Изобретение относится к барабанному коллектору, содержащему выполненный из изолирующего прессовочного материала несущий каркас в виде втулки, множество металлических проводящих сегментов и такое же количество угольных сегментов, электрически соединенных с проводящими сегментами. Изобретение относится также к способу изготовления такого барабанного коллектора.
Для определенных областей применения, в частности, в зависимости от величины передаваемого тока и условий монтажа, в электрических машинах применяются барабанные коллекторы, называемые также цилиндрическими коллекторами, в которых рабочая поверхность щеток расположена на концентричном с осью коллектора круговом цилиндре. Наряду с барабанными коллекторами с металлической рабочей поверхностью щеток известны различные варианты выполнения барабанных коллекторов указанного выше типа, в которых рабочая поверхность щеток расположена на угольных сегментах. В первой известной конструкции угольные сегменты образованы вокруг проводящих сегментов. Такой барабанный коллектор и способ его изготовления описаны, например, в ЕР 0529911 В1. В WO 99/57797 А1 также описан барабанный коллектор и способ его изготовления, который, в частности, отличается тем, что угольные сегменты образованы вокруг проводящих сегментов. То же относится к DE 4241407 А1 И US 5789842 А.
Согласно принципиально другой конструкции угольную втулку, включающую будущие угольные сегменты, изготавливают предварительно, независимо от проводящих сегментов, и потом электрически соединяют с последними. Барабанный коллектор такой конструкции и способ его изготовления описаны в DE 3150505 А1. Угольную втулку электрически соединяют с торцевой стороны с кольцевой проводящей заготовкой при помощи пайки. Затем внутрь полученного узла экструдируют несущий каркас в виде втулки из изолирующего прессовочного материала. После этого угольную втулку и проводящую заготовку разделяют на отдельные сегменты осевыми прорезями.
Нет данных о том, что барабанные коллекторы согласно DE 3150505 когда-либо успешно использовались. Очевидно, что известный из этого документа барабанный коллектор, несмотря на удачную на первый взгляд конструкцию, непригоден для практического применения.
Также плохо показали себя на практике барабанные коллекторы с угольной рабочей поверхностью, в которых угольные сегменты, как указано выше в связи с ЕР 0529911 В1 и другими публикациями, образуют на проводящих сегментах и затем спекают. В таких барабанных коллекторах всегда наблюдался плохой контакт между угольными сегментами и соответствующими проводящими сегментами. В этой связи следует учесть, что барабанные коллекторы указанного типа работают в экстремальных условиях. Поэтому нужно, чтобы они в любых условиях окружающей среды (в частности, при использовании самых разных видов топлива) выдерживали несколько сотен циклов с рабочей температурой от -40°С до +110°С, не выходя из строя. При проведении соответствующих жестких испытаний в известных барабанных коллекторах указанной выше конструкции всегда выявляются недопустимо высокие сопротивления, что свидетельствует о плохом контакте между угольными сегментами и проводящими сегментами, или барабанные коллекторы полностью выходят из строя. Причина может быть в том, что провода роторной обмотки, которые нужно подключить к коллектору, приваривают к проводящим сегментам. Из-за возникающих при этом очень высоких температур соответствующий металлический проводящий сегмент сильно расширяется на короткое время, а затем снова сжимается. Это ухудшает не только механическое соединение между угольными и проводящими сегментами, но и электрическое соединение между ними, в результате чего сопротивление возрастает. Это особенно плохо потому, что угольная масса, которая используется для образования угольных сегментов вокруг проводящих сегментов, уже изначально имеет сравнительно высокое содержание связующего вещества (до 30%), снижающего ее проводимость.
С учетом данного состояния техники, в основе изобретения лежит задача создать пригодный для практики барабанный коллектор с угольной рабочей поверхностью и способ его изготовления. Барабанный коллектор должен быть надежным и долговечным, в особенности если он имеет компактную конструкцию, и удовлетворять жестким требованиям в отношении возможных рабочих температур без повышения сопротивления, и кроме того, должна быть обеспечена возможность приваривать провода роторной обмотки к проводящим сегментам, не вызывая повреждений.
Согласно изобретению эта задача решена при помощи способа, описанного в п.1 формулы изобретения. Изготовленный этим способом барабанный коллектор согласно изобретению описан в п.9 формулы изобретения.
Первая существенная особенность изобретения состоит в том, что когда угольную втулку, из которой на более поздней операции способа при помощи разделительных прорезей получают отдельные угольные сегменты, соединяют с проводящей заготовкой, по меньшей мере внутренняя в радиальном направлении и торцевая в осевом направлении поверхности угольной втулки металлизированы, причем металлизированная внутренняя в радиальном направлении поверхность угольной втулки при экструзии несущего каркаса на узел, состоящий из проводящей заготовки и угольной втулки, покрывается прессовочным материалом. Металлизация по меньшей мере одной торцевой в осевом направлении поверхности должна при этом - известным образом (ср. DE 3150505 А1) - обеспечивать возможность выполнения электрического соединения между угольными сегментами и проводящими сегментами путем пайки или другими известными способами. Для изготовления угольной втулки с металлизированной торцевой поверхностью подходит, наряду с известными способами металлизации, также так называемое "двухкомпонентное прессование", при котором угольную втулку изготавливают сразу с металлизированной торцевой поверхностью. В этом случае угольный порошок и торцевой слой из металлического порошка (например, Ag, Ms, Cu) прессуются вместе в одной форме и затем спекаются. В зависимости от размеров коллектора толщина металлического слоя может составлять, например, от 1 до 2 мм. Этот вариант особенно подходит для работающих в сухом состоянии барабанных коллекторов и является дешевым, так как не нужно проводить отдельную операцию металлизации. Металлизация внутренней в радиальном направлении поверхности угольной втулки, которая впоследствии будет прилегать к несущему каркасу, влияет на другие параметры, а именно на два параметра. Во-первых, благодаря этому в барабанных коллекторах вытянутой формы, т.е. с большой по сравнению с диаметром осевой длиной, может быть значительно снижено омическое сопротивление угольных сегментов. В этом случае ток между контактными зонами угольных сегментов и щеток, прилегающих к рабочим поверхностям щеток, протекает в основном по металлизированной внутренней поверхности угольных сегментов, т.е. в примыкающих к несущему каркасу внутренних в радиальном направлении областях угольных сегментов. Во-вторых, металлизация внутренней в радиальном направлении поверхности угольной втулки повышает прочность в этой области, т.е. угольная втулка благодаря металлизированной внутренней поверхности эффективно защищена в этом месте от повреждений. Повышенная прочность угольной втулки и образующихся из нее впоследствии угольных сегментов позволяет изготавливать угольную втулку со сравнительно малым содержанием связующего материала (примерно 2-5%), что, в свою очередь, особенно благоприятно сказывается на проводимости угольных сегментов. Благодаря металлизации внутренней в радиальном направлении поверхности угольной втулки, прилегающей к несущему каркасу, может быть как непосредственно, так и косвенно резко уменьшено омическое сопротивление коллектора по сравнению с известными конструкциями.
Вторая существенная особенность изобретения состоит в том, что готовый барабанный коллектор имеет вблизи соединительных лепестков проводящих сегментов замкнутую кольцевую поверхность, имеющую по существу форму кругового цилиндра и образованную чередующимися зонами из прессовочного материала, принадлежащими несущему каркасу, и зонами из металла, принадлежащими проводящим сегментам. Тем самым, в отличие от барабанного коллектора согласно DE 3150505 А1, в барабанном коллекторе согласно изобретению вблизи соединительных лепестков не предусмотрены проходящие в осевом направлении прорези, канавки или прочие углубления, которые согласно этому документу необходимы для разделения проводящей заготовки на отдельные проводящие сегменты. Благодаря отсутствию соответствующих углублений расположенная вблизи соединительных лепестков соединительная область коллектора может быть надежно отделена от коммутирующей области при помощью эффективного барьера для лака. Таким путем можно предотвратить прохождение лака, которым позднее покрывается с целью защиты подключенная к коллектору обмотка ротора электрической машины, в коммутирующую область и нарушение работы коллектора. Это справедливо в некотором смысле для роторов с капсулированной обмоткой, т.е. с обмоткой, которая, вместе с соединительными элементами к коллектору, покрывается пластмассой путем экструзии. При изготовлении таких роторов экструзионный инструмент, используемый для капсулирования, устанавливают с плотным прилеганием к кольцевой замкнутой поверхности, имеющей по существу форму кругового цилиндра, так что проникновение пластмассы в коммутирующую область надежно предотвращается. В результате этого получается пригодный для практики, удовлетворяющий существующим требованиям барабанный коллектор с угольной рабочей поверхностью.
