкого отжига материала. При этом увеличенная, по сравнению с уровнем техники, в соответствии с этим толщина стенки перемычек оказывается выгодной в отношении их несущей способности в осевом направлении и поэтому литьевая форма, используемая для изготовления несущего элемента, может нагружаться более высокими замыкающими усилиями без риска повреждения уложенных в нее проводящих заготовок, даже если уплотнительные поверхности, образующиеся между двумя соседними перемычками, являются сравнительно узкими. В этой связи важно то, что для уплотнения литьевой формы на проводящей заготовке, на противоположной контактным язычкам стороне, в области ориентированных в осевом направлении соединительных крюков, имеется только первая ступень, так что преобладающая часть замыкающего усилия должна восприниматься перемычками.
В отношении профилирования контактных язычков, после их отгибания в положение, в котором они ориентированы по существу в основном в радиальном направлении внутрь, путем чисто осевого срезания в соответствующих друг другу верхнем и нижнем инструментах, можно сделать ссылку на находящуюся на рассмотрении немецкую патентную заявку 10359473.6 данного заявителя.
Благодаря наличию на первой стороне ленты, на втором краевом участке, третьей ступени контактные язычки на конце имеют более толстую стенку, чем в переходных областях, посредством которых они соединены с соединительными областями. Это обеспечивает долговечное соединение угольных сегментов с контактными областями проводящих сегментов, а увеличенная на конце толщина материала контактных язычков позволяет обеспечить там при помощи указанного срезания отчетливо выраженное профилирование.
Согласно первому предпочтительному варианту способа перемычки полностью удаляют на одном рабочем этапе путем стачивания. Это возможно благодаря тому, что соединительные крюки заготовки коллектора ориентированы в осевом направлении, так что они не препятствуют стачиванию перемычек. В известных способах полное стачивание перемычек на одном рабочем этапе невозможно из-за того, что соединительные крюки сначала ориентированы в радиальном направлении.
Что касается последовательности отрезания отрезка металлической ленты и вырубки ее концевых участков, то изобретение допускает несколько вариантов. Согласно первому варианту сначала от металлической ленты отрезают отрезок, а затем вырубают оба краевых участка с образованием соединительных крюков на первом краевом участке и контактных язычков на втором краевом участке. Согласно второму варианту отрезок металлической ленты отрезают после вырубки обоих краевых участка ленты с образованием соединительных крюков на первом краевом участке и контактных язычков на втором краевом участке. Согласно третьему варианту одновременно, в ходе одной и той же рабочей операции отрезают отрезок металлической ленты и вырубают оба ее краевых участка с образованием соединительных крюков и контактных язычков.
В отношении последовательности свертывания отрезка ленты и создания волнистости тоже допускается несколько вариантов. Согласно первому варианту сначала отрезок ленты свертывают для образования замкнутой кольцевой структуры, а затем на нем создают волнистость; в этом случае для создания волнистости на уже замкнутом в кольцо отрезке ленты он поддерживается в радиальном направлении изнутри, в частности в области перемычек, в то время как проводящие сегменты посредством соответствующего радиального штампа перемещаются в радиальном направлении внутрь, до тех пор, пока они не будут прилегать к соответствующим образом профилированному внутреннему инструменту. Согласно второму варианту отрезок ленты свертывают для образования замкнутой кольцевой структуры после того, как на нем создают волнистость, например в штамповочном прессе. Согласно третьему варианту после вырубки контура, в ходе одной рабочей операции свертывают отрезок ленты для образования замкнутой кольцевой структуры и одновременно создают волнистость. Во всех вариантах при создании волнистости предпочтительно осуществлять также легкое деформирование областей между волнами, т.е. первоначально плоских соединительных областей проводящих сегментов, чтобы они становились слегка выпуклыми. Это сводит к минимуму необходимую конечную обработку резанием заготовки коллектора.
