Данное изобретение относится к барабанному коллектору для электрической машины, содержащему изготовленный из изолирующего прессовочного материала несущий элемент в форме втулки, множество металлических проводящих сегментов, которые равномерно установлены на нем вокруг оси коллектора и на концах которых расположены соединительные ушки, и кольцевой помехоподавляющий диск, электрически соединенный с проводящими сегментами в области концов, расположенных противоположно соединительным ушкам.
Барабанные коллекторы, называемые также цилиндрическими коллекторами, известны в многочисленных вариантах выполнения. При этом коллекторы все больше и больше оснащаются устройствами для подавления помех, чтобы предотвратить отрицательное влияние на расположенные вблизи электронные блоки. Такие помехоподавляющие устройства могут быть выполнены, главным образом, в виде кольцевых элементов из материала с сопротивлением, зависящим от напряжения, которые электрически соединены с проводящими сегментами.
Что касается расположения этих кольцевых элементов на барабанном коллекторе, то следует различать две основополагающие конструкции, в одной из которых помехоподавляющие кольца расположены в радиальном направлении снаружи от рабочей щеточной поверхности (см., например, US 5895990 A, US 5717270 A, GB 2183933 А и US 5796203 А), а во второй помехоподавляющие кольца расположены в радиальном направлении внутри относительно рабочей щеточной поверхности (см., например, US 6285106 В1 и DE 19953231 А1). Известны также особые конструкции барабанных коллекторов с подавлением помех, в которых проводящие сегменты расположены снаружи на цилиндрических помехоподавляющих элементах (см. DE 2055648 и DE 3614869 С2). Кроме того, в ЕР 364292 В1 описан барабанный коллектор, содержащий несущий элемент из термопластичного материала, в котором под соединительными ушками, если смотреть в радиальном направлении, предусмотрено теплостойкое усиливающее кольцо, которое может иметь помехоподавляющее покрытие или может быть расположено рядом с отдельным помехоподавляющим кольцом; при этом усиливающее кольцо, так же как и предусмотренное при необходимости отдельное помехоподавляющее кольцо, расположено на посадочном месте несущего элемента, где оно удерживается планками, выступающими от проводящих сегментов.
Недостаток барабанных коллекторов с помехоподавляющими кольцами, расположенными в радиальном направлении снаружи от рабочей щеточной поверхности, состоит в том, что процесс изготовления не может быть автоматизирован или, в лучшем случае, может быть автоматизирован в ущерб качеству. Впрочем, для многих практических применений из-за ограниченного пространства, имеющегося в распоряжении для коллектора, приемлемыми являются лишь барабанные коллекторы с помехоподавляющими кольцами, расположенными в радиальном направлении внутри относительно рабочей щеточной поверхности.
Проблема, которая существует для барабанных коллекторов с помехоподавляющими кольцами, расположенными в радиальном направлении внутри относительно рабочей щеточной поверхности, связана с тем, что характеристики теплового расширения помехоподавляющих колец, выполненных обычно из керамического материала, отличаются от характеристик теплового расширения остальных элементов коллектора. Поэтому возникающие из-за этого тепловые напряжения, если только не приняты специальные меры, могут привести к преждевременному выходу коллекторов из строя в результате разрушения помехоподавляющих дисков и/или разрушения соединений проводящих сегментов с помехоподавляющими дисками. Для решения этой проблемы в DE 19953231 А1 предложено соединять помехоподавляющий диск с несущим элементом с помощью эластичного клея, а проводящие сегменты с помехоподавляющим диском через тонкие провода, которые припаиваются с одной стороны к соединительному ушку соответствующего проводящего сегмента, а с другой стороны к соответствующей металлизированной зоне помехоподавляющего диска. В противоположность этому, в барабанном коллекторе согласно US 6285106 В1 для электрического контакта проводящих сегментов с помехоподавляющим диском предусмотрены пластинчатые пружины, расположенные внутри кольцевой полости, которая ограничена несущим элементом, проводящими сегментами и кольцевой крышкой и в которой также размещен помехоподавляющий диск. Пластинчатые пружины, которые позволяют избежать негативных последствий, вызванных различием теплового расширения помехоподавляющего диска, с одной стороны, и остальных элементов коллектора, с другой стороны, в радиальном направлении, могут быть закреплены, например, на кольцевой крышке.
Недостатком обоих известных, получивших высокую оценку барабанных коллекторов, каждый из которых содержит один помехоподавляющий диск, расположенный в радиальном направлении внутри проводящих сегментов, являются, в частности, препятствующие конкурентоспособности этих барабанных коллекторов большие затраты при изготовлении, которые, в особенности в случае коллектора согласно ЕР 364292 В1, в основном обусловлены большим количеством соединяемых деталей. Кроме того, недостатком барабанного коллектора, описанного в ЕР 364292 В1, является ухудшение контакта, создаваемого только усилием прилегания пластинчатых пружин к проводящим сегментам и помехоподавляющему диску, с течением времени, например из-за коррозии.
В соответствии с этим задача, положенная в основу изобретения, состоит в создании долговечного, надежного, защищенного от помех барабанного коллектора указанного типа, который может быть изготовлен с малыми затратами и имеет низкую стоимость, причем особенно предпочтительно обеспечить возможность изготовления защищенного от помех барабанного коллектора по существу с такими же размерами, как у барабанного коллектора без защиты от помех с одинаковыми конструктивными параметрами.