В отношении изготовления барабанного коллектора согласно изобретению, следует особо отметить как обработку угольной втулки, так и выполнение проводящей заготовки. Согласно п.1 формулы изобретения в проводящей заготовке каждые два соседних проводящих сегмента соединены между собой через перемычку, причем расстояние от внутренних в радиальном направлении поверхностей перемычек до оси коллектора по существу соответствует расстоянию от наружных в радиальном направлении поверхностей проводящих сегментов до оси коллектора. Другими словами, перемычки, которые в проводящей заготовке соединяют проводящие сегменты друг с другом, смещены относительно последних в радиальном направлении наружу. Поскольку внутренние в радиальном направлении поверхности перемычек по существу расположены на том же радиусе относительно оси коллектора, что и наружные в радиальном направлении поверхности проводящих сегментов, то между каждыми двумя соседними проводящими сегментами образуются ребра из прессовочного материала несущего каркаса, радиальная протяженность которых по существу соответствует радиальной протяженности проводящих сегментов. Это, в свою очередь, дает возможность получить расположенную вблизи соединительных лепестков кольцевую, замкнутую, имеющую по существу форму кругового цилиндра поверхность с чередующимися зонами из прессовочного материала и зонами из металла путем простого удаления перемычек после того, как несущий каркас будет экструдирован на узел, состоящий из проводящей заготовки и угольной кольцевой втулки. Перемычки могут быть сточены и/или сколоты, или срезаны в осевом направлении. Связанные с этим затраты невелики, а съем материала ограничен до минимума. Прорези, служащие для разделения угольной втулки на отдельные угольные сегменты, заканчиваются вблизи торцевой стороны угольной втулки, обращенной к проводящим сегментам, так что по меньшей мере частично сохраняется кольцевая замкнутая, имеющая в основном форму кругового цилиндра поверхность (вначале более широкая) с чередующимися зонами из прессовочного материала и зонами из металла.
Обработка угольной втулки путем металлизации внутренней в радиальном направлении поверхности была подробно рассмотрена выше. Толщина металлизации зависит, в частности, от размеров коллектора. В общем случае можно сказать, что металлизация, ввиду указанной выше ее двойной функции, выполняется относительно сильной. Целесообразно, чтобы глубина проникновения металлизации в поверхность угольной втулки составляла от 10 до 200 мкм в зависимости от размеров коллектора.
Особенно предпочтительный вариант способа согласно изобретению состоит в том, что угольную втулку перед ее соединением с проводящей заготовкой металлизируют по всей ее поверхности, т.е. по обеим торцевым в осевом направлении поверхностям, внутренней в радиальном направлении поверхности и наружной в радиальном направлении поверхности, в частности, путем гальванизации. Благодаря этому угольная втулка хорошо защищена от повреждений в процессе дальнейшего изготовления коллектора. Впоследствии металлизацию на наружной в радиальном направлении поверхности, образующей будущую рабочую поверхность щеток, удаляют, например, путем обточки. Металлизацию удаляют также в области обеих торцевых сторон угольной втулки, предпочтительно в наружной в радиальном направлении кольцевой области. В этом случае металлизация остается лишь на тех поверхностей угольной втулки или образующихся из нее впоследствии угольных сегментов, которые соединены или с прессовочным материалом несущего каркаса, или - через электрическое соединение - с проводящими сегментами.
Здесь нужно отметить, что в барабанном коллекторе согласно изобретению указанная кольцевая замкнутая поверхность, имеющая по существу форму кругового цилиндра, расположена именно вблизи соединительных лепестков, а не в коммутирующей области. Угольные сегменты, напротив, изолированы друг от друга по рабочей поверхности щеток воздушными зазорами, образованными разделительными прорезями, разделяющими угольную втулку на отдельные угольные сегменты. Особенно предпочтительно, чтобы эти воздушные зазоры были ограничены только прессовочным материалом каркаса, с одной стороны, и прорезанными поверхностями угольных сегментов, с другой стороны. Другими словами, особенно предпочтительно, чтобы разделительные прорези, которые делят угольную втулку на отдельные угольные сегменты, проходили исключительно в угле и прессовочном материале, а не в металле проводящей заготовки или проводящих сегментов. В этом случае в воздушных зазорах открытый металл отсутствует. Проводящие сегменты в окружном направлении полностью заделаны в прессовочный материал. Таким образом, в этом варианте изобретения зоны из прессовочного материала указанной выше кольцевой замкнутой поверхности шире в окружном направлении, чем воздушные зазоры.
Проводящая заготовка, используемая при изготовлении коллектора, содержит, как указано выше, множество проводящих сегментов, из которых каждые два соседних соединены друг с другом через соответствующую перемычку. Перемычки соединены по краям с проводящими сегментами. Они служат для сохранения формы проводящей заготовки в процессе изготовления барабанного коллектора благодаря тому, что обеспечивают заданное положение и ориентацию проводящих сегментов относительно друг друга, то тех пор пока не будет экструдирован несущий каркас. Особенно предпочтительно, если перемычки проходят по всей осевой длине проводящих сегментов. Благодаря такому расположению и соответствующему выбору размеров перемычек на обеих торцевых сторонах трубчатой проводящей заготовки получаются замкнутые кольцевые поверхности, которые предпочтительно лежат в плоскости, перпендикулярной к оси. К одной из этих замкнутых кольцевых поверхностей может плотно прилегать соответствующая торцевая поверхность угольной втулки. Другая замкнутая кольцевая поверхность проводящей заготовки может служить в качестве уплотнительной поверхности для соответствующей половины экструзионного инструмента, который используется для экструзии несущего каркаса из прессовочного материала. Таким образом, трубчатая проводящая заготовка, образованная проводящими сегментами и перемычками, герметично изолирует, в сочетании с угольной втулкой и обеими половинами экструзионного инструмента, пространство, которое должно быть заполнено прессовочным материалом.
Трубчатая форма проводящей заготовки дает, кроме того, возможность расположить уплотнительные поверхности обеих половин экструзионного инструмента точно напротив проводящей заготовки или угольной втулки. Это особенно выгодно в том отношении, что большие силы замыкания воспринимаются проводящей заготовкой и угольной втулкой без появления недопустимо высоких напряжений и, возможно, деформаций. Силы замыкания вызывают в трубчатой проводящей заготовке и угольной втулке в основном только напряжения сжатия.
Описанное выше положение узла, состоящего из соединенных между собой проводящей заготовки и угольной втулки, относительно экструзионного инструмента, в особенности относительно уплотнительных поверхностей, не исключает того, что та половина экструзионного инструмента, которая плотно прилегает к свободной торцевой поверхности угольной втулки, прилегает также к проводящей заготовке, так как она выступает в радиальном направлении над угольной втулкой. Эта половина экструзионного инструмента может прилегать главным образом к торцевым поверхностям перемычек и при замыкании экструзионного инструмента принимать участие в некотором обжатии проводящей заготовки в осевом направлении.
Толщина стенки указанных выше перемычек вблизи проводящих сегментов намного меньше, чем между ними. Этого достаточно, чтобы сохранить форму проводящей заготовки и выдержать давление, действующее при экструзии несущего каркаса из прессовочного материала. Малая толщина стенок перемычек на их обоих краях облегчает их последующее удаление после формирования несущего каркаса.