Согласно другому предпочтительному варианту способа контактные язычки отгибают внутрь по направлению к оси за две операции, вторая из которых является калибровочной. Это выгодно с учетом того, что проводящая заготовка должна изготавливаться с особенно малыми допусками, чтобы иметь возможность соединения с угольным кольцевым диском с образованием надежных электрических соединений. В особенности это справедливо в случае контакта с геометрическим замыканием профилированных контактных язычков проводящих сегментов с соответствующим образом профилированными приемными элементами угольного кольцевого диска.
Анкерные элементы, которые должны быть расположены на внутренней в радиальном направлении стороне проводящих сегментов для заделки в прессовочный материал при литье несущего элемента и закрепления в нем проводящих сегментов, изготавливают согласно изобретению предпочтительно путем расщепления в осевом направлении внутренних в радиальном направлении поверхностей соединительных областей проводящих сегментов. На один проводящий сегмент от соответствующей соединительной области предпочтительно отщепляют два анкерных элемента, а именно, после создания волнистости.
Согласно еще одному предпочтительному варианту осуществления изобретения контактные язычки вырубают исключительно во втором краевом участке ленты. В этом случае в проводящей заготовке замкнутая в окружном направлении вторая ступень образует уплотнительную поверхность для герметизации литьевой формы.
На противоположной стороне, а именно в области соединительных крюков, вырубку производят предпочтительно в направлении от первого края через первую ступень наружу, в основной участок ленты. Особенно предпочтительно, чтобы вырубка соединительных крюков в области основного участка была ограничена коническими краями, к которым плотно прилегает литьевая форма.
Из предшествующего описания способа согласно изобретению можно заключить, что особенно предпочтительная замкнутая в форме кольца проводящая заготовка, подходящая для использования в способе изготовления плоского коллектора, содержит множество расположенных равномерно вокруг оси проводящих сегментов и перемычек, соединяющих между собой два соответствующих соседних проводящих сегмента, при этом проводящие сегменты имеют ориентированные по существу в осевом направлении соединительные области, каждая из которых имеет соединительный крюк, и ориентированные по существу в радиальном направлении внутрь контактные язычки, причем проводящую заготовку получают из ступенчатой в продольном направлении профилированной металлической ленты; в области одной из перемычек имеется стык; а перемычки выполнены в форме волн, выступающих наружу относительно проводящих сегментов и имеющих по существу такую же толщину стенки, как и проводящие сегменты. Очевидно, что такую проводящую заготовку можно успешно использовать не только в способе, описанном выше, но и в способах, отличающихся от описанного другой последовательностью операций.
Для улучшения электрического контакта между проводящими сегментами и угольными сегментами поверхность проводящей заготовки, по меньшей мере, в областях контактных язычков, предназначенных для контакта с угольными сегментами, образующимися впоследствии из угольного кольцевого диска, покрыта серебром или оловом.
Согласно изобретению для изготовления множества проводящих заготовок можно очевидным образом использовать предварительно профилированный ступенчатый в продольном направлении металлический ленточный материал, ширина которого по существу кратна ширине металлической ленты, требуемой для изготовления одной проводящей заготовки. При этом две расположенные рядом заготовки в области будущих соединительных крюков могут даже входить друг в друга, вследствие чего степень использования материала увеличивается еще больше. В этом отношении понятие «край» в рамках данной заявки означает физический край имеющей форму полосы ленты только в том случае, если в качестве исходного материала служит металлическая плоская лента с такой шириной, что из нее нельзя вырубить несколько расположенных друг рядом с другом отрезков ленты. В противном случае понятие «край» дает фиктивное ограничение соответствующей вырезки из исходного материала, который служит для изготовления соответствующего отрезка ленты.
В дальнейшем изобретение поясняется посредством подробного описания предпочтительного варианта его осуществления, показанного на чертежах, на которых:
фиг.1 изображает в перспективе проводящую заготовку согласно изобретению, которую используют при изготовлении плоского коллектора, показанного на фиг.4,
фиг.2 - поперечное сечение ступенчатой в продольном направлении ленты, из которой изготавливают проводящую заготовку, показанную на фиг.1,
фиг.3 - вид сбоку, в направлении от будущей внутренней в радиальном направлении стороны, отрезка ленты, используемого для изготовления проводящей заготовки, показанной на фиг.1, после вырубки краевых участков, и
фиг.4 - осевой разрез плоского коллектора, изготовленного согласно изобретению.