Согласно изобретению эта задача решена посредством того, что проводящие сегменты имеют на концах, противоположных соединительным ушкам, упругие контактные язычки в форме, по существу, осевых пальцев, которые в контактных точках, расположенных на расстоянии от оснований контактных язычков, непосредственно и жестко соединены с помехоподавляющим диском, причем каждый из упругих контактных язычков в области между своим основанием и своей контактной точкой отделен от соседних деталей барабанного коллектора таким образом, что в этой области положение контактных язычков относительно соседних деталей коллектора может изменяться в результате теплового расширения. Таким образом, первый характерный признак барабанного коллектора согласно изобретению состоит в том, что контактные язычки, которые являются составной частью проводящих сегментов, выполненной за одно целое с их остальной частью, служат непосредственно для контакта проводящих сегментов с помехоподавляющим диском. Таким образом, барабанный коллектор согласно изобретению не имеет отдельных, дополнительных деталей, в частности, в виде проводов и пластинчатых пружин, которые предусмотрены в известных коллекторах для контакта проводящих сегментов с помехоподавляющим диском. Прямой и непосредственный контакт контактных язычков, сформированных как одно целое с проводящими сегментами, с помехоподавляющим диском, не оказывающий отрицательного влияния на долговечность барабанного коллектора, становится возможным благодаря тому, что контактные язычки могут деформироваться с целью компенсации различий в характеристиках теплового расширения, с одной стороны, помехоподавляющего диска, и, с другой стороны, остальных деталей коллектора. В свою очередь, способность контактных язычков деформироваться достигается, во-первых, благодаря их упругому выполнению, причем контактные точки, в которых контактные пружины непосредственно и жестко соединены с помехоподавляющим диском, расположены на расстоянии от оснований контактных язычков, где они, в смысле статического закрепления, переходят в соседнюю область проводящих сегментов, и во-вторых, благодаря отделению контактных язычков от соседних деталей, поэтому последние не препятствуют свободной компенсации расширений. Это обеспечивается в особенности благодаря тому, что в барабанном коллекторе согласно изобретению упругие контактные язычки по своим внутренним в радиальном направлении поверхностям отделены от соседней детали, расположенной относительно них внутри в радиальном направлении, и расстояние от контактного язычка до соответствующей детали может изменяться вследствие теплового расширения. В результате такого отделения упругих контактных язычков от соседней детали коллектора, расположенной внутри в радиальном направлении, упругие контактные язычки, в зависимости от соответствующего теплового расширения отдельных деталей, могут находиться на большем или меньшем расстоянии от соседних деталей, расположенных внутри в радиальном направлении. Кроме того, вследствие деформируемости контактных язычков напряжения, которые действуют в областях их жесткого соединения с помехоподавляющим диском, уменьшаются настолько существенно, что повреждения в этом соединении исключаются. Таким образом, могут быть получены долговечные соединения контактных язычков с помехоподавляющим диском в области контактных точек, в частности, в виде простых паяных соединений или электропроводных клеевых соединений.
Очевидно, что благодаря совокупности признаков, характерных для барабанного коллектора согласно изобретению, могут быть изготовлены чрезвычайно экономичные, долговечные и компактные барабанные коллекторы с защитой от помех, с минимальными производственными издержками и минимальным количеством деталей.
Первое предпочтительное усовершенствование барабанного коллектора согласно изобретению состоит в том, что радиальная толщина упругих контактных язычков меньше толщины проводящих сегментов. Это целесообразно не только в отношении упругой податливости контактных язычков, но и в отношении минимизации размеров помехозащищенного коллектора согласно изобретению, как показано ниже.
Уменьшенная по сравнению с проводящими сегментами толщина контактных язычков особенно предпочтительно достигается тем, что наружная в радиальном направлении поверхность упругих контактных язычков смещена внутрь относительно щеточной рабочей поверхности. Особенно предпочтительно, чтобы ширина упругих контактных язычков, измеренная в окружном направлении, была меньше ширины проводящих сегментов; а проводящие сегменты имели вблизи контактных язычков один или, что особенно предпочтительно, два осевых выступа, которые тоже являются составными частями проводящих сегментов, выполненными с ними за одно целое. При этом наружные в радиальном направлении поверхности осевых выступов образуют удлинение щеточной рабочей поверхности. Благодаря этому оказывается возможным то, что в коммутирующей системе, содержащей коллектор согласно изобретению, щетки, прилегающие к щеточной рабочей поверхности коллектора, проходят в осевом направлении, по меньшей мере частично, в область, где расположены упругие контактные язычки, или, другими словами, по меньшей мере частично перекрывают контактные язычки. Так как наружные в радиальном направлении поверхности упругих контактных язычков смещены внутрь относительно щеточной рабочей поверхности, упругие контактные язычки, деформирующиеся в радиальном направлении наружу из-за тепловых напряжений, не будут сталкиваться со щетками; тем самым и щетки не будут мешать обусловленному тепловыми напряжениями деформированию контактных язычков, хотя щетки и перекрывают контактные язычки с целью минимизации размеров коллектора. При этом предусмотренные по соседству с контактными язычками осевые выступы проводящих сегментов увеличивают щеточную рабочую поверхность, что тоже целесообразно с учетом возможностей минимизировать размеры коллектора согласно изобретению, в особенности согласовать их с размерами коллектора без защиты от помех такой же конструкции. Радиальная толщина упомянутых осевых выступов проводящих сегментов в общем случае больше, чем радиальная толщина упругих контактных язычков.
Согласно другому предпочтительному усовершенствованию изобретения упругие контактные язычки окружают помехоподавляющий диск в радиальном направлении снаружи и их внутренние в радиальном направлении поверхности отделены от помехоподавляющего диска или окружающей его оболочки из прессовочного материала, т.е. находятся на радиальном расстоянии от этих деталей. Такое выполнение коллектора удовлетворяет максимальным требованиям к малой габаритной длине в осевом направлении. В противоположность этому, в барабанных коллекторах согласно изобретению, в которых важное значение придается малому диаметру, согласно другому предпочтительному усовершенствованию изобретения предусмотрено, что помехоподавляющий диск имеет расположенные вокруг оси коллектора отверстия, через которые проходят контактные язычки. Контактные точки, в которых упругие контактные язычки жестко соединены с помехоподавляющим диском, расположены при этом на обращенной наружу торцевой поверхности помехоподавляющего диска, а размеры отверстий настолько больше поперечного сечения контактных язычков, что стенки отверстий не мешают упругим контактным язычкам деформироваться для компенсации различий теплового расширения.