Описанные выше расположение и выбор размеров перемычек позволяют удалять их путем срезания или скалывания в осевом направлении. Такой способ удаления перемычек связан с тем, что они, как указано выше, проходят в трубчатой проводящей заготовке по всей осевой длине проводящих сегментов, а соединительные лепестки отходят от проводящих сегментов в радиальном направлении. Поэтому обтачивать перемычки между отходящими радиально соединительными лепестками, разумеется, невозможно.
Согласно предпочтительному варианту барабанного коллектора, каждый проводящий сегмент имеет толстостенную соединительную область с соединительным лепестком, толстостенную контактную область, контактирующую с соответствующим угольным сегментом, и расположенную между соединительной и контактной областями тонкостенную переходную область. Другими словами, очень важной особенностью данного варианта барабанного коллектора является то, что толщина стенок проводящих сегментов не является более или менее одинаковой повсюду, а имеет сильно различающиеся значения, а именно, между соединительной областью, которая служит для подключения обмотки ротора, и контактной областью, через которую осуществляется электрическое соединение проводящего сегмента с соответствующим угольным сегментом, находится сравнительно тонкостенная переходная область. В этом смысле толщина стенки переходной области, определяемая перпендикулярно направлению теплового потока от соединительных лепестков к контактным зонам, меньше, чем толщина стенки соединительной области, измеренная в радиальном направлении, и толщина стенки контактной области соответствующего проводящего сегмента, измеренная в общем случае в осевом направлении, причем соединительная область имеет к тому же сравнительно большие размеры также в осевом и окружном направлениях (см. ниже). Такое выполнение проводящих сегментов выгодно тем, что в очень компактных, имеющих минимальные размеры барабанных коллекторах приваривание проводов обмоток к соединительным областям проводящих сегментов не приводит к вызванному перегревом повреждению электрических соединений проводящих сегментов с угольными сегментами, поскольку толстостенные соединительные области проводящих сегментов образуют благодаря своей высокой теплоемкости первый теплоотвод для тепла, выделяющегося в процессе сварки. Тонкостенная же переходная область от соединительной области к контактной области благодаря малой площади ее поперечного сечения, расположенного перпендикулярно к тепловому потоку, создает значительное сопротивление для передачи тепла от соединительной области к контактной области проводящего сегмента. Следующая за переходной областью толстостенная контактная область снова образует хороший теплоотвод для прошедшей через переходную область тепловой энергии, и так уже уменьшенной. В результате контактная область проводящих сегментов при приваривании проводов обмотки ротора к проводящим сегментам нагревается очень мало. При использовании данного варианта изобретения даже в случае применения традиционных способов сварки для соединения обмотки ротора с барабанным коллектором опасность повреждения электрических соединений угольных сегментов с проводящими сегментами будет минимальна. Надежное и долговечное соединение угольных сегментов с проводящими сегментами может быть получено даже с помощью пайки мягким припоем, так как создаваемая в месте контакта температура будет ниже точки размягчения мягкого припоя. Это справедливо даже для очень компактных барабанных коллекторов.
Необходимо пояснить, что выражение "тонкостенная переходная область" не следует понимать в том смысле, что соединительная область соединена с контактной областью через некоторую стенку. Напротив, "тонкостенная область" означает, что расположенное перпендикулярно к направлению теплового потока поперечное сечение между соединительной областью и контактной областью, через которое происходит передача тепла, меньше, чем в соединительной области или в контактной области. В этом смысле в данном изобретении сужение поперечного сечения также образует "тонкостенную" переходную область, как это следует из подробного описания предпочтительного варианта выполнения, приведенного ниже.
Упомянутая выше металлизация угольной втулки на ее внутренней в радиальном направлении поверхности создает токоподвод с большой поверхностью к неметаллизированным областям угольных сегментов. По сравнению с конструкциями, в которых токоподвод к угольным сегментам осуществляется исключительно в области их электрического соединения с проводящими сегментами, это позволяет выполнить эти области электрического соединения сравнительно малыми и расположить их в месте, оптимальном с точки зрения технологии и теплотехники. Благодаря уменьшенной площади поверхности электрического соединения между проводящими сегментами и угольными сегментами уменьшаются негативные последствия вызванного температурой расширения и последующей усадки проводящих сегментов при приваривании обмотки ротора. Соответственно увеличивается долговечность этого электрического соединения и надежность работы барабанного коллектора.
С учетом изложенного выше, электрические соединения между проводящими сегментами и угольными сегментами расположены как можно дальше от соединительных лепестков, на внутренних в радиальном направлении участках проводящих сегментов. В частности, каждое электрическое соединение может быть ограничено областью расположенных друг напротив друга и прилегающих друг к другу анкерных участков проводящих сегментов и угольных сегментов (см. ниже).
В описанном выше варианте выполнения изобретения наличие тонкостенной переходной области между соединительной и контактной областями каждого проводящего сегмента целесообразно не только в отношении ее теплопроводности или теплового сопротивления (см. выше). Нужно также отметить, что благодаря тонкостенным переходным областям - во время изготовления барабанного коллектора - обеспечивается осевая податливость или пластичность проводящих сегментов. Эта пластичность (например на величину до 2%) является благоприятным фактором, принимая во внимание необходимость надежного уплотнения экструзионного инструмента, используемого для экструзии несущего каркаса. При этом могут компенсироваться допуски изготовления. Таким образом, коллектор может быть изготовлен в экструзионном инструменте точно со своим номинальным размером, независимо от допусков, которые всегда предусматриваются для экономичного изготовления угольной втулки и проводящей заготовки. Эффективное ограничение давления, действующего на угольную втулку, уменьшает опасность ее повреждения при изготовлении барабанного коллектора и способствует тем самым снижению брака. Изобретение позволяет также выполнять угольные сегменты из сравнительно мягкого углерода, связанного синтетическим материалом; это особенно благоприятно отражается на сроке службы коллектора.
Согласно следующему, кратко упомянутому выше, предпочтительному варианту изобретения, переходные области проводящих сегментов соединены с их контактными областями на удалении от угольных сегментов. Благодаря этому между соединительными областями и, при необходимости, переходными областями проводящих сегментов с одной стороны и угольными сегментами с другой стороны создаются зазоры, заполненные прессовочным материалом. Соединение переходных областей с контактными областями на удалении от контактных зон между соответствующими проводящим и угольным сегментами обеспечивает дополнительное уменьшение теплопередачи от соединительных областей проводящих сегментов к угольным сегментам. Слой прессовочного материала, кроме того, улучшает защиту электрических соединений между контактными областями проводящих сегментов и угольными сегментами от агрессивных сред, а также от непосредственного перегрева угольной втулки при приваривании обмотки ротора к проводящим сегментам.
Ориентация переходных областей в данном варианте может быть любой. С точки зрения теплотехники переходные области могут быть ориентированы как радиально, так и по оси, причем возможны также произвольные диагональные промежуточные положения.
Принимая во внимание, что толщина стенок проводящих сегментов в их различных областях предпочтительно различна, проводящую заготовку, используемую для изготовления барабанного коллектора согласно изобретению, оказывается особенно выгодно изготавливать путем комбинированного способа формования выдавливанием и штамповки. Вначале путем формования выдавливанием изготавливается чашеобразное тело, которое уже имеет толстостенные соединительные области, тонкостенные переходные области и снова толстостенные контактные области, причем контактные области и, при необходимости, переходные области еще соединены между собой с образованием замкнутого кольца. После этого дно тела сегментируют путем штамповки.