Показанная на фиг.1 замкнутая кольцевая проводящая заготовка 1 содержит восемь расположенных равномерно вокруг оси 2 проводящих сегментов 3 и восемь перемычек 4, соединяющих между собой два соответствующих соседних проводящих сегмента 3. Каждый проводящий сегмент имеет на одной стороне ориентированную по существу в осевом направлении соединительную область 5 с соединительным крюком 6, ориентированным тоже в осевом направлении, а на другой стороне - контактный язычок 7, ориентированный по существу в радиальном направлении внутрь. Перемычки 4 выступают в форме волн в радиальном направлении наружу над соединительными областями 5 проводящих сегментов 3. Толщина D1 стенки перемычек соответствует толщине D2 стенки соединительных областей 5 проводящих сегментов 3. Волны возвышаются настолько, что максимальное расстояние от их внутренней стенки до оси 2 больше, чем расстояние от наружной стенки соединительных областей 5 до оси 2.
Проводящую заготовку получают из металлической, ступенчатой в продольном направлении ленты 8 с поперечным сечением, показанным на фиг.2, с помощью ряда простых операций пластического деформирования. Лента 8 имеет на своей первой стороне 9, которая впоследствии образует внутреннюю в радиальном направлении поверхность, первую ступень 10, в области которой толщина материала ленты увеличивается в направлении от ее первого края 11, соседнего с этой ступенью 10. На второй стороне 12, противоположной первой стороне 9 и образующей впоследствии наружную в радиальном направлении поверхность, лента 8 имеет вторую ступень 13, в области которой толщина материала ленты увеличивается в направлении от ее второго края 14, соседнего со второй ступенью 13. Первая 10 и вторая 13 ступени находятся на расстоянии А друг от друга. Расположенная между первой 10 и второй 13 ступенями область ленты 8 образует ее основной участок Н. Область, расположенная между первым краем 11 и первой ступенью 10, образует первый краевой участок 17 ленты, а область между вторым краем 14 и второй ступенью 13 образует второй краевой участок 18 ленты.
На втором краевом участке 18 ленты, на ее первой стороне 9 имеется третья ступень 15, в области которой толщина материала увеличивается в направлении ко второму краю 14.
Для изготовления проводящей заготовки 1 на первой рабочей операции из имеющейся в наличии ступенчатой в продольном направлении профилированной металлической ленты (фиг.3) вырубают отрезок 16. При этом одновременно вырубают соединительные крюки 6 на первом краевом участке 17, контактные язычки 7 на втором краевом участке 18 и частично на основном участке Н и концевые области с двумя соответствующими друг другу запирающими участками 19, 20 замка 21 в форме ласточкина хвоста. Затем отрезок 16 свертывают и получают замкнутую кольцевую структуру, запирая замок 21, который фиксирует стык. На следующей рабочей операции на замкнутом в форме кольца отрезке 16 ленты создают волнистость за счет того, что в соответствующем инструменте проводящие сегменты 3 при помощи соответствующего радиального штампа перемещаются в радиальном направлении внутрь, в то время как профилированный внутренний инструмент поддерживает перемычки 4 изнутри, если смотреть в радиальном направлении. Затем в ходе двух рабочих операций отгибают контактные язычки 7 внутрь в направлении к оси 2. После этого профилируют контактные области путем срезания в осевом направлении в соответствующих друг другу верхнем и нижнем инструментах и далее с помощью операции расщепления на внутренних в радиальном направлении поверхностях соединительных областей 5 проводящих сегментов 3 образуют анкерные элементы 22.