Если контактные язычки окружают помехоподавляющий диск, как в первом из описанных выше усовершенствований, то они предпочтительно загнуты в виде крючков и прилегают к торцевой поверхности помехоподавляющего диска, обращенной наружу. Особенно предпочтительно, чтобы упругие контактные язычки в области своего загиба в виде крючка находились на расстоянии от наружного торцевого края помехоподавляющего диска и окружающей его при необходимости оболочки из прессовочного материала. Выполнение контактных язычков загнутыми в виде крючка целесообразно для компенсации возможных напряжений, обусловленных различием теплового расширения отдельных деталей, а также в отношении возможных допусков изготовления. В качестве альтернативной или дополнительной меры может быть предусмотрено, что с целью предотвратить повреждение коллектора в результате напряжений от теплового расширения в осевом направлении, обращенная внутрь осевая торцевая поверхность помехоподавляющего диска находится на расстоянии от несущего элемента.
Описанное выше контактирование контактных язычков с обращенной наружу торцевой поверхностью помехоподавляющего диска совсем не является обязательным. В рамках данного изобретения находится также как контактирование контактных язычков с окружной поверхностью помехоподавляющего диска, так и контактирование с его наружным, обращенным наружу торцевым краем, т.е. в переходной области от торцевой поверхности к окружной поверхности.
В барабанном коллекторе с помехоподавляющим диском, расположенным в радиальном направлении внутри контактных язычков, согласно следующему предпочтительному усовершенствованию изобретения предусмотрено, что помехоподавляющий диск по своей наружной окружной поверхности окружен оболочкой из изолирующего прессовочного материала, а упругие контактные язычки со стороны своих внутренних в радиальном направлении поверхностей отделены от этой оболочки, т.е. находятся на радиальном расстоянии от нее. Предпочтительно также, чтобы была предусмотрена закраина из изолирующего прессовочного материала, прилегающая к внутренней окружной поверхности помехоподавляющего диска. Такая заделка помехоподавляющего диска в изолирующий прессовочный материал особенно выгодна в отношении надежности и долговечности коллектора, не в последнюю очередь потому, что гарантированно исключается осаждение продуктов износа проводящего материала, а именно продуктов износа щеток, на поверхности помехоподавляющего диска, не являющиеся открытыми. Кроме того, наличие оболочки и закраины из прессовочного материала особенно выгодно с точки зрения монтажа готового коллектора на валу ротора электрической машины, так как осевые усилия, требующиеся для напрессовки коллектора на вал, могут быть приложены к несущему элементу через закраины и/или оболочки, вследствие чего опасность повреждения или даже разрушения помехоподавляющего диска во время монтажа коллектора значительно уменьшается.
Согласно изобретению могут использоваться различные помехоподавляющие диски, в частности варисторные диски и конденсаторные диски (так называемые многослойные керамические конденсаторы), однако изобретение не ограничено использованием таких помехоподавляющих дисков.
Согласно следующему предпочтительному усовершенствованию изобретения помехоподавляющий диск имеет на своих обеих торцевых поверхностях металлизированные зоны, расположенные друг против друга и электрически соединенные друг с другом попарно через металлизированные зоны на кромке. Такое выполнение помехоподавляющего диска улучшает характеристику подавления помех.
Несущий элемент барабанного коллектора согласно изобретению вблизи соединений контактных язычков с проводящими сегментами предпочтительно имеет углубления в форме карманов. Это облегчает изготовление коллектора. К тому же благодаря этим карманам может быть увеличена осевая длина, имеющаяся в распоряжении для деформирования упругих контактных язычков, так что податливость последних возрастает и тем самым внутренние напряжения ограничиваются меньшей величиной.
Что касается изготовления барабанного коллектора согласно изобретению, то в принципе принимаются во внимание две возможности для установки помехоподавляющего диска. Во-первых, помехоподавляющий диск может быть наложен на узел, содержащий несущий элемент и проводящие сегменты или проводящую заготовку, включающую проводящие сегменты, и припаян или подсоединен другим образом (например, приклеен с обеспечением электрического контакта) к контактным язычкам, в частности в случае расположения помехоподавляющего диска в радиальном направлении внутри контактных язычков, после их загиба в виде крючков. Это значит, что сначала на проводящую заготовку наносят шприцеванием несущий элемент, прежде чем, при необходимости, после сегментирования проводящей заготовки на отдельные проводящие сегменты, будет устанавливаться помехоподавляющий диск и осуществляться контакт с ним. В этом случае при изготовлении несущего элемента на торцевой стороне может быть выполнена кольцевая выемка, в которую позднее вставляют помехоподавляющий диск. В рамках этого способа вполне возможно устанавливать помехоподавляющий диск лишь после установки заготовки коллектора - если она еще не изготовлена - на вал ротора; таким образом, изготовителю электрической машины, в которой должен использоваться коллектор согласно изобретению, мог бы быть предоставлен выбор помехоподавляющего диска и способа его установки в зависимости от обстоятельств. Согласно другому, особенно предпочтительному, способу помехоподавляющий диск надевают на проводящую заготовку перед шприцеванием на нее несущего элемента и при необходимости уже вводят в контакт с контактными язычками. Этот способ допускает то, что при изготовлении несущего элемента в используемый для него прессовочный материал заделывают помехоподавляющий диск с образованием оболочки и/или закраины из прессовочного материала, описанных выше.
Упругие контактные язычки могут быть изготовлены различными способами в зависимости от количества изготавливаемых коллекторов. Во-первых, проводящие сегменты могут быть пропилены в направлении от торцевых сторон, противоположных соединительным ушкам, при этом особенно предпочтительно пропиливать каждый проводящий сегмент дважды, так что между двумя пропилами образуется один упругий контактный язычок, а вблизи контактных язычков образуются упомянутые выше осевые выступы, которые могут удлинять щеточную рабочую поверхность коллектора в осевом направлении наружу, за основания контактных язычков. В этом случае уменьшенная радиальная толщина будущих упругих контактных язычков создается рациональным образом уже при изготовлении проводящей заготовки и при этом независимо от того, свернута ли она из полосового материала, изготовлена ли из листа путем глубокой вытяжки, или из отрезка трубы путем тиснения. В барабанных коллекторах, которые изготавливаются по типу конструкции из отдельных сегментов, т.е. без использования монолитной проводящей заготовки, состоящей из соединенных между собой перемычками проводящих сегментов, уменьшенная радиальная толщина будущих упругих контактных язычков рациональным образом создается уже при изготовлении заготовок для отдельных проводящих сегментов. Такое изготовление упругих контактных язычков путем пропиливания проводящих сегментов с торцевой стороны является предпочтительным с точки зрения