Идеальные размеры отдельных областей проводящих сегментов, в частности, разные толщины стенок и их соотношения относительно друг друга зависят от различных факторов. Однако уже в случае, когда площадь поперечного сечения переходных областей проводящих сегментов, ориентированного перпендикулярно к направлению теплового потока, менее 80% площади поперечного сечения контактных областей, также ориентированного перпендикулярно к направлению теплового потока, достигается очень высокая долговечность электрических соединений между угольными и проводящими сегментами. Особенно предпочтительно, если поперечные сечения различаются еще больше, в частности, поперечное сечение переходных областей проводящих сегментов составляет менее 60% поперечного сечения контактных областей. Это увеличивает расстояние от переходных областей проводящих сегментов до угольных сегментов, поскольку выполненные плоскими переходные области присоединены к контактной области проводящих сегментов на удалении от угольных сегментов.
Согласно другому предпочтительному варианту изобретения соединительные лепестки на концах скошены. Этот скос, обращенный к наружной окружной поверхности соответствующего проводящего сегмента, уменьшает контактную поверхность между проводящими сегментами и отогнутыми к ним соединительными лепестками вблизи соединения с угольными сегментами. Это тоже является благоприятным обстоятельством с точки зрения как можно меньшей передачи тепла, образующегося при приваривании проводов обмотки ротора к проводящим сегментам, на электрические соединения в зонах контакта между проводящими сегментами и угольными сегментами.
Предусмотренную согласно изобретению металлизацию угольной втулки можно выполнить известными гальваническими способами. В этом случае угольная втулка металлизируется по всей своей поверхности (см. выше). Разумеется, возможно металлизировать угольную втулку путем запрессовки под высоким давлением частиц металла, в частности порошка меди, при необходимости посеребренного, или порошка серебра, с последующим спеканием.
Для достижения надежности и долговечности барабанного коллектора особенно предпочтительно, чтобы угольные и проводящие сегменты были закреплены в несущем каркасе при помощи проходящих в радиальном направлении внутрь анкерных участков, которые заделаны в несущий каркас с образованием поднутрений. Не обязательно, чтобы анкерные участки угольных сегментов, с одной стороны, и проводящих сегментов, с другой стороны, имели одинаковое поперечное сечение. Особенно целесообразно, если поперечное сечение анкерных участков проводящих сегментов немного меньше поперечного сечения анкерных участков угольных сегментов.
Анкерные участки угольных сегментов благодаря металлизации угольной втулки имеют на своей внутренней в радиальном направлении поверхности металлическую оболочку, которая в случае металлизации обеих торцевых сторон угольной втулки даже полностью окружает анкерные участки.
