Изобретение относится к многослойным стеклянным панелям, а указанный способ включает укладку полимерной пленки между стеклянными панелями и пропускание образующейся многослойной конструкции через первую группу нажимных роликов, затем нагревание многослойной конструкции и пропускание нагретой многослойной конструкции через вторую группу нажимных роликов, при этом между стадиями сжатия многослойную конструкцию нагревают посредством обдува горячим воздухом с двух сторон.
Настоящее изобретение относится также к устройству для изготовления многослойных стеклянных панелей, включающему первую группу нажимных роликов, вторую группу нажимных роликов, горизонтальный конвейер между этими группами нажимных роликов, а также нагревательные элементы для нагревания многослойной конструкции, образованной стеклянными панелями и полимерной пленкой, причем нагревательные элементы, расположенные между группами нажимных роликов, включают элементы конвекционного нагрева для обдува горячим воздухом с двух сторон обрабатываемой многослойной конструкции.
Способ и устройство такого типа известны из принадлежащего заявителю патента US 5853516. Они оказались очень полезными. Целью настоящего изобретение является повышение теплового эффекта реального процесса нагрева с целью увеличения производительности и создания возможности быстрого нагрева многослойных конструкций различной толщины, включая случаи, когда внешняя поверхность самого верхнего стекла имеет покрытие, обеспечивающее малый коэффициент излучения.
Эта цель достигается при помощи способа, определенного в пункте 1 прилагаемой формулы изобретения, и, соответственно, устройства, определенного в пункте 3 прилагаемой формулы изобретения.
Использование радиационного нагрева, при котором тепло глубже проникает в многослойную конструкцию, позволяет применять более горячий, чем раньше, воздух для конвекционного нагрева. Кроме того, радиационный нагрев снизу при помощи направленного излучения становится возможным благодаря использованию роликов для прохождения воздуха для конвекционного нагрева к нижней поверхности многослойной конструкции.
Далее настоящее изобретение будет описано более подробно на примере его осуществления со ссылкой на прилагаемый чертеж, на котором схематично показан вид сбоку устройства для реализации настоящего способа.
В помещении для производства многослойного стекла, которое на чертеже не показано, стеклянные панели, предназначенные для изготовления многослойного стекла, укладывают друг на друга, прокладывая между ними полимерную пленку. Слои не скреплены друг с другом. Многослойную конструкцию при комнатной температуре подают на конвейер, образуемый роликами 6. Над и под конвейером 6 находятся элементы радиационного нагрева, такие как трубчатые резисторы 7, 8, предназначенные для предварительного нагрева многослойной конструкции, которая будет преобразована в многослойное стекло. Многослойную конструкцию при помощи радиационного нагрева нагревают, например, до температуры около 30°С-45°С, что достаточно для обеспечения максимально возможного контакта между поверхностями стекла и полимерной пленки при прохождении нажимных роликов 1, при этом данный контакт сохраняется на последующих стадиях сжатия.
После прохождения нажимных роликов многослойная конструкция продолжает передвигаться по конвейеру, образуемому роликами 3, над которыми расположены сопловые коробки 4, предназначенные для обдува теплым воздухом верхней стороны многослойной конструкции. Воздух непрерывно циркулирует в нагревательной секции через сопловые коробки 4 при помощи вентилятора 10, нагнетающего воздух в сопловые коробки 4, из которых воздух выходит в виде струй, направленных от ряда сопел к верхней стороне многослойной конструкции. Вентилятор 10 используется для всасывания воздуха в камеру подогрева, где воздух, проходя мимо нагревательных резисторов 11, подогревается. Нагревательные резисторы 11, которые представляют собой, например, трубчатые резисторы, также сообщают тепло верхней поверхности многослойной конструкции посредством прямого радиационного нагрева, именно поэтому нагревательные резисторы 11 расположены на одном уровне с сопловыми коробками 4 в проходах между ними.
С нижней стороны струя горячего воздуха, по меньшей мере частично, проходит сквозь полости 13. Таким образом, промежуточное пространство между роликами остается свободным. На одном уровне с ними установлены нагревательные резисторы 12, например трубчатые резисторы, которые сообщают тепло нижней поверхности многослойной конструкции, также посредством прямого радиационного нагрева.