экономичности, в особенности при малом количестве изготавляемых коллекторов. Если же речь идет о крупносерийном производстве барабанных коллекторов согласно изобретению, то целесообразно изготавливать упругие контактные язычки при помощи срезающего инструмента, который на торцевой стороне проводящих сегментов, противоположной соединительным ушкам, срезает исходный материал, предпочтительно тоже дважды, чтобы путем срезания средней узкой полосы из исходного материала получить контактные язычки, а по обе стороны рядом с ними - осевые выступы, упомянутые выше. Особенно предпочтительно выполнять двухступенчатое срезание упругих контактных язычков из оставшегося материала так, что сначала, на первом этапе, с контактных язычков срезают в радиальном направлении наружу оставшийся материал проводящих сегментов до тех пор, пока они не будут наклонно выступать наружу, а позднее, при необходимости, после вставки помехоподавляющего диска, контактные язычки на втором этапе вытесняют в радиальном направлении внутрь, а именно за их первоначальное положение. Ширину штампа, применяемого на обоих этапах, выбирают такой, что между упругими контактными язычками и соседними осевыми выступами проводящих сегментов образуется такое разделяющее их расстояние, предпочтительно узкие зазоры, что упругим контактным язычкам ничто не мешает отклоняться в радиальном направлении наружу, что является существенной особенностью изобретения. Поскольку в общем случае с торцевой стороны на контактных язычках предусмотрены загибы в форме крючков, то они могут формироваться, в частности, на втором этапе формования, упомянутом выше. Впрочем, следует отметить, что оба описанных выше предпочтительных варианта изготовления упругих контактных язычков могут использоваться независимо от того, будет ли помехоподавляющий диск заделан в прессовочный материал или нет (см. выше).
В дальнейшем данное изобретение поясняется подробным описанием четырех предпочтительных вариантов его осуществления со ссылками на чертежи, на которых:
фиг.1 изображает первый вариант выполнения барабанного коллектора согласно изобретению в осевом разрезе,
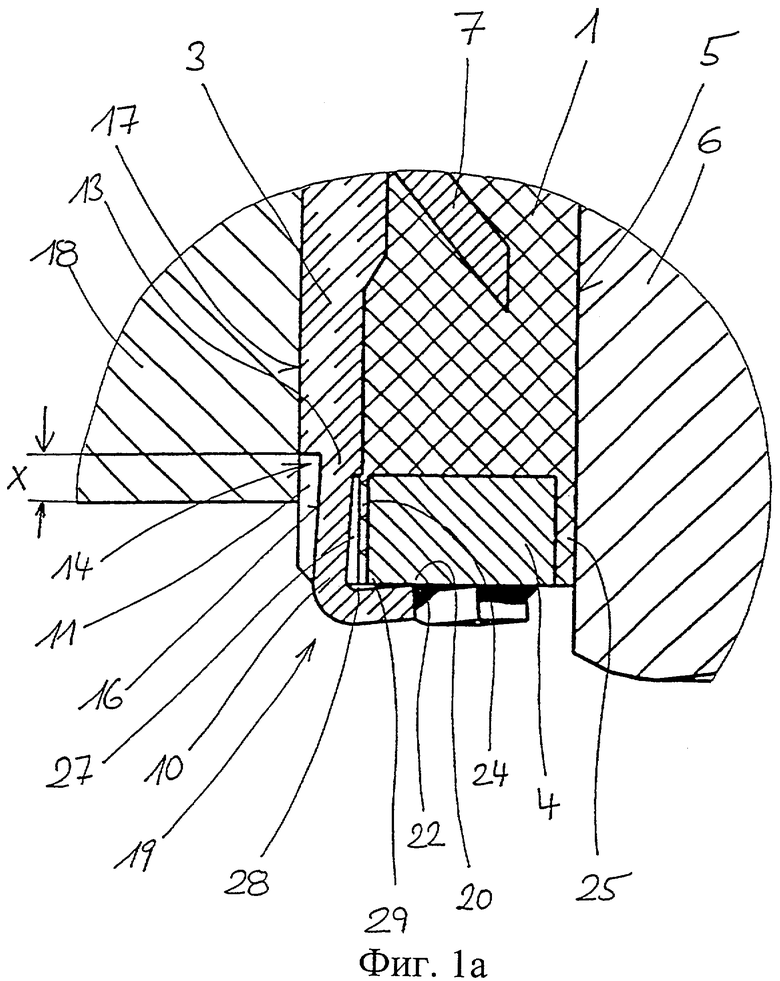
фиг.1а - фрагмент фиг.1 в увеличенном масштабе,
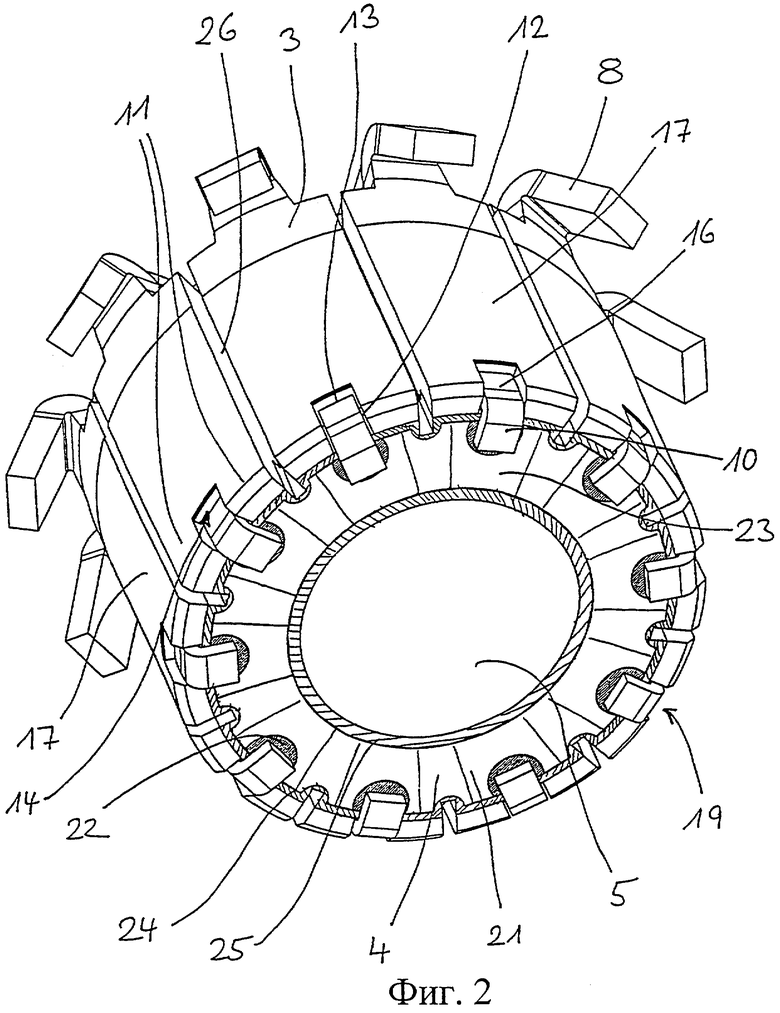
фиг.2 - барабанный коллектор согласно фиг.1 в перспективе,
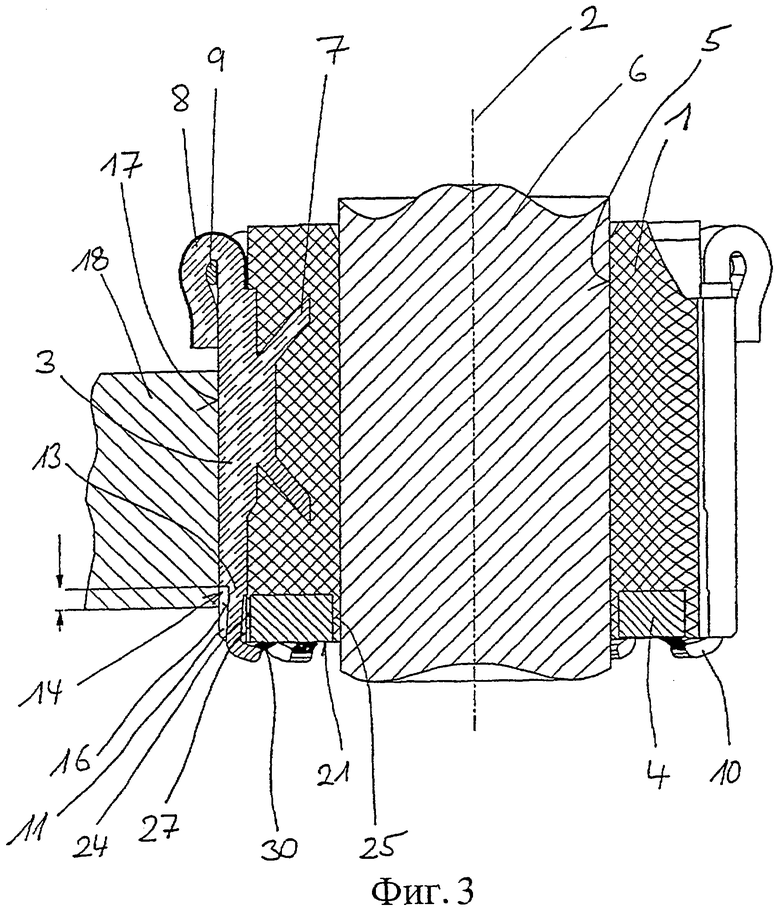
фиг.3 - второй вариант выполнения барабанного коллектора согласно изобретению в осевом разрезе,
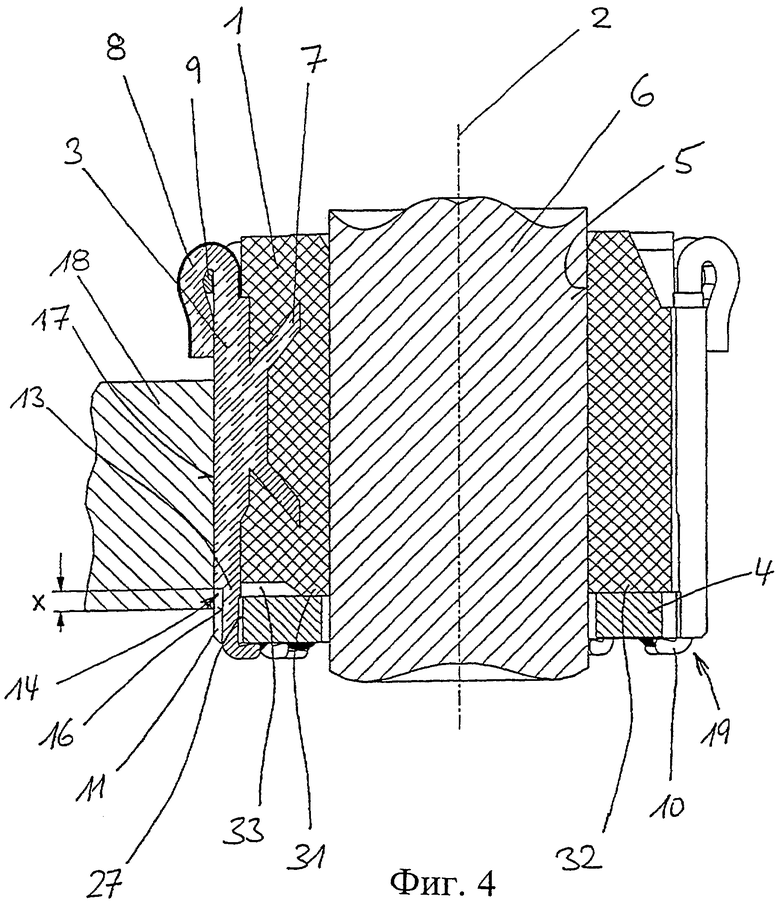
фиг.4 - третий вариант выполнения барабанного коллектора согласно изобретению в осевом разрезе,
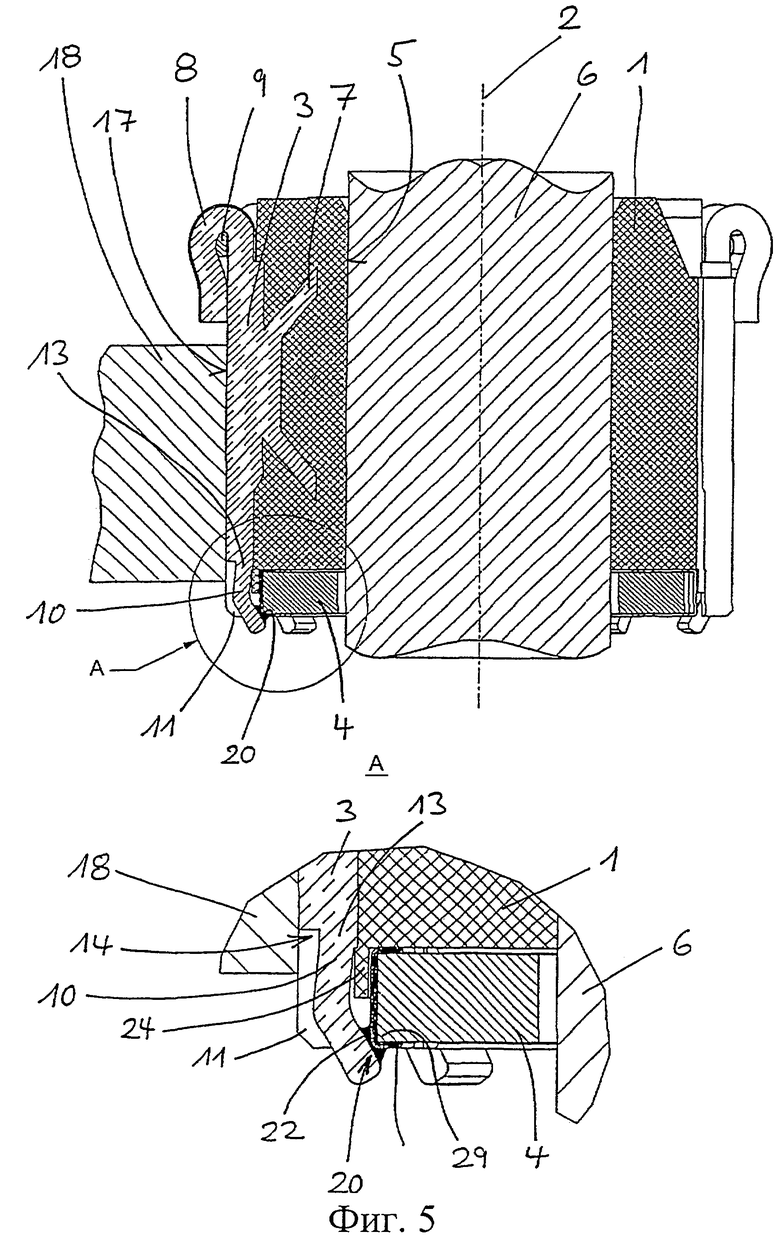
фиг.5 - четвертый вариант выполнения барабанного коллектора согласно изобретению в осевом разрезе, и
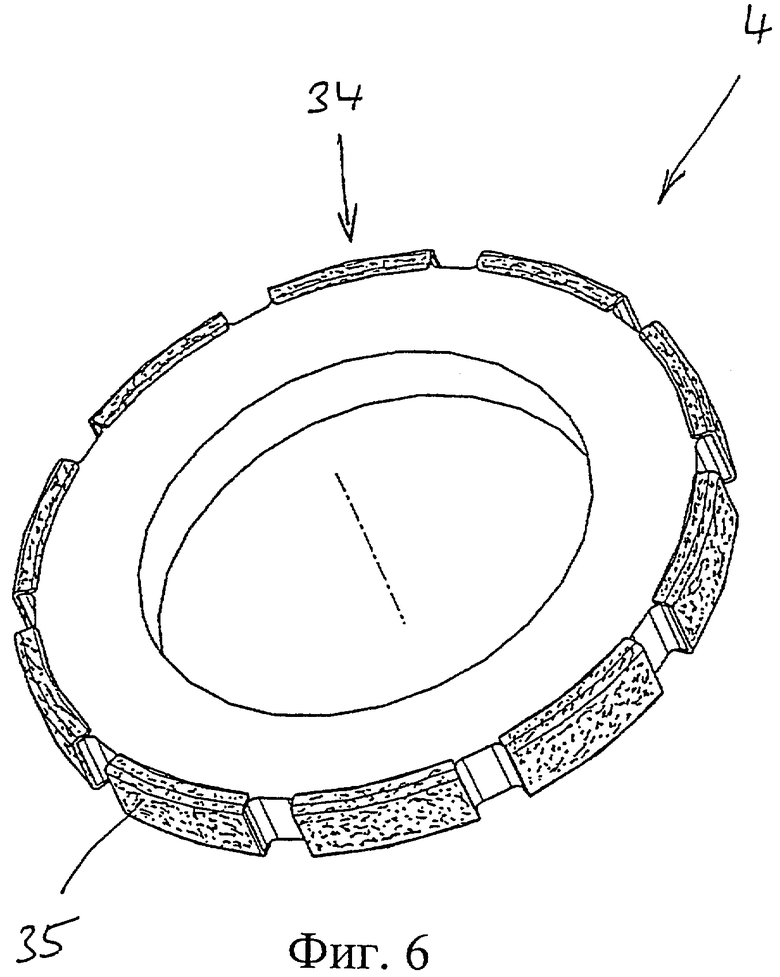
фиг.6 - помехоподавляющий диск в форме конденсаторного диска, применяемый при изготовлении барабанного коллектора согласно фиг.5, в перспективе.
Основными элементами барабанного коллектора, показанного на фиг.1 и 2, являются несущий элемент 1, выполненный из изолирующего прессовочного материала, десять проводящих сегментов 3, расположенных равномерно вокруг оси 2 коллектора, и кольцевой керамический помехоподавляющий диск 4. Несущий элемент 1 имеет отверстие 5, ось которого совпадает с осью 2 коллектора и которое служит для установки последнего на валу 6 ротора.
Анкерные части 7 проводящих сегментов 3 заделаны в прессовочный материал несущего элемента 1, чтобы обеспечить надежное крепление проводящих сегментов даже при больших числах оборотов, несмотря на действующие на них центробежные силы. На концах проводящих сегментов 3 предусмотрены соединительные ушки 8, служащие для присоединения к коллектору проводов 9 обмотки.
На торцевой стороне проводящих сегментов 3, противоположной соединительным ушкам 8, выполнены упругие контактные язычки 10. По обеим сторонам от контактных язычков каждый проводящий сегмент 3 имеет два осевых выступа 11, а между контактными язычками 10 и соседними осевыми выступами 11 имеются узкие зазоры 12, т.е. контактные язычки не прилегают к выступам 11 и могут поэтому беспрепятственно отклоняться в радиальном направлении. Толщина контактных язычков 10 в радиальном направлении меньше толщины выступов 11 в радиальном направлении, а также проводящих сегментов 3 в их зонах, примыкающих к основанию 13 контактных язычков 10. Для этого в основании 13 контактных язычков как снаружи, так и внутри в радиальном направлении образованы ступени 14, 15; другими словами, наружная в радиальном направлении поверхность 16 упругих контактных язычков 10 смещена внутрь относительно рабочей поверхности 17 щеток и конгруэнтной с ней наружной в радиальном направлении поверхности удлинений 11. Благодаря этому щетки 18, с целью оптимизации поверхности контакта, могут по меньшей мере частично перекрывать контактные язычки 10 своей выступающей частью X, так что наружные в радиальном направлении поверхности соседних с контактными язычками 10 выступов 11 образуют продолжение рабочей поверхности щеток.
Упругие контактные язычки 10 имеют на концах участки 19, загнутые в форме крючков. Угол загиба этих участков заметно больше 90°, так что контактные язычки 10 прилегают на концах к соответствующим контактным точкам 20 на торцевой стороне 21 помехоподавляющего диска 4. Паяное соединение 22 обеспечивает долговечный контакт контактных язычков 10 с соответствующими металлизированными зонами 23 помехоподавляющего диска 4.
Помехоподавляющий диск 4 заделан в прессовочный материал несущего элемента 1 с образованием оболочки 24 из прессовочного материала, окружающей помехоподавляющий диск 4 снаружи, и закраины 25 из прессовочного материала, прилегающей к помехоподавляющему диску 4 внутри. Пропилы 26, посредством которых изначально монолитная проводящая заготовка разделена на отдельные проводящие сегменты, проходят, как видно в особенности на фиг.2, в области выступов 11 в оболочку 24 из прессовочного материала; таким образом, открыта лишь торцевая поверхность 21 помехоподавляющего диска 4.
За внутренней в радиальном направлении ступенью 15 основания 13 контактных язычков 10 находится воздушный зазор 27 между контактными язычками 10 и оболочкой 24 из прессовочного материала. Благодаря наличию загнутого более чем на 90° участка контактных язычков 10 между ними и торцевой поверхностью оболочки 24 из прессовочного материала, а также наружным торцевым краем 29 помехоподавляющего диска 4 образуется свободное осевое пространство 28. Это является благоприятным для беспрепятственной упругой податливости контактных язычков 10 с целью компенсации расширения в радиальном направлении, причем осевое свободное пространство 28 к тому же способствует компенсации расширений в осевом направлении, а также компенсации допусков, желательной с технологической точки зрения.
Представленный на фиг.3 вариант осуществления барабанного коллектора по своим существенным конструктивным признакам в основном соответствует вариантам согласно фиг.1 и 2 и отличается лишь другим выполнением контактных язычков, а именно, в барабанном коллекторе согласно фиг.3 они лишь отогнуты внутрь намного меньше, чем на 90°, и не прилегают к торцевой стороне 21 помехоподавляющего диска 4, а наоборот находятся от нее на осевом расстоянии, которое перекрыто паяной перемычкой 30. В этом варианте осуществления, как и в предыдущих, по изложенным выше причинам контактные язычки 10 находятся на расстоянии (в радиальном направлении) от наружной в радиальном направлении оболочки 24 из прессовочного материала и на расстоянии (в осевом направлении) от торцевой поверхности оболочки 24 из прессовочного материала.
Барабанный коллектор, представленный на фиг.4, отличается от коллекторов согласно фиг.1 и 2 тем, что помехоподавляющий диск 4 не заделан в прессовочный материал несущего элемента 1, а прилегает к последнему с торцевой стороны, а именно к внутренней кольцевой зоне 31 и радиальным перемычкам 32. Каждая радиальная перемычка 32 расположена между двумя соседними проводящими сегментами 3 и отделяет друг от друга два углубления 33 в форме карманов, которые предусмотрены на торцевой стороне несущего элемента 1 вблизи основания 13 соответствующих контактных язычков 10.