Особенно предпочтительно, чтобы анкерные участки угольных сегментов проходили по всей их осевой длине. Анкерные участки проводящих сегментов, напротив, могут быть ограничены областью, соседней с контактными зонами. Для оптимального закрепления проводящих сегментов в несущем каркасе они могут быть снабжены дополнительными лапами. Анкерные участки проводящих сегментов могут переходить в лапы, которые ориентированы по существу в осевом направлении. Другие удерживающие лапы предусмотрены предпочтительно на проводящих сегментах внутри, вблизи той торцевой стороны проводящей заготовки, которая расположена противоположно контактной зоне.
Из изложенного выше видно, что барабанный коллектор согласно изобретению имеет особенности, не известные до сих пор. В частности, барабанный коллектор согласно изобретению при низкой стоимости изготовления имеет прекрасное качество, обусловленное, в особенности, высокой стабильностью, и может иметь очень малые размеры. К тому же может быть создан очень простой экструзионный инструмент. Проводящая заготовка может иметь внутри и снаружи непрерывный контур и поэтому может быть помещена в одну матрицу.
В дальнейшем изобретение описано более подробно на примере двух предпочтительных вариантов его выполнения, представленных на чертежах, на которых
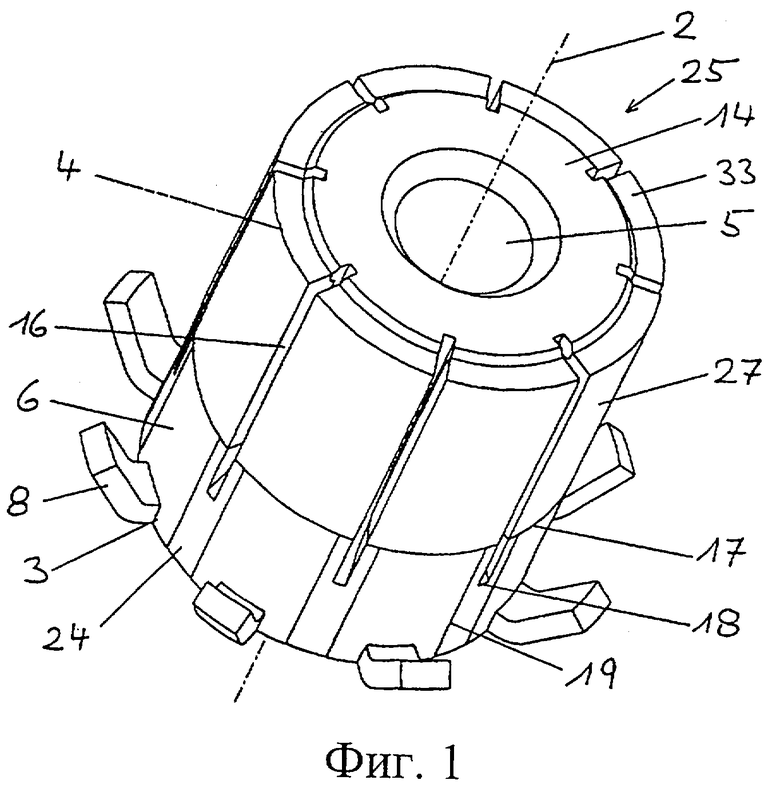
фиг.1 изображает первый предпочтительный вариант выполнения барабанного коллектора согласно изобретению в перспективной проекции,
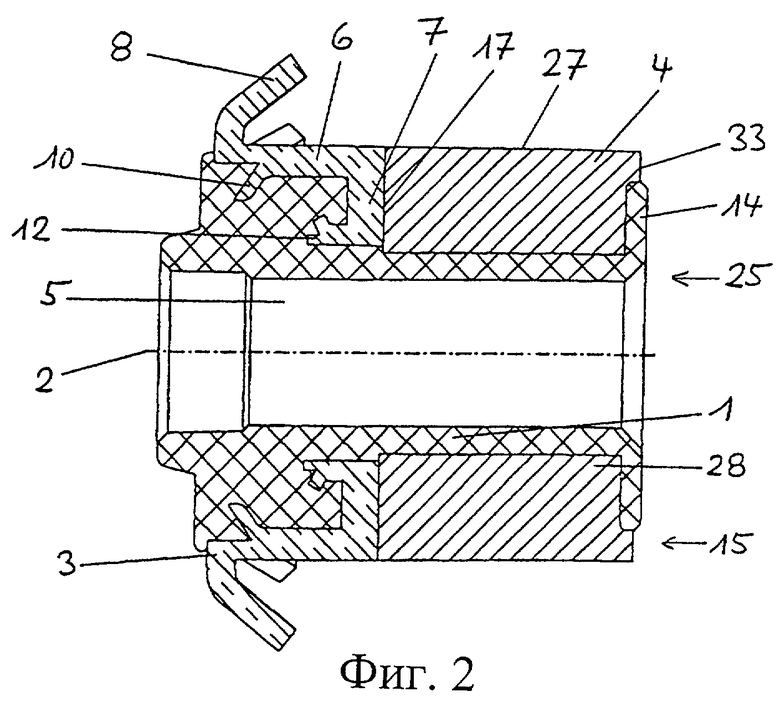
фиг.2 - продольный разрез барабанного коллектора, показанного на фиг.1,
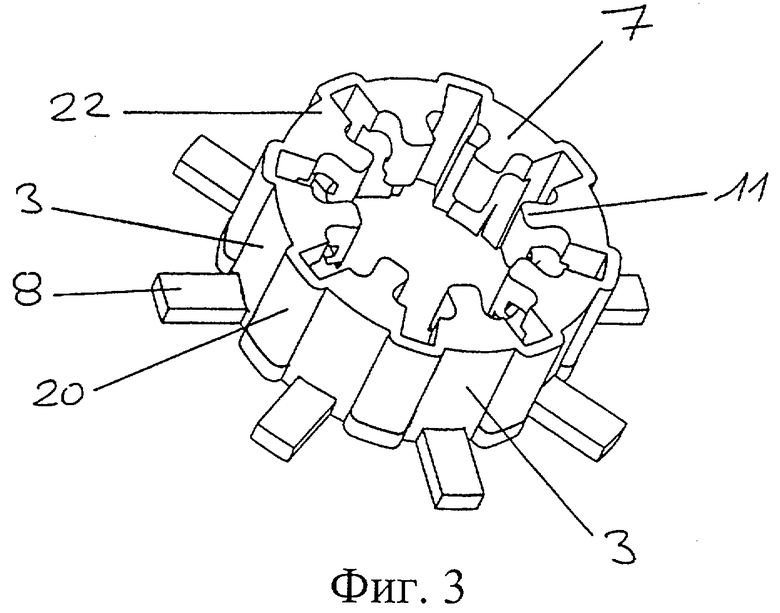
фиг.3 - проводящую заготовку, применяемую для изготовления барабанного коллектора, показанного на фиг.1, в перспективной проекции,
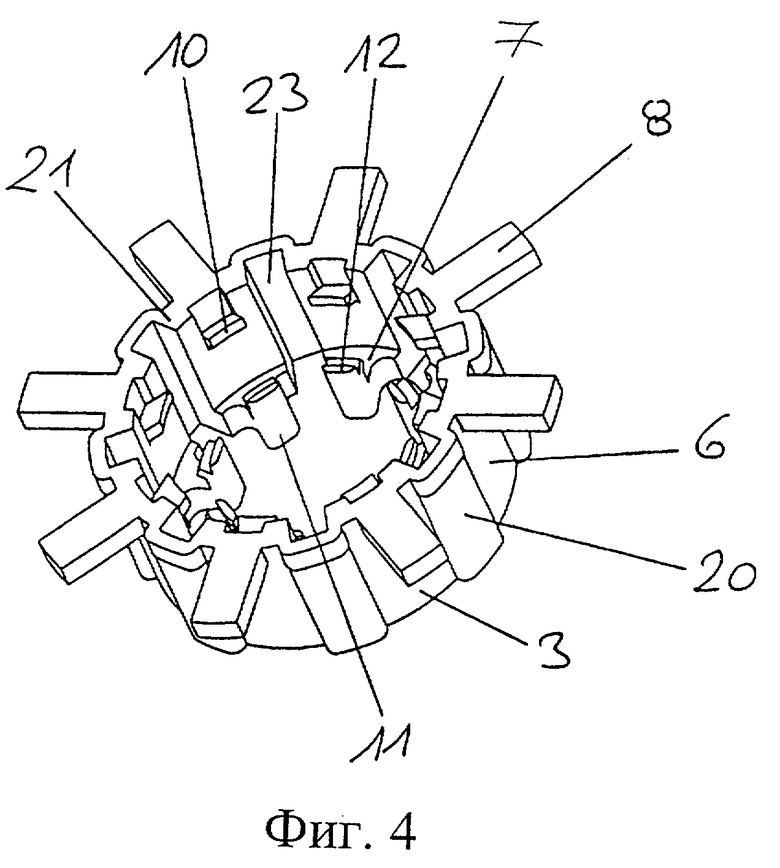
фиг.4 - другой вид проводящей заготовки, показанной на фиг.3,
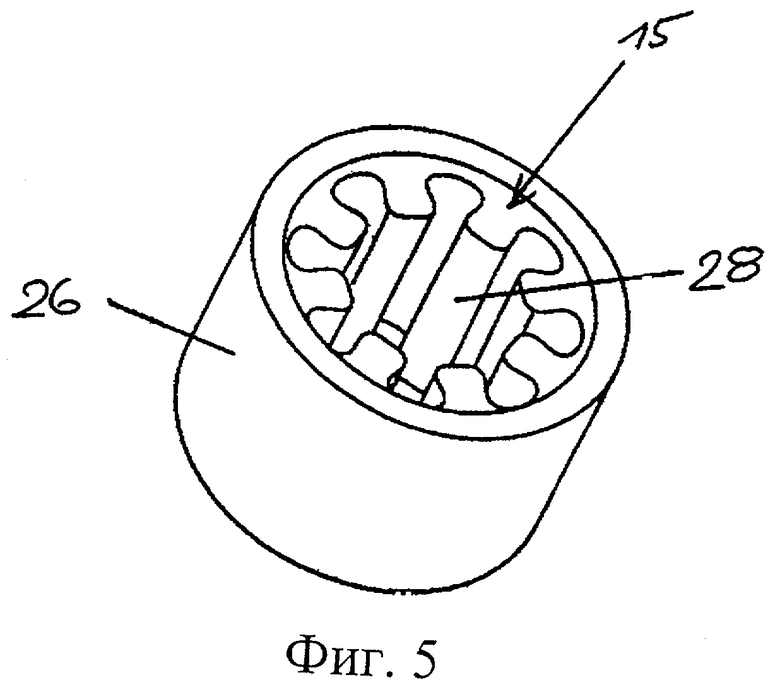
фиг.5 - угольную втулку, применяемую для изготовления барабанного коллектора, показанного на фиг.1, в перспективной проекции,
фиг.6 - другой вид угольной втулки, показанной на фиг.3,
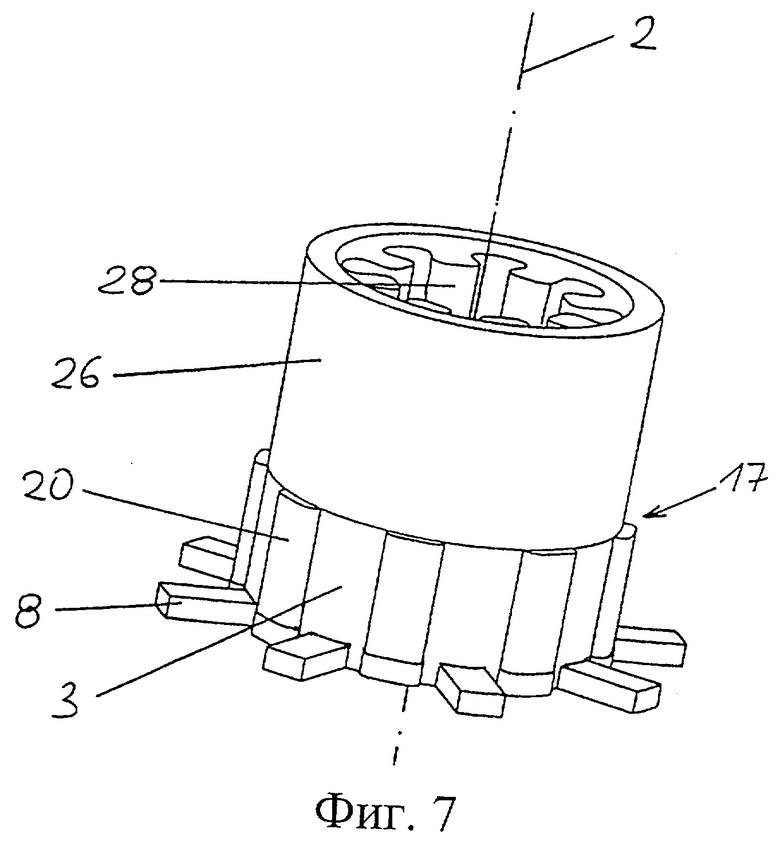
фиг.7 - узел, образованный из проводящей заготовки, показанной на фиг.3 и 4, и припаянной к ней с торцевой стороны угольной втулки, показанной на фиг.5 и 6, в перспективной проекции,
фиг.8 - другой вид узла, показанного на фиг.7,
фиг.9 - второй предпочтительный вариант выполнения барабанного коллектора согласно изобретению в перспективной проекции,
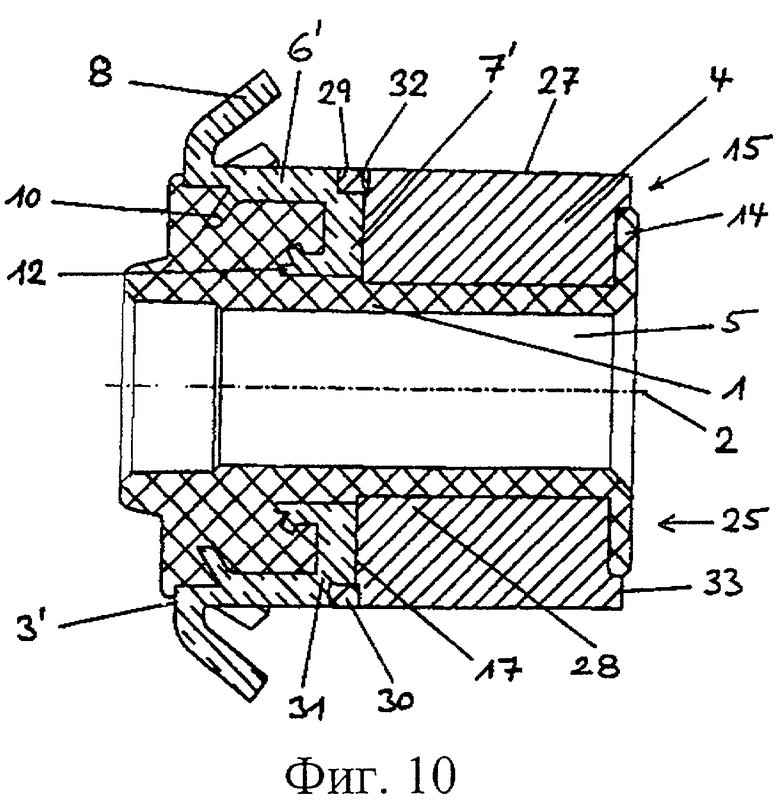
фиг.10 - продольный разрез барабанного коллектора, показанного на фиг.9, и
фиг.11 - еще один продольный разрез барабанного коллектора, показанного на фиг.9, в другой осевой плоскости, чем на фиг.10.
