Данное изобретение относится к способу изготовления коллектора, содержащего монолитный несущий элемент из изолирующего прессовочного материала, множество проводящих сегментов, равномерно расположенных вокруг оси, и уравнивающее устройство, имеющее несколько уравнивающих элементов, при этом проводящие сегменты закреплены в несущем элементе и соединены друг с другом попарно или группами с помощью уравнивающих элементов, заделанных в несущий элемент. Изобретение относится также к коллектору, содержащему монолитный несущий элемент из изолирующего прессовочного материала, множество металлических проводящих сегментов, расположенных равномерно вокруг оси, и уравнивающее устройство, имеющее несколько уравнивающих элементов, при этом проводящие сегменты закреплены в несущем элементе и соединены друг с другом попарно или группами с помощью уравнивающих элементов, заделанных в несущий элемент.
Известно, что в коллекторах проводящие сегменты, которые должны иметь одинаковый потенциал, соединяют электрически друг с другом с помощью уравнивающих элементов, совокупность которых образует уравнивающее устройство. Преимущество таких коллекторов состоит в том, что в многополюсных двигателях обходятся меньшим количеством щеток, что благоприятно в отношении габаритных размеров. Кроме того, благодаря соединению проводящих сегментов с равными потенциалами магнитные потоки полюсов становятся равномерными, вследствие чего равномерным также становится вращение соответствующего двигателя и нагрузка на подшипники, вызванная несимметричными силами, уменьшается.
В одной из конструкций коллектора такого типа уравнивающие элементы образованы отрезками провода, которые после изготовления коллектора подключают к проводящим сегментам (например, к соединительным крючкам для обмотки ротора), и размещают вне коллектора, в частности в области его периферии или торцевой поверхности (см., например, US 6320293 В1, US 3484634 А, ЕР 1073182 А2, DE 19950370 B4 и JP 2001103714 А). Недостатком таких коллекторов является опасность повреждения изоляции открытых отрезков провода во время изготовления коллектора и/или эксплуатации оснащенной им машины, с последующим коротким замыканием между проводящими сегментами с разными потенциалами. Чтобы этого избежать, было предложено прокладывать отрезки провода, образующие уравнивающие элементы, перед намоткой обмотки якоря в предусмотренных для этого пазах якоря (см., например, DE 19917579 А1 и JP 2003169458 А). Недостатком такого способа, в котором уравнивающее устройство изготавливают лишь после изготовления коллектора, в связи с изготовлением обмотки якоря, является дополнительная загруженность намоточных машин, имеющая следствием соответственно уменьшенную производственную мощность.
Оба указанных недостатка отсутствуют в типовых коллекторах, в которых уравнивающее устройство интегрируется в соответствующий коллектор уже при его изготовлении и потому является как защищенным, так и не зависящим от процесса изготовления обмотки якоря. Правда, в таких случаях, согласно уровню техники (см., например, US 6057626 А и DE 3901905 С1), обычно нужно использовать специальные, высеченные из листового материала уравнивающие элементы, которые имеют достаточную прочность, чтобы не разрушиться при последующем литье несущего элемента из пластифицированного прессовочного материала. Изготовление и создание запасов таких специфических уравнивающих элементов ведет к сравнительно высокой стоимости изготовления типовых коллекторов. Согласно DE 10116182 А1, заделанные в несущий элемент уравнивающие элементы выполнены в виде металлических проводящих перемычек, которые припаивают или приваривают внутри к проводящим сегментам. Для того чтобы они при литье несущего элемента не подвергались недопустимым деформациям, которые могли бы привести к короткому замыканию, эти проводящие перемычки должны иметь большую жесткость, т.е. сравнительно большое поперечное сечение. К тому же во избежание опасности короткого замыкания из-за контакта после деформирования при литье несущего элемента нужно выдерживать минимальное расстояние между проводящими перемычками и от проводящих перемычек до проводящих сегментов. Из-за этого конструкция, описанная в DE 10116182 A1, непригодна для компактных коллекторов с малыми габаритами.
В коллекторе, несущий элемент которого собирается из нескольких предварительно изготовленных деталей, а уравнивающие элементы расположены в кольцевой полости между несущим элементом и проводящими сегментами (см. JP 60162451 А), затраты на изготовление настолько высоки, что он не является конкурентоспособным при массовом производстве.
В свете указанного состояния техники, в основе изобретения лежит задача создать способ, позволяющий со сравнительно малыми затратами изготовить типовой коллектор, который, даже если он компактный и имеет малые габариты, не подвержен повреждениям.
Для решения этой задачи согласно данному изобретению предложен способ изготовления коллектора, содержащего монолитный несущий элемент из изолирующего прессовочного материала, множество металлических проводящих сегментов, расположенных равномерно вокруг оси, и уравнивающее устройство, имеющее несколько уравнивающих элементов, при этом проводящие сегменты закреплены в несущем корпусе и соединены друг с другом попарно или группами с помощью заделанных в несущий элемент уравнивающих элементов, включающий следующие операции:
- приготовление кольцевой конструкции, содержащей проводящие сегменты;
- приготовление отрезков провода, количество которых соответствует количеству требуемых уравнивающих элементов и которые содержат проводник и окружающую его изоляционную оболочку, удаленную на концах;
- изгибание отрезков провода по дуге в средней области;
- электрическое соединение концов проводников отрезков провода с соответствующими проводящими сегментами на соединительных элементах, расположенных на проводящих сегментах;
- вставку кольцевой конструкции, снабженной отрезками провода, в составную литьевую форму, при этом когда форма закрыта, отрезки провода входят в множество лоткообразных опорных элементов, расположенных концентрично вокруг оси на одной из частей литьевой формы;
- заполнение полости формы пластифицированным прессовочным материалом с заделкой уравнивающих элементов;
- отверждение прессовочного материала;
- открытие литьевой формы и извлечение заготовки коллектора;
- окончательная обработка заготовки коллектора.
Таким образом, для предложенного способа изготовления коллектора, в котором уравнивающее устройство заделано в монолитный несущий элемент из прессовочного материала, характерным является то, что для изготовления уравнивающего устройства используют множество отрезков провода, имеющих открытый на концах проводник, остальная часть которого окружена (при попарном соединении проводящих сегментов) изоляционной оболочкой, и которые после предварительного изгибания в средней области по дуге соединяют концами с определенными соединительными элементами на двух соответствующих проводящих сегментах, предпочтительно на их внутренней в радиальном направлении стороне. При этом разрушение уравнивающих элементов, образованных отрезками провода, при литье несущего элемента из пластифицированного прессовочного материала, полностью окружающего отрезки провода, эффективно предотвращается благодаря тому, что отрезки провода опираются на опорные элементы и фиксируются этими опорными элементами, которые расположены в одной из частей литьевой формы и выполнены в форме лотка таким образом, что отрезки провода при вставке кольцевой конструкции, уже снабженной отрезками провода, в литьевую форму и последующем закрытии последней входят в эти лоткообразные опорные элементы. Такое размещение уравнивающих элементов при литье несущего элемента из пластифицированного прессовочного материала позволяет выполнить их в виде отрезков совсем недорогого обычного провода, который вовсе не должен обладать особенной жесткостью. При этом благодаря окружающей проводник изоляции не страшно, если отрезки провода касаются друг друга. На практике это означает, что уравнивающие элементы могут изготавливаться экономичным способом, путем отрезания от провода отдельных отрезков, что приводит к существенной экономии затрат по сравнению с известными типовыми коллекторами. В этой связи оказывается также выгодным, что для изготовления уравнивающих устройств различных коллекторов можно применять один и тот же исходный материал в виде обычного стандартного провода. Таким образом, при использовании данного изобретения, с применением одного и того же исходного материала можно изготавливать также и такие коллекторы, в которых одним отрезком провода электрически соединяются три или более проводящих сегментов в виде группы. В этом случае изоляционную оболочку отрезков провода, в зависимости от количества соединяемых друг с другом проводящих сегментов, дополнительно удаляют на одном или нескольких участках между концами отрезков и открытый на этих участках проводник соединяют с помощью соответствующих соединительных элементов с одним или несколькими проводящими сегментами.
В дальнейшем изобретение поясняется (только) на примере коллекторов, в которых проводящие сегменты соединены электрически с помощью уравнивающих элементов попарно, однако описанные варианты выполнения ни в коем случае не ограничивают изобретения.