Изготовленную таким образом проводящую заготовку 1 обрабатывают далее по существу известным способом (см. DE 19956844 А1) с целью получения плоского коллектора 23 с угольной рабочей щеточной поверхностью 24. Для этого угольный кольцевой диск соединяют с проводящей заготовкой 1 в одну составную деталь с образованием электрических соединений между контактными язычками 7 проводящих сегментов 3 и угольным кольцевым диском. Составную деталь помещают в открытую литьевую форму и закрывают ее. При этом первая часть формы прилегает к первой уплотнительной поверхности, образованной первой ступенью 10, боковыми поверхностями 25 конических хвостовых участков 26 соединительных крюков 6 и соответствующими торцевыми поверхностями 27 перемычек 4; а вторая часть формы прилегает ко второй уплотнительной поверхности, образованной второй ступенью 13 и соответствующими торцевыми поверхностями перемычек 4. Затем в литьевой форме путем нагнетания пластифицированного прессовочного материала образуют несущий элемент 28. После отвердевания прессовочного материала литьевую форму открывают и извлекают из нее полученную заготовку коллектора. Затем путем стачивания удаляют перемычки 4, а угольный кольцевой диск разрезают на отдельные угольные сегменты 29. Поскольку этот способ достаточно известен из уровня техники, он не описывается подробно. Правда, следует еще указать на то, что для облегчения указанного стачивания перемычек 4 лента 8 имеет на своей второй стороне 12 в области основного участка Н четвертую ступень 30, в области которой толщина материала уменьшается в направлении к первому краю 11.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА И КОЛЛЕКТОР | 2005 |
|
RU2361341C2 |
| КОЛЛЕКТОР ДЛЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2340993C2 |
| БАРАБАННЫЙ КОЛЛЕКТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2289181C2 |
| БАРАБАННЫЙ КОЛЛЕКТОР ДЛЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2003 |
|
RU2309513C2 |
| ПЛОСКИЙ КОЛЛЕКТОР | 2004 |
|
RU2343609C2 |
| ПЛОСКИЙ КОЛЛЕКТОР И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО КОЛЛЕКТОРА | 2006 |
|
RU2382456C2 |
| ПЛОСКИЙ КОЛЛЕКТОР И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО КОЛЛЕКТОРА | 2006 |
|
RU2382455C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКООТКРЫВАЮЩЕЙСЯ КРЫШКИ БАНКИ И ЛЕГКООТКРЫВАЮЩАЯСЯ КРЫШКА БАНКИ | 1997 |
|
RU2179489C2 |
| СТЕНТ-ГРАФТ | 2016 |
|
RU2717211C2 |
| СТЕНТ-ГРАФТ | 2011 |
|
RU2603049C2 |
Изобретение относится к способу изготовления плоского коллектора с угольной рабочей поверхностью, в котором замкнутую кольцевую проводящую заготовку (1), имеющую проводящие сегменты (3) и соединяющие их перемычки (4), изготавливают путем свертывания отрезка ступенчатой в продольном направлении профилированной ленты, вырубленного на краях для образования контактных язычков (7) и соединительных крюков (6). После свертывания отрезка ленты контактные язычки (7) проводящих сегментов отгибают внутрь в направлении к оси (2) и профилируют на обеих осевых торцевых поверхностях с помощью процесса срезания в осевом направлении. Проводящую заготовку соединяют с угольным кольцевым диском в одну составную деталь, на которой путем литья образуют несущий элемент. Затем угольный кольцевой диск разделяют на отдельные угольные сегменты, а перемычки удаляют или разрезают. Техническим результатом является уменьшение количества отходов и снижение затрат на проведение способа изготовления коллектора, обеспечение долговечного соединения угольных сегментов с контактными областями проводящих сегментов. 2 н. и 15 з.п. ф-лы, 4 ил.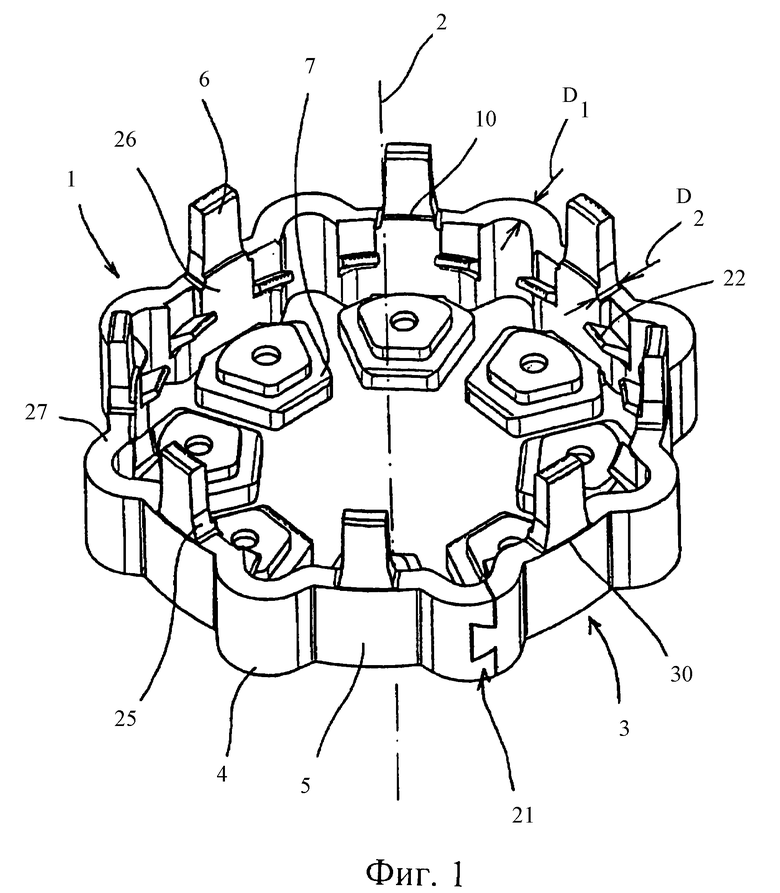