Изображенный на фиг.1 и 2 барабанный коллектор содержит изготовленный из изолирующего прессовочного материала несущий каркас 1, восемь расположенных равномерно вокруг оси 2 металлических проводящих сегментов 3 и восемь угольных сегментов 4, каждый из которых электрически соединен с соответствующим проводящим сегментом 3. Несущий каркас 1 имеет центральное отверстие 5. Имеющий эти элементы барабанный коллектор, показанный на фиг.1 и 2, соответствует уровню техники согласно DE 3150505 А1, так что принципиальная конструкция не требует более подробного описания.
Выполненные из меди проводящие сегменты 3 образованы, как будет подробно описано ниже, из проводящей заготовки, представленной на фиг.3 и 4, и содержат каждый две основные области - соединительную область 6 и контактную область 7. В каждой соединительной области 6 расположен соединительный лепесток 8 для электрического соединения провода обмотки с соответствующим проводящим сегментом 3. Соединительные лепестки 8 могут иметь скос на конце, на той поверхности, которая в готовом барабанном коллекторе обращена радиально внутрь и находится вблизи соответствующей соединительной области 6 данного проводящего сегмента 3.
Для лучшего закрепления проводящих сегментов 3 в несущем каркасе 1 от соединительной области 6 каждого проводящего сегмента 3 отходит наклонно внутрь удерживающая лапа 10. С той же целью внутренние в радиальном направлении концы контактных областей 7 проводящих сегментов 3 образуют анкерные участки 11, которые в готовом барабанном коллекторе заделаны в прессовочный материал несущего каркаса 1. Анкерные участки 11 расширяются по направлению к оси 2 коллектора, так что получается поднутрение анкерных участков 11 в несущем каркасе 1. Анкерные участки 11 переходят далее в вильчатые удерживающие лапы 12.
Контактные области 7 проводящих сегментов 3 прилегают всей поверхностью к расположенным на торцевой стороне контактным поверхностям 13 угольных сегментов 4. В образованных таким образом контактных зонах угольные сегменты 4 электрически соединены с соответствующими проводящими сегментами 3 при помощи пайки.
Несущий каркас 1 имеет буртик 14, который закрывает свободные торцевые стороны 15 угольных сегментов 4 во внутренней в радиальном направлении области и незначительно выступает над угольными сегментами в осевом направлении. Для размещения буртика 14 несущего каркаса 1 свободные торцевые стороны 15 угольных сегментов выполнены со ступенькой.
Также показаны осевые прорези 16, с помощью которых в процессе изготовления коллектора первоначально цельная угольная втулка (ср. фиг.5 и 6) разделяется на отдельные угольные сегменты 4. Осевые прорези 16 проходят в радиальном направлении вплоть до их захода в несущий каркас 1, так что первоначально цельная угольная втулка разделяется на восемь угольных сегментов, надежно изолированных друг от друга. В осевом направлении осевые прорези 16 проходят не по всей осевой длине барабанного коллектора, а заканчиваются вблизи контактной зоны 17, в которой угольные сегменты 4 и проводящие сегменты 3 соединены друг с другом. Благодаря этому между концом 18 осевых прорезей 16 и соединительными лепестками 8 образуется кольцевая замкнутая, имеющая форму кругового цилиндра поверхность 19 с чередующимися зонами из прессовочного материала несущего каркаса 1 и зонами из металла проводящих сегментов 3.
На фиг.3 и 4 показана проводящая заготовка, используемая для изготовления барабанного коллектора, представленного на фиг.1 и 2, в двух различных перспективных проекциях. Многие элементы проводящей заготовки понятны из предыдущего описания со ссылками на фиг.1 и 2. Важной особенностью проводящей заготовки является то, что она выполнена в виде полностью замкнутой трубы. Между каждыми двумя соединительными областями 6 имеется перемычка 20. Перемычки 20 и соединительные области 6 проводящих сегментов 3 имеют одинаковую длину вдоль оси и соединены друг с другом по всей этой длине. Благодаря этому на обеих торцевых сторонах проводящей заготовки образуются замкнутые кольцевые поверхности 21 и 22, состоящие из расположенных поочередно торцевых поверхностей проводящих сегментов 3 и торцевых поверхностей перемычек 20. Это, как подробно описано выше, дает особое преимущество в отношении плотного замыкания прессовочного инструмента с одной стороны, и угольной втулки с другой стороны, с проводящей заготовкой, причем большие силы замыкания, которые требуются из-за чрезвычайно высоких давлений экструзии, не приводят к деформированию проводящей заготовки, сопровождающемуся ее повреждением.
Соединения перемычек 20 с проводящими сегментами 3 выполнены относительно тонкостенными за счет соответствующих размеров пазов 23. Благодаря этому после экструзии несущего каркаса 1 перемычки 20 могут быть удалены полностью или по меньшей мере частично посредством скалывания или срезания в осевом направлении за одну операцию. Для этого предусмотрено, что расстояние от внутренних в радиальном направлении периферийных поверхностей перемычек 20 до оси 2 коллектора по существу соответствует расстоянию от наружных в радиальном направлении периферийных поверхностей соединительных областей 6 проводящих сегментов 3 до оси 2 коллектора. При экструзии несущего каркаса 1 пазы 23 заполняются прессовочным материалом с образованием соответствующих ребер 24 из прессовочного материала. Эти ребра 24 из прессовочного материала впоследствии открываются при удалении перемычек 20 (см. выше). Наружные в радиальном направлении поверхности ребер 24 из прессовочного материала образуют вместе с наружными в радиальном направлении поверхностями проводящих сегментов 3 кольцевую замкнутую область в форме кругового цилиндра, с чередующимися зонами из прессовочного материала и из металла, как было описано выше.