Согласно первому предпочтительному усовершенствованию изобретения, концы отрезков провода механически зажимают с проводящими сегментами. Для этого каждый из проводящих сегментов может иметь, например, на своей внутренней в радиальном направлении стороне, два выступающих в радиальном направлении внутрь зажимных язычка, которые для зажима вставленного между ними конца соответствующего отрезка провода изгибаются в направлении друг к другу. Зажимные язычки могут являться частью анкерных элементов, при помощи которых проводящие сегменты закреплены в несущем элементе. Такой механический зажим отрезков провода с проводящими сегментами может представлять собой единственное соединение или обеспечивать только механическую фиксацию перед тем, как отрезки провода припаивают или приваривают к проводящим сегментам, например путем лазерной или контактной сварки. Однако такой механический зажим в рамках изобретения не является обязательным и для соединения отрезков провода с проводящими сегментами можно использовать пайку, сварку, электропроводящее склеивание и т.п. без предварительного механического зажима.
Согласно другому предпочтительному усовершенствованию изобретения, проводники отрезков провода выполнены из меди. Для изоляционной оболочки отрезков провода можно использовать различные материалы, например, она может быть выполнена из лака, тефлона или силикона. Выбор подходящего материала осуществляется с учетом (механической и термической) нагруженности изоляции в процессе изготовления коллектора. В большинстве случаев достаточным является особенно экономичное выполнение изоляционной оболочки из лака.
В отношении удаления изоляционной оболочки на обоих концах отрезков провода предусмотрено, что изоляционную оболочку удаляют, в частности стачивают, на участках непрерывного провода перед разделением его на отрезки путем разрезания в заданных местах открытых проводников. Такой способ является очень экономичным, так как позволяет одновременно подготавливать несколько отрезков провода и исключает необходимость зажима отдельных отрезков для удаления изоляционной оболочки на их концах. Он представляется возможным также и тогда, когда изоляционная оболочка настолько хорошо сцепляется с проводником, что ее нельзя стянуть наподобие рукава с проводника, чтобы открыть его на концах отрезков провода. Если же изоляционную оболочку из-за сравнительно малого сцепления с проводником можно легко стянуть с него, то от провода можно отрезать отрезки и затем удалять изоляционную оболочку на их концах.
Данное изобретение можно использовать для разных конструкций коллекторов и способов их изготовления. Оно пригодно не только для барабанных коллекторов, в которых соединительные элементы для уравнивающих элементов расположены на проводящих сегментах внутри в радиальном направлении, но и для плоских коллекторов. При этом в общем не имеет значения, образована ли кольцевая конструкция, в которой проводящие сегменты расположены в их по существу конечной конфигурации, проводящей заготовкой, в которой проводящие сегменты соединены друг с другом перемычками, выполненными с ними как одно целое и впоследствии удаляемыми, или клеткой с размещенными в ней отдельными проводящими сегментами. Это имеет значение лишь для операций, относящихся к конечной обработке заготовки коллектора, которые сами по себе достаточно известны из процессов изготовления сравнимых коллекторов без уравнивающего устройства. Для осуществления изобретения также не важно, расположена ли рабочая щеточная поверхность непосредственно на проводящих сегментах или на угольных сегментах, электрически соединенных с проводящими сегментами.
Если изобретение используется в барабанном коллекторе, то особенно предпочтительно, чтобы дугообразные области отрезков провода уравнивающего устройства были расположены в области той торцевой стороны несущего элемента, на которой также расположены соединительные шины проводящих сегментов. Это выгодно в том отношении, что в этом случае опорные элементы, на которые при заливке несущего элемента опираются отрезки провода, расположены, при типовой конструкции коллектора, в особенно толстостенной области несущего элемента, так что вмятины, которые оставляют опорные элементы в несущем элементе, не ухудшают механические свойства коллектора. К тому же в этом случае зона подачи прессовочного материала в формующую полость формы для литья под давлением может быть выбрана особенно удачно так, что отрезки провода вдавливаются в лоткообразные опорные элементы вводимым под давлением в форму пластифицированным прессовочным материалом.
Несмотря на описанное выше особенно предпочтительное расположение дугообразных областей отрезков провода рядом с соединительными шинами, соединительные точки, в которых отрезки провода соединяются со своими концами с проводящими сегментами, расположены предпочтительно на удалении от соединительных крючков проводящих сегментов. Это выгодно как с точки зрения доступности соединительных точек во время изготовления коллектора согласно изобретению, так и с точки зрения как можно меньшей температурной нагрузки на соединения отрезков провода с проводящими сегментами при приваривании обмотки ротора к соединительным шинам коллектора. В этом отношении для барабанного коллектора, выполненного согласно изобретению, особенно целесообразно, чтобы отрезки провода имели расположенные вне средней дугообразной области две наружные области, проходящие по существу параллельно оси коллектора и перекрывающие осевое расстояние между дугообразными областями отрезков провода и соединительными точками. Если же такое осевое смещение между дугообразными областями отрезков провода и соединительными точками, где уравнивающие элементы соединены с проводящими сегментами, не предусмотрено, то оголенные, освобожденные от изоляционной оболочки концы проводника будут расположены непосредственно рядом со средними дугообразными областями отрезков провода.
В отдельных отрезках провода их указанные наружные области, проходящие параллельно оси коллектора, могут различаться по длине. Это дает возможность, несмотря на расположение соединительных точек для отрезков провода в одной плоскости, расположить дугообразные средние области ступенчато в осевом направлении, в плоскостях, смещенных в осевом направлении друг относительно друга. В результате все дугообразные средние области отрезков провода могут иметь одинаковый радиус кривизны и могут быть расположены по существу на общей цилиндрической поверхности. Это сводит к минимуму дисбаланс коллектора и увеличивает его долговечность.
В отношении минимального дисбаланса также целесообразно, чтобы отрезки провода, каждый из которых соединяет два расположенных противоположно проводящих сегмента, были расположены с таким распределением вокруг оси, что количество проходящих под проводящим сегментом (без контакта с ним) отрезков провода меньше или равно одной четверти количества проводящих сегментов. Например, в коллекторе с 16 проводящими сегментами под каждым из них проходит, без контакта с этим сегментом, три или четыре отрезка провода; в коллекторе с 18 проводящими сегментами под каждым из них проходят четыре отрезка провода, а в коллекторе с 20 проводящими сегментами под каждым из них проходят четыре или пять отрезков провода.
В дальнейшем изобретение поясняется подробнее на примере предпочтительного варианта его осуществления, представленного на чертежах, где
фиг.1 изображает в перспективе проводящую заготовку с установленными уравнивающими элементами согласно изобретению, предназначенную для дальнейшей обработки и получения барабанного коллектора,
фиг.2 изображает в перспективе отрезок провода, который используется в показанной на фиг.1 проводящей заготовке в качестве одного из уравнивающих элементов,
фиг.3 изображает осевой разрез литьевой формы во время заливки несущего элемента под давлением на проводящую заготовку согласно фиг.1 и
фиг.4 изображает проводящую заготовку согласно фиг.1, надетую на нижнюю часть литьевой формы согласно фиг.3.
Показанная на фиг.3 и 4 литьевая форма 2 для литья под давлением несущего элемента 1 барабанного коллектора имеет верхнюю часть 3 и нижнюю часть 4. Для образования проходящего через несущий элемент 1 концентрично с осью 5 отверстия 6, которое служит для закрепления коллектора на валу ротора, в нижней части 4 формы размещен цилиндрический литейный стержень 7. Нижняя часть 4 формы окружена опорной оболочкой 8, а верхняя часть 3 формы прилегает к нажимной плите 9, вместе с которой она ограничивает литниковый канал А. Для изготовления свободной полости несущего элемента 1 коллектора верхняя часть 3 формы имеет конический выступ 10.
В литьевую форму, которая на чертеже показана в закрытом положении, вставлена кольцевая конструкция 11 в виде проводящей заготовки, имеющей цилиндрическую форму на большей части своей длины. Она содержит 20 проводящих сегментов 13, из которых каждые два соседние сегмента 13 соединены друг с другом через одну из перемычек 14, выполненных как одно целое с проводящими сегментами. Эти перемычки после отверждения несущего элемента и извлечения заготовки коллектора из литьевой формы разрезают или удаляют, чтобы отделить и изолировать проводящие сегменты 13 друг от друга. В данном варианте выполнения перемычки 14 имеют такую же толщину, как и проводящие сегменты 13, так что в качестве перемычки 14 служит материал, который удаляют при разделении проводящей заготовки 12 на отдельные проводящие сегменты 13 при помощи пропилов S. Верхняя 3 и нижняя часть 4 формы уплотнительными зонами 15, 16 герметично прилегают к соответствующим уплотнительным поверхностям проводящей заготовки 12.
Описанные элементы литьевой формы известны из уровня техники, например, используются в литьевых формах для изготовления обычных коллекторов без уравнивающего устройства и потому не нуждаются в подробном пояснении.
Каждые два расположенных диаметрально противоположно проводящих сегмента 13 электрически соединены друг с другом через уравнивающий элемент 17. Соответственно, барабанный коллектор имеет десять уравнивающих элементов 17, которые в совокупности образуют уравнивающее устройство 18. Каждый из десяти уравнивающих элементов состоит из отрезка 19 провода, имеющего среднюю область 20, изогнутую в форме полуокружности, и две наружные области 21, которые проходят параллельно оси 5 коллектора. Отрезки 19 провода состоят из медного проводника, окруженного изоляционной оболочкой 22, которая удалена на концах 23 отрезка, так что проводник 24 там открыт.
Для механического зажима концов 23 отрезков 19 провода с проводящими сегментами 13 два анкерных элемента 25, расположенных в радиальном направлении внутри на каждом проводящем сегменте 13 на удалении от соединительных крючков 26, еще не изогнутых на проводящей заготовке, имеют два зажимных язычка 27, между которыми размещают и зажимают оголенный конец 28 проводника 24. В этом отношении анкерные элементы 25 представляют собой соединительные элементы 29, служащие для электрического соединения уравнивающих элементов 17 с проводящими сегментами 13. Для лучшего контакта дополнительно предусмотрено паяное соединение между оголенными концами 28 проводника 24 и анкерными элементами 25. Ввиду того, что к моменту изготовления несущего элемента 1 соединительные крючки 26 имеют вытянутую форму, уплотнительная зона 16 нижней части 4 литьевой формы выполнена соответственно ступенчатой.
Нижняя часть 4 литьевой формы 2 имеет на своей внутренней торцевой поверхности 30 пять опорных элементов 31, выступающих от нее внутрь в осевом направлении и равномерно расположенных вокруг оси 5. Эти элементы выполнены по существу U-образными, так что образуют лотки 32, в которые входят изогнутые в форме полуокружности средние области 20 отрезков 19 провода при вставке проводящей заготовки 12, уже снабженной уравнивающими элементами 17, в нижнюю часть 4 литьевой формы. При заливке пластифицированного прессовочного материала в закрытую литьевую форму 2 через заливочный канал А, проходящий через выступ 10 верхней части 3 литьевой формы, отрезки 19 провода жестко вдавливаются прессовочным материалом в опорные элементы 31 и надежно фиксируются в них.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО КОЛЛЕКТОРА И ПРОВОДЯЩАЯ ЗАГОТОВКА ДЛЯ ПЛОСКОГО КОЛЛЕКТОРА | 2005 |
|
RU2361339C2 |
| БАРАБАННЫЙ КОЛЛЕКТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2289181C2 |
| БАРАБАННЫЙ КОЛЛЕКТОР ДЛЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2003 |
|
RU2309513C2 |
| КОЛЛЕКТОР ДЛЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2321117C2 |
| КОЛЛЕКТОР ДЛЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2340993C2 |
| ПЛОСКИЙ КОЛЛЕКТОР | 2004 |
|
RU2343609C2 |
| ОБМОТКА И СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТКИ | 2009 |
|
RU2507620C2 |
| Способ изготовления коллектора | 1984 |
|
SU1307497A1 |
| Ротор динамоэлектрической машины | 2014 |