1. Способ изготовления плоского коллектора (23), который имеет изготовленный из прессовочного материала несущий элемент (28), множество расположенных равномерно вокруг оси (2) проводящих сегментов (3), закрепленных в несущем элементе, и такое же количество соединенных с ними электрически угольных сегментов (29), образующих щеточную рабочую поверхность (24), включающий следующие операции:
обеспечение наличия замкнутой кольцевой проводящей заготовки (1) с проводящими сегментами (3) и перемычками (4), соединяющими между собой соответствующие два соседних проводящих сегмента, при этом проводящие сегменты имеют ориентированные, по существу, в осевом направлении соединительные области (5), каждая из которых содержит соединительный крюк (6), и ориентированные, по существу, в радиальном направлении контактные язычки (7);
изготовление угольного кольцевого диска;
соединение угольного кольцевого диска и проводящей заготовки (1) в одну составную деталь с образованием электрических соединений между контактными язычками (7) проводящих сегментов (3) и угольным кольцевым диском;
укладка составной детали в открытую литьевую форму;
закрывание литьевой формы;
формирование несущего элемента (28) путем нагнетания в литьевую форму пластифицированного прессовочного материала;
извлечение заготовки коллектора из литьевой формы;
разделение угольного кольцевого диска на отдельные угольные сегменты (29), а также удаление или разрезание перемычек (4);
при этом проводящую заготовку изготавливают предварительно с помощью следующих операций:
изготовление металлической ступенчатой в продольном направлении ленты (8), ограниченной первым краем (11) и параллельным ему вторым краем (14) и имеющей основной участок (Н), который ограничен первой ступенью (10), расположенной на одной, первой, стороне (9) ленты, рядом с первым краем, и второй ступенью (13), расположенной на другой, второй, стороне (12) ленты рядом со вторым краем; первый краевой участок (17), расположенный между первым краем и первой ступенью; и второй краевой участок (18), расположенный между вторым краем и второй ступенью, причем толщина материала ленты у первой и второй ступеней уменьшается в направлении от основного участка к соответствующему краевому участку, а лента имеет также на своей первой стороне (9), в области второго краевого участка (18), третью ступень (15), у которой толщина материала увеличивается в направлении ко второму краю;
отрезание отрезка (16) металлической ленты (8) путем ее разрезания поперек и вырубка обоих краевых участков (17, 18) ленты для образования соединительных крюков (6) на первом краевом участке (17) и контактных язычков (7) на втором краевом участке (18);
свертывание отрезка (16) ленты для образования замкнутой кольцевой структуры и создание на основном участке волнистости с волнами, выступающими в области перемычек (4), при этом кольцевая структура в области волн имеет, по существу, такую же толщину (D1) стенки, как и между волнами;
отгибание контактных язычков (7) внутрь в направлении к оси (2);
профилирование контактных язычков (7) на обеих осевых торцевых поверхностях с помощью процесса срезания в осевом направлении.