Четвертый вариант осуществления барабанного коллектора, показанный на фиг.5, соответствует описанным выше барабанным коллекторам согласно фиг.1-4 в отношении существенных конструктивных признаков. Однако помехоподавляющий диск 4 в варианте по фиг.5 выполнен не как варисторный диск, а как конденсаторный диск, в форме так называемого многослойного керамического конденсатора. Как показано на фиг.6, этот диск не имеет круглой наружной окружной поверхности, а имеет радиальные выступы 34, число которых соответствует числу проводящих сегментов и на окружных поверхностях которых предусмотрена металлизация 35, доходящая до примыкающих областей обеих торцевых поверхностей. К этим радиальным выступам 34 помехоподавляющего диска 4 присоединены упругие контактные язычки 10, причем контактные точки 20 расположены на наружном, обращенном наружу торцевом крае 29 помехоподавляющего диска 4.
В барабанном коллекторе, показанном на фиг.5 и 6, окружающая помехоподавляющий диск 4 оболочка 24 из прессовочного материала из-за наличия указанного выше контакта помехоподавляющего диска заходит только на часть его толщины в осевом направлении. Расположенная внутри закраина из прессовочного материала вообще отсутствует.
Видно, что в области основания 13 каждого контактного язычка 10 имеется ступень к граничной области соответствующего проводящего сегмента 3, которая намного меньше, чем в описанных выше барабанных коллекторах, и поэтому контактные язычки 10, несмотря на то, что они отделены от оболочки 24 из прессовочного материала, прилегают к ней непосредственно вблизи оснований 13.
Изобретение относится к барабанному коллектору для электрической машины. Барабанный коллектор содержит несущий элемент (1) в форме втулки, изготовленный из изолирующего прессовочного материала, множество металлических проводящих сегментов (3), которые установлены равномерно вокруг оси (2) коллектора и на концах которых расположены соединительные ушки (8), и кольцевой помехоподавляющий диск (4), электрически соединенный с проводящими сегментами (3) в области концов, расположенных противоположно соединительным ушкам (8). Проводящие сегменты (3) в области концов, расположенных противоположно соединительным ушкам (8), снабжены упругими контактными язычками (10) в форме, по существу, осевых пальцев. Коммутирующая система, содержащая барабанный коллектор, содержит, по меньшей мере, две щетки, которые выступают в осевом направлении за основания контактных язычков (10). В заявленном способе изготовления барабанного коллектора несущий элемент наносят шприцеванием на проводящую заготовку. Во втором варианте способа также образуют наружную оболочку (24) из прессовочного материала и/или внутреннюю закраину из прессовочного материала. Техническим результатом является создание долговечного, надежного, защищенного от помех барабанного коллектора с такими же размерами, как и у барабанного коллектора без защиты от помех с одинаковыми конструктивными параметрами. 4 н. и 25 з.п. ф-лы, 7 ил.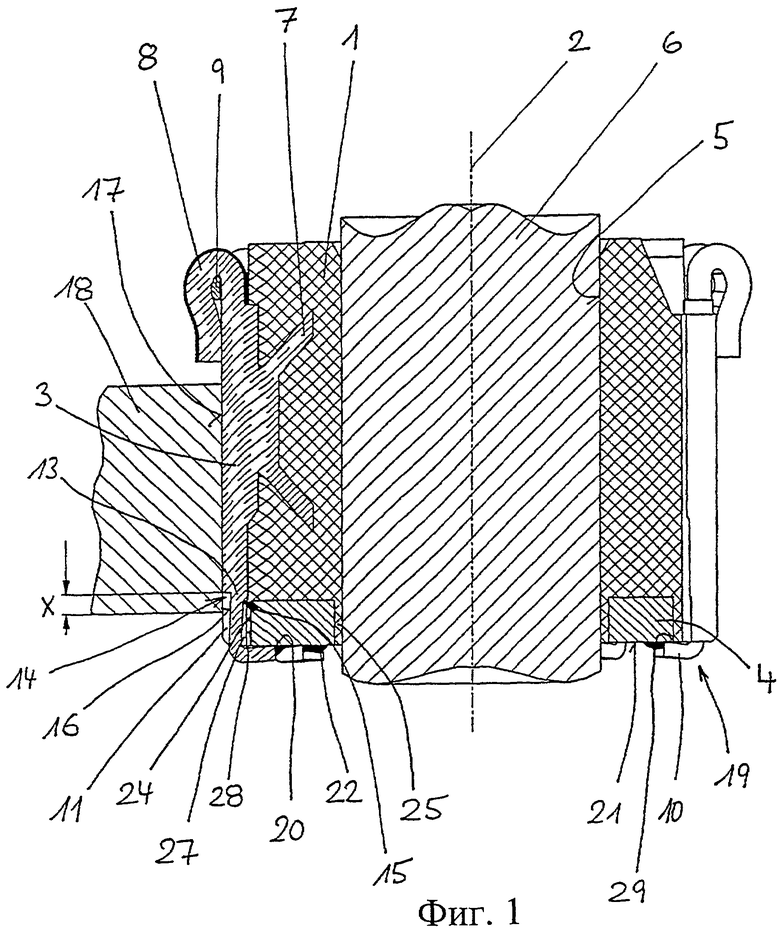
| СПОСОБ ОБОГРЕВА ПОЧВЫ В КУЛЬТИВАЦИОННЫХ СООРУЖЕНИЯХ | 0 |
|
SU364292A1 |
| Коллектор электрической машины постоянного тока | 1984 |
|
SU1229870A1 |
| КОЛЛЕКТОРНАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА С ПОВЫШЕННОЙ ЭЛЕКТРОМАГНИТНОЙ СОВМЕСТИМОСТЬЮ | 1997 |
|
RU2126573C1 |
| US 6285106 A1, 04.09.2001 | |||
| DE 19953231, 17.05.2001 | |||
| US 5895990 A, 20.04.1999. | |||