|
RU2648256C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЛАСТИКОВОГО ОКОННОГО СТЕКЛА С ЭЛЕКТРОПРОВОДЯЩЕЙ СТРУКТУРОЙ И ПЛАСТИКОВОГО ОКОННОГО СТЕКЛА С ЗАДЕЛАННЫМИ ПРОВОЛОКАМИ | 2002 |
|
RU2299808C2 |
Изобретение относится к способу изготовления коллектора. Коллектор содержит несущий элемент (1), множество закрепленных в нем проводящих сегментов (13) и уравнивающее устройство (18), имеющее несколько уравнивающих элементов (17), которые попарно или группами электрически соединяют друг с другом проводящие сегменты и которые образованы заделанными в несущий элемент отрезками (19) провода. Для изготовления такого коллектора изогнутые соответствующим образом отрезки (19) провода соединяют, по меньшей мере, концами, с соответствующими проводящими сегментами (13) кольцевой структуры, перед заливкой под давлением несущего элемента (1). Применяемая для этого литьевая форма (2) имеет множество лоткообразных опорных элементов (31), которые концентрично расположены вокруг оси (5) на одной из частей литьевой формы и в которые входят отрезки (19) провода. Коллектор может быть выполнен в виде барабанного коллектора. Техническим результатом является уменьшение габаритов и неподверженность повреждениям. 2 н. и 16 з.п. ф-лы, 4 ил.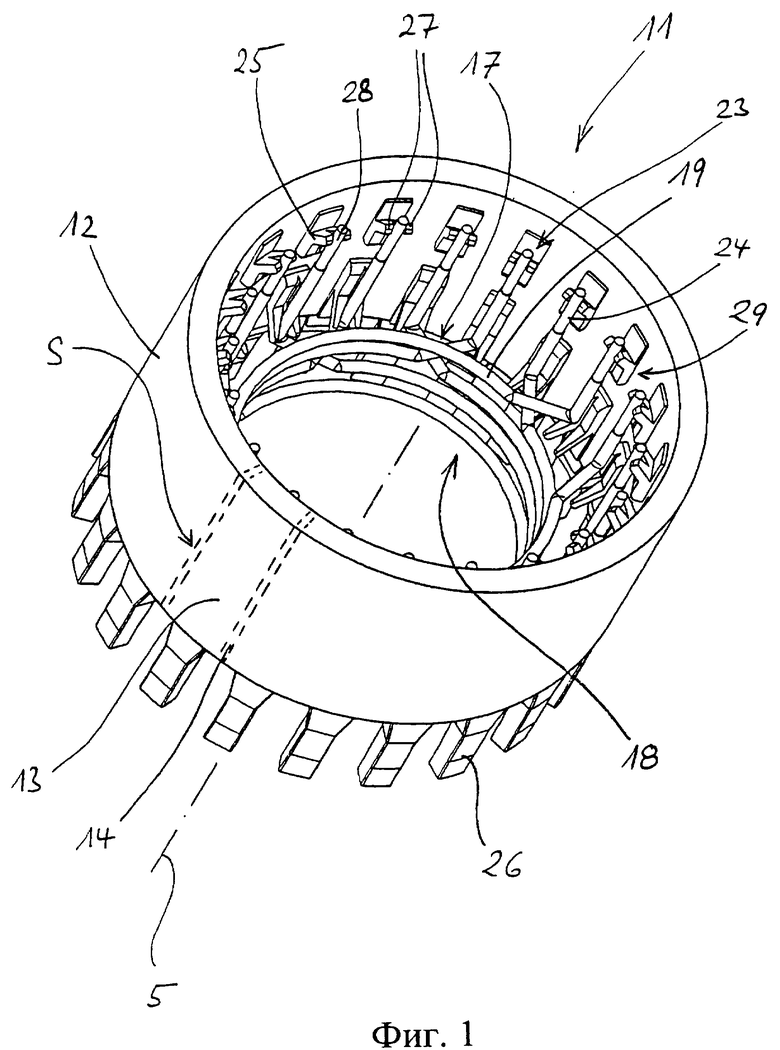
1. Способ изготовления коллектора, содержащего монолитный несущий элемент (1) из изолирующего прессовочного материала, множество металлических проводящих сегментов (13), расположенных равномерно вокруг оси (5), и уравнивающее устройство (18), имеющее несколько уравнивающих элементов (17), при этом проводящие сегменты закреплены в несущем элементе и электрически соединены друг с другом попарно или группами с помощью уравнивающих элементов, заделанных в несущий элемент, включающий следующие операции:
приготовление кольцевой конструкции (11), содержащей проводящие сегменты (13);
приготовление отрезков (19) провода, количество которых соответствует количеству требуемых уравнивающих элементов (17) и которые содержат проводник (24) и окружающую его изоляционную оболочку (22), при этом изоляционная оболочка на обоих концах удалена;
изгибание отрезков провода по дуге в средней области (20);
электрическое соединение концов (23) проводников (24) отрезков провода с проводящими сегментами (13) в расположенных на проводящих сегментах соединительных точках (29);
вставку кольцевой конструкции (11), снабженной отрезками (19) провода, в составную литьевую форму (2), при этом, когда форма закрыта, отрезки (19) провода входят во множество лоткообразных опорных элементов (31), расположенных концентрично вокруг оси (5) на одной из частей литьевой формы;
заполнение полости формы пластифицированным прессовочным материалом с заделкой отрезков (19) провода;
отверждение прессовочного материала;
открытие литьевой формы и извлечение заготовки коллектора;
окончательная обработка заготовки коллектора.
2. Способ по п.1, отличающийся тем, что концы отрезков (19) провода механически зажимают с проводящими сегментами (13).