2. Способ по п.1, отличающийся тем, что одновременно отрезают отрезок (16) металлической ленты (8) и вырубают оба ее краевых участка (17, 18).
3. Способ по п.1, отличающийся тем, что сперва отрезают отрезок (16) металлической ленты (8), а затем вырубают оба ее краевых участка (17, 18).
4. Способ по п.1, отличающийся тем, что отрезок (16) металлической ленты (8) отрезают после вырубки обоих ее краевых участков (17, 18).
5. Способ по любому из пп.1-4, отличающийся тем, что отрезок (16) ленты сначала свертывают, а затем создают волнистость.
6. Способ по любому из пп.1-4, отличающийся тем, что отрезок (16) ленты свертывают после создания волнистости.
7. Способ по любому из пп.1-4, отличающийся тем, что свертывание отрезка (16) ленты для образования замкнутой кольцевой структуры и создание волнистости выполняют одновременно в ходе одной операции.
8. Способ по любому из пп.1-4, отличающийся тем, что при свертывании отрезка (16) ленты соединяют между собой два соответствующих друг другу запирающих участка (19, 20) замка (21) в форме ласточкина хвоста, расположенных на концах основного участка (Н).
9. Способ по любому из пп.1-4, отличающийся тем, что отгибание контактных язычков (7) внутрь по направлению к оси (2) осуществляют за две операции.
10. Способ по любому из пп.1-4, отличающийся тем, что на внутренних в радиальном направлении поверхностях соединительных областей (5) проводящих сегментов с помощью операции расщепления создают анкерные элементы (22).
11. Способ по любому из пп.1-4, отличающийся тем, что вырубку контактных язычков (7) выполняют исключительно на втором краевом участке (18).
12. Способ по любому из пп.1-4, отличающийся тем, что вырубку соединительных крюков (6) выполняют внутрь в основной участок (Н).
13. Способ по п.12, отличающийся тем, что вырубка соединительных крюков (6) в основном участке (Н) ограничена коническими краями.
14. Способ по любому из пп.1-4, отличающийся тем, что перемычки (4) полностью удаляют путем стачивания на одном рабочем этапе.
15. Замкнутая кольцевая проводящая заготовка (1) для использования в способе изготовления плоского коллектора (23), содержащая множество расположенных равномерно вокруг оси (2) проводящих сегментов (3) и перемычек (4), соединяющих между собой соответствующие два соседних проводящих сегмента, при этом проводящие сегменты имеют ориентированные, по существу, в осевом направлении соединительные области (5), содержащие каждая соединительный крюк (6), и ориентированные, по существу, в радиальном направлении внутрь контактные язычки (7); проводящая заготовка (1) изготовлена из металлической ступенчатой в продольном направлении ленты (8); в области одной из перемычек (4) имеется стык, а перемычки выполнены в форме волн, которые выступают наружу относительно проводящих сегментов (3) и имеют, по существу, такую же толщину (D2) стенки, как и проводящие сегменты.
16. Проводящая заготовка по п.15, отличающаяся тем, что в области стыка предусмотрен замок (21) в форме ласточкина хвоста, содержащий два расположенных на концах ленты (8), соответствующих друг другу и сцепляющихся друг с другом запирающих участка (19, 20).
17. Проводящая заготовка по п.15 или 16, отличающаяся тем, что ее поверхность, по меньшей мере в областях контактных язычков (7), предназначенных для контакта с угольными сегментами (29), покрыта серебром или оловом.
| DE 19956844 A1, 13.06.2001 | |||
| КОЛЛЕКТОР ДЛЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 0 |
|
SU371743A1 |
| DE 4028420 A1, 12.03.1992 | |||
| DE 19752626 A1, 04.06.1998. | |||