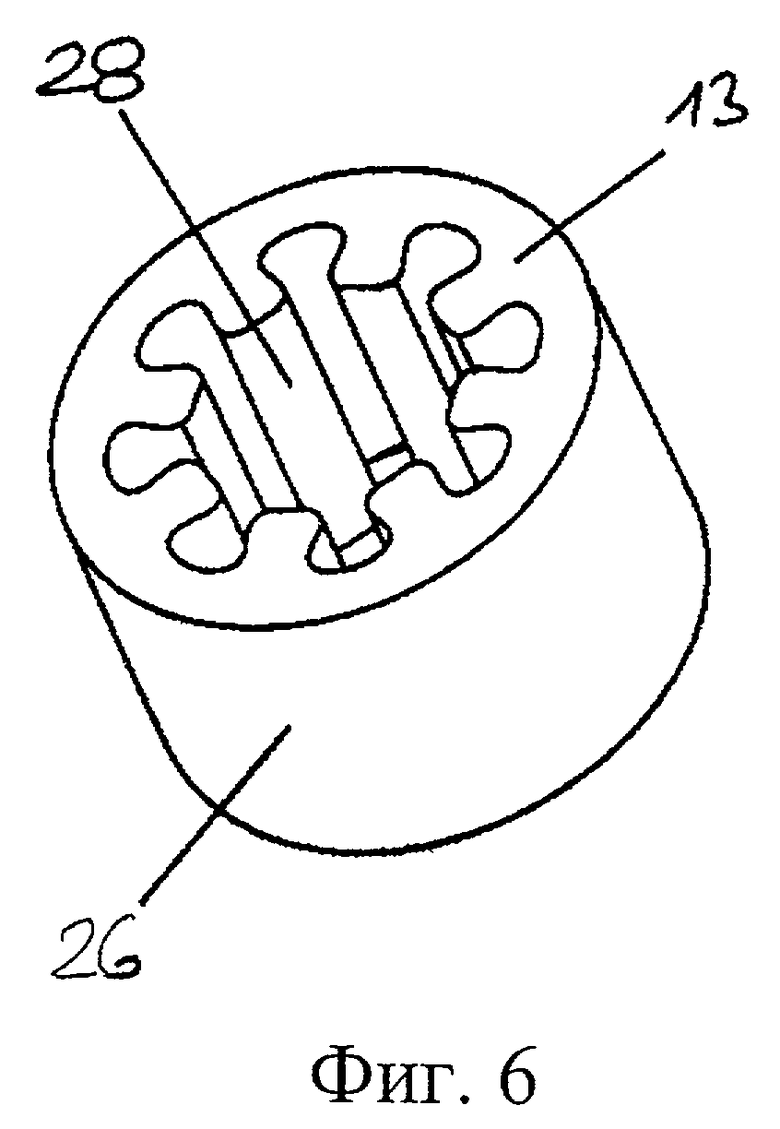
Основные детали угольной втулки, изображенной на фиг.5 и 6, понятны из описания готового барабанного коллектора, показанного на фиг.1 и 2. На фиг.5 хорошо видна ступенька на той торцевой стороне угольной втулки, которая в готовом барабанном коллекторе является свободной торцевой стороной 25. Противоположная торцевая сторона угольной втулки, показанная на фиг.6, выполнена ровной. К этой торцевой стороне припаивается проводящая заготовка. Периферийная поверхность 26 угольной втулки образует будущую рабочую поверхность 27 щеток готового барабанного коллектора.
Внутренняя периферийная поверхность угольной втулки выполнена наподобие зубчатого венца за счет того, что анкерные участки 28 отходят радиально внутрь. Анкерные участки 28 проходят по всей осевой длине угольной втулки. В готовом барабанном коллекторе анкерные участки 28 заделаны в прессовочный материал несущего каркаса 1. В направлении к оси 2 коллектора анкерные участки 28 расширяются, так что получается их поднутрение в несущем каркасе 1.
Перед соединением с проводящей заготовкой угольную втулку, изображенную на фиг.5 и 6, металлизируют по ее торцевой поверхности, обращенной к проводящей заготовке, и по внутренней периферийной поверхности, например, путем запрессовки металлического порошка в поверхность и последующего спекания, или гальваническим путем.
Барабанный коллектор согласно фиг.9, 10 и 11 отличается от коллектора, показанного на фиг.1 и 2, в первую очередь выполнением проводящих сегментов 3', на наружной окружной поверхности которых, вблизи контактной зоны 17, имеется проходящее по окружности углубление 29. Это углубление 29 разделяет проводящие сегменты 3' на три основные области, т.е. на соединительную область 6', контактную область 7' и переходную область 31, соединяющую контактную область 7' с соединительной областью 6'. В этом варианте выполнения переходная область 31 расположена наклонно к оси 2 коллектора.
Важное значение имеют размеры проводящих сегментов 3' на различных участках. В то время как измеренная в радиальном направлении толщина соединительных областей 6' и измеренная в осевом направлении толщина контактных областей 7' велики, поперечное сечение переходных областей 31, перпендикулярное к направлению теплового потока внутри проводящей заготовки, особенно мало; другими словами, переходные области 31 выполнены особенно тонкостенными для создания теплового сопротивления. Переходные области 31 соединены с контактными областями 7' на удалении от угольных сегментов 4, поэтому контакт между соединительными областями 6' и переходными областями 31 проводящих сегментов 3', с одной стороны, и угольными сегментами 4', с другой стороны, отсутствует.
Перед экструзией несущего каркаса 1 наружную в радиальном направлении кольцевую область первоначально ровной торцевой поверхности угольной втулки, обращенной к проводящей заготовке, обтачивают для удаления металлизации, образуя ступеньку 32. Поэтому ребро 30 из прессовочного материала, образованное при экструзии несущего каркаса 1, заходит не только в углубление 29 в проводящей заготовке, но и на соответствующую ступеньку 32 угольной втулки. Электрическое соединение между проводящими сегментами 3 и угольными сегментами 4 ограничено внутренней в радиальном направлении областью, в которой анкерные участки 11 проводящих сегментов 3 прилегают к анкерным участкам 28 угольных сегментов 4.
Так же, как в барабанном коллекторе согласно фиг.1 и 2, буртик 14 несущего каркаса в барабанном коллекторе, изображенном на фиг.9, 10 и 11, закрывает торцевую сторону 15 угольных сегментов только во внутренней в радиальном направлении области. Металлизацию, которая раньше была в кольцевой области 33 и на рабочей поверхности 27 щеток, стачивают. Экструзионный инструмент, используемый для экструзии несущего каркаса 1, устанавливают с плотным прилеганием к торцевой стороне угольной втулки в кольцевой области 33.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛЛЕКТОР ДЛЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2340993C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО КОЛЛЕКТОРА И ПРОВОДЯЩАЯ ЗАГОТОВКА ДЛЯ ПЛОСКОГО КОЛЛЕКТОРА | 2005 |
|
RU2361339C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА И КОЛЛЕКТОР | 2005 |
|
RU2361341C2 |
| БАРАБАННЫЙ КОЛЛЕКТОР ДЛЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2003 |
|
RU2309513C2 |
| ПЛОСКИЙ КОЛЛЕКТОР | 2004 |
|
RU2343609C2 |
| КОЛЛЕКТОР ДЛЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2321117C2 |
| Ротор динамоэлектрической машины | 2014 |
|
RU2648256C2 |
| ПЛОСКИЙ КОЛЛЕКТОР И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО КОЛЛЕКТОРА | 2006 |
|
RU2382456C2 |
| ПЛОСКИЙ КОЛЛЕКТОР И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО КОЛЛЕКТОРА | 2006 |
|
RU2382455C2 |
| СОЕДИНИТЕЛЬНАЯ ВИЛКА С ЦЕНТРАЛЬНЫМ ШТЫРЕМ И ЛАМЕЛЬНОЙ ВТУЛКОЙ, СПОСОБ ФОРМИРОВАНИЯ СОЕДИНИТЕЛЬНОЙ ВИЛКИ И СОЕДИНИТЕЛЬНОЙ РОЗЕТКИ С ЛАМЕЛЬНОЙ ВТУЛКОЙ | 2020 |
|
RU2758795C1 |


Изобретение относится к области электротехники, а именно к особенностям конструктивного выполнения барабанных коллекторов. Сущность изобретения состоит в том, что способ изготовления барабанного коллектора, содержащего выполненный из изолирующего прессовочного материала несущий каркас (1) в виде втулки, множество металлических проводящих сегментов (3, 3') и такое же количество угольных сегментов (4), электрически соединенных с проводящими сегментами (3, 3'), включает следующие операции: изготовление металлической проводящей заготовки, содержащей множество проводящих сегментов, из которых каждые два соседних соединены друг с другом через перемычку (20), причем расстояние от внутренних в радиальном направлении поверхностей перемычек (20) до оси (2) коллектора по существу соответствует расстоянию от наружных в радиальном направлении поверхностей проводящих сегментов (3, 3') до оси (2) коллектора, изготовление угольной втулки, наружная поверхность (26) которой имеет по существу форму кругового цилиндра, причем, по меньшей мере, внутреннюю в радиальном направлении поверхность и одну торцевую в осевом направлении поверхность угольной втулки металлизируют, соединение проводящей заготовки с угольной втулкой в осевом направлении с образованием электропроводящих контактных зон (17) между проводящими сегментами (3, 3') и металлизированной торцевой поверхностью угольной втулки, экструзию состоящего из изолирующего прессовочного материала несущего каркаса (1) в экструзионном инструменте на комбинированный узел, состоящий из проводящей заготовки и угольной втулки, причем металлизированную внутреннюю в радиальном направлении поверхность угольной втулки покрывают прессовочным материалом, удаление перемычек (20) с образованием кольцевой замкнутой, имеющей по существу форму кругового цилиндра поверхности (19) с чередующимися зонами из прессовочного материала и зонами из металла, образование угольных сегментов (4) путем выполнения в угольной втулке осевых прорезей (16), проходящих в радиальном направлении до несущего каркаса (1) и расположенных в осевых плоскостях, находящихся каждая между двумя проводящими сегментами (3, 3'), причем кольцевую замкнутую, имеющую по существу форму кругового цилиндра поверхность (19) с чередующимися зонами из прессовочного материала и зонами из металла, по меньшей мере, частично сохраняют. Конструктивная особенность полученного таким способом барабанного коллектора состоит в том, что он имеет расположенную вблизи соединительных лепестков (8) замкнутую, кольцевую, имеющую по существу форму кругового цилиндра поверхность (19) с чередующимися зонами из прессовочного материала и зонами из металла, а внутренняя поверхность угольных сегментов (4), соединенная с несущим каркасом, металлизирована. Технический результат от использования данного изобретения состоит в повышении надежности и долговечности барабанного коллектора, имеющего компактную конструкцию, при одновременном обеспечении жестких требований к рабочим температурам без повышения сопротивления, а также возможности осуществлять без повреждений приваривание провода роторной обмотки к проводящим сегментам. 2 н. и 19 з.п. ф-лы, 11 ил.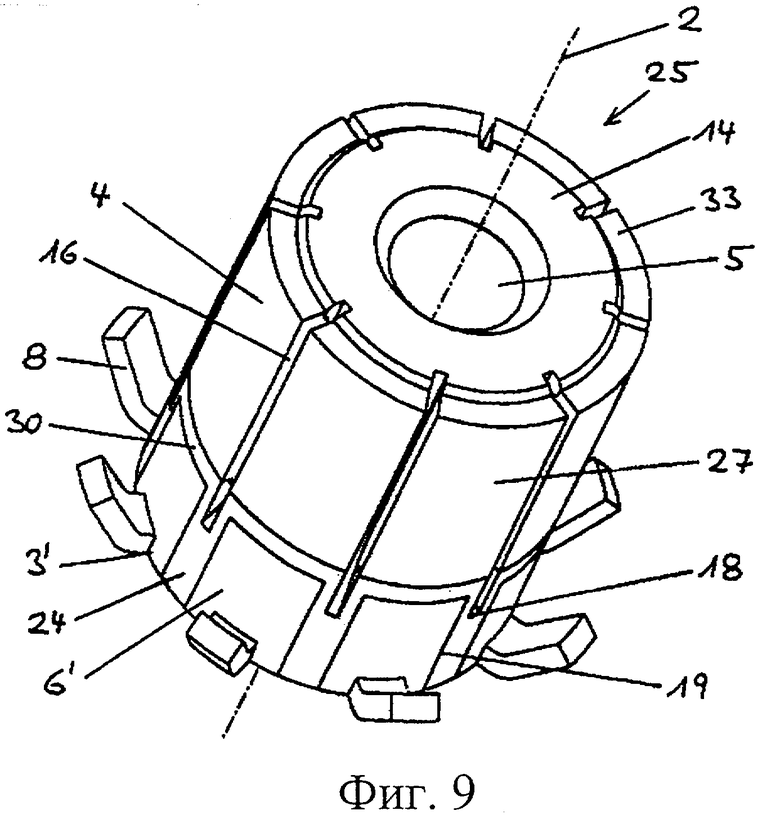
изготовление металлической проводящей заготовки, содержащей множество проводящих сегментов, из которых каждые два соседних соединены друг с другом перемычкой (20), причем расстояние от внутренних в радиальном направлении поверхностей перемычек (20) до оси (2) коллектора по существу соответствует расстоянию от наружных в радиальном направлении поверхностей проводящих сегментов (3, 3') до оси (2) коллектора;
изготовление угольной втулки, наружная поверхность (26) которой имеет по существу форму кругового цилиндра, причем, по меньшей мере, внутреннюю в радиальном направлении поверхность и одну торцевую в осевом направлении поверхность угольной втулки металлизируют;
соединение проводящей заготовки с угольной втулкой в осевом направлении с образованием электропроводящих контактных зон (17) между проводящими сегментами (3, 3') и металлизированной торцевой поверхностью угольной втулки;
экструзию состоящего из изолирующего прессовочного материала несущего каркаса (1) в экструзионном инструменте на комбинированный узел, состоящий из проводящей заготовки и угольной втулки, причем металлизированную внутреннюю в радиальном направлении поверхность угольной втулки покрывают прессовочным материалом;
удаление перемычек (20) с образованием кольцевой замкнутой, имеющей по существу форму кругового цилиндра поверхности (19) с чередующимися зонами из прессовочного материала и зонами из металла;
образование угольных сегментов (4) путем выполнения в угольной втулке осевых прорезей (16), проходящих в радиальном направлении до несущего каркаса (1) и расположенных в осевых плоскостях, находящихся каждая между двумя проводящими сегментами (3, 3'), причем кольцевую замкнутую, имеющую по существу форму кругового цилиндра поверхность (19) с чередующимися зонами из прессовочного материала и зонами из металла, по меньшей мере, частично сохраняют.
| DE 3150505 A1, 14.07.1983 | |||
| Способ изготовления углеграфитового коллектора электрической машины | 1986 |
|
SU1328868A1 |
| Способ изготовления углеграфитового коллектора электрической машины | 1989 |
|
SU1723610A1 |
| Графитовый коллектор электрическойМАшиНы | 1979 |
|
SU845201A1 |
| Коллектор электрической машины | 1978 |
|
SU752574A1 |
| Способ изготовления графических коллекторов электрических машин | 1976 |
|
SU610217A1 |
| Коллектор для электрической машины | 1982 |
|
SU1069038A1 |
| Коллектор электрической машины | 1979 |
|
SU792389A1 |
| DE 19903921 A, 05.08.1999 | |||
| US 5637944 A, 10.07.1997 | |||
| DE 19925286 A, 07.12.2000 | |||
| Устройство для импульсного управления тяговым электродвигателем постоянного тока | 1980 |
|
SU935331A1 |
| US 6160337 A, 12.12.2000. | |||