3. Способ по п.1 или 2, отличающийся тем, что концы отрезков (19) провода припаивают или приваривают к проводящим сегментам (13).
4. Способ по п.1 или 2, отличающийся тем, что перед соединением концов (23) проводников (14) отрезков (19) провода с проводящими сегментами отрезкам (19) провода придают конфигурацию с дугообразной средней областью (20) и двумя проходящими, по существу, параллельно друг другу наружными областями (21), которые выступают, по существу, под прямым углом из плоскости изогнутой дугообразной области.
5. Способ по п.4, отличающийся тем, что различные отрезки (19) провода имеют наружные участки (21) разной длины.
6. Способ по п.1 или 2, отличающийся тем, что каждые два расположенные противоположно проводящие сегмента (13) соединяют друг с другом отрезками (19) провода, которые размещают с распределением вокруг оси (5) таким образом, что количество проходящих под каждым из проводящих сегментов (13) отрезков провода меньше или равно одной четверти количества проводящих сегментов.
7. Способ по п.1 или 2, отличающийся тем, что на проводе удаляют участки изоляционной оболочки (22) и разделяют его на отдельные отрезки (19) путем разрезания открытого проводника (24).
8. Способ по п.1 или 2, отличающийся тем, что отрезки (19) провода отрезают от провода перед последующим удалением на их концах изоляционной оболочки (22).
9. Способ по п.1 или 2, отличающийся тем, что кольцевая конструкция (11) образована проводящей заготовкой (12), в которой проводящие сегменты (13) соединены друг с другом перемычками (14), выполненными за одно целое с ними.
10. Способ по п.1 или 2, отличающийся тем, что кольцевая конструкция (11) образована клеткой с размещенными в ней отдельными проводящими сегментами (13).
11. Способ по п.1 или 2, отличающийся тем, что проводники (24) отрезков (19) провода выполнены из меди.
12. Способ по п.1 или 2, отличающийся тем, что изоляционная оболочка (22) отрезков (19) провода выполнена из лака, тефлона или силикона.
13. Коллектор, содержащий монолитный несущий элемент (1) из изолирующего прессовочного материала, множество расположенных равномерно вокруг оси (5) металлических проводящих сегментов (13) и уравнивающее устройство (18), содержащее несколько уравнивающих элементов (17), при этом проводящие сегменты закреплены в несущем элементе и соединены друг с другом попарно или группами с помощью заделанных в несущий элемент уравнивающих элементов, отличающийся тем, что уравнивающие элементы (17) образованы отрезками (19) провода с изогнутым средним участком (20), содержащими проводник (24) и окружающую его изоляционную оболочку (22), которая удалена на концах, а оголенные концы (28) каждого проводника соединены с двумя проводящими сегментами (13) в соединительных точках (29), расположенных на них внутри в радиальном направлении.
14. Коллектор по п.13, отличающийся тем, что отрезки (19) провода имеют каждый одну изогнутую по дуге среднюю область (20) и две проходящие, по существу, параллельно оси (5) коллектора наружные области (21).
15. Коллектор по п.14, отличающийся тем, что средние области (20) отдельных отрезков (19) провода расположены в разных плоскостях, а наружные области (21) отдельных отрезков (19) провода имеют разную длину.
16. Коллектор по любому из пп.13-15, отличающийся тем, что расположенные противоположно проводящие сегменты (13) соединены друг с другом попарно отрезками (19) провода, расположенными с распределением вокруг оси (5) таким образом, что количество проходящих под каждым проводящим сегментом (13) отрезков провода меньше или равно одной четверти количества проводящих сегментов.
17. Коллектор по любому из пп.13-15, отличающийся тем, что он выполнен в виде барабанного коллектора, а изогнутые по дуге средние области (20) отрезков (19) провода расположены рядом с той торцевой стороной несущего элемента (1), на которой расположены соединительные шины проводящих сегментов (13).
18. Коллектор по п.17, отличающийся тем, что соединительные точки для отрезков (19) провода расположены рядом с торцевой стороной несущего элемента (1), противоположной соединительным шинам.
| US 6057626 А, 02.05.2000 | |||
| Способ изготовления коллектора с ленточными петушками | 1985 |
|
SU1292085A1 |
| Ртутный вакуумметр | 1925 |
|
SU3003A1 |
| DE 10116182 A1, 24.10.2002 | |||
| JP 60162451 A, 24.08.1985. | |||