Горячий воздух, выходящий из вентилятора 10, может быть направлен в полости 13 роликов 3 при помощи вращающихся соединительных деталей, имеющихся на концах роликов 3. В качестве альтернативы торцевая часть роликов 3 с отверстиями может вращаться внутри камеры сжатого воздуха. Под роликами 3 находится кожух или желоб 5, расположенный на таком расстоянии от поверхности роликов 3, которое достаточно для образования между ними воздуховодных каналов для отклонения воздуха, выходящего через отверстия в роликах 9, вверх, к нижней поверхности многослойной конструкции. В качестве альтернативы, кожух или желоб 5 может быть расположен внутри ролика 3 для ограничения или блокирования движения воздуха вниз и отклонения его вверх. Воздух, циркулирующий в нагревательной секции, обычно имеет температуру в диапазоне 160-180°. Сочетание конвекционного и радиационного нагрева можно использовать для увеличения температуры многослойной конструкции (стекло и пленка) до величин в диапазоне приблизительно 60°С-85°С, что необходимо для перевода пленки в клейкое состояние. Нагретую многослойную конструкцию пропускают между нажимными роликами 2, что обеспечивает необходимое связывание стекол и пленки. Полученное таким образом многослойное стекло затем подвергают обычной обработке в автоклаве.
Способ и устройство, являющиеся объектом настоящего изобретения, обеспечивают достижение повышенной скорости нагревания, кроме того, при обработке стекол с покрытием, обеспечивающим малый коэффициент излучения, тепловой поток с обеих сторон многослойной конструкции может быть сбалансирован.
Изобретение относится к способу и устройству для изготовления многослойных стеклянных панелей. Технический результат изобретения заключается в повышении производительности и создании возможности быстрого нагрева многослойных стеклянных панелей различной толщины. Между двумя листами стекла размещают полимерную пленку, соединяют и пропускают конструкцию через прижимные ролики. Нагревают конструкцию посредством обдува горячим воздухом с двух сторон. С нижней стороны струя горячего воздуха, по меньшей мере, частично направляется через полости конвейерных роликов, причем указанная струя горячего воздуха дополняется радиационным нагревом. Под роликами находится кожух или желоб, расположенный так, что между кожухом и роликом образуется воздуховодный канал для отклонения воздуха, выходящего через отверстия в роликах, преимущественно вверх. 2 н. и 1 з.п. ф-лы, 1 ил.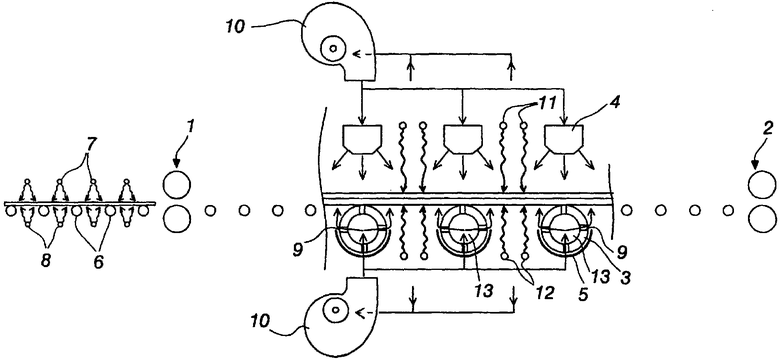
1. Способ изготовления многослойных стеклянных панелей, включающий укладку полимерной пленки между стеклянными панелями и пропускание образующейся многослойной конструкции через первую группу нажимных роликов (1), затем нагревание многослойной конструкции и пропускание нагретой многослойной конструкции через вторую группу нажимных роликов (2), при этом между стадиями сжатия многослойную конструкцию нагревают посредством обдува горячим воздухом с двух сторон, отличающийся тем, что с нижней стороны струя горячего воздуха, по меньшей мере, частично направляется через полости (13) конвейерных роликов (3) и что указанная струя горячего воздуха дополняется радиационным нагревом (11, 12), и под имеющими отверстия роликами (3) находится кожух или желоб (5), расположенный так, что между кожухом (5) и роликом (3) образуется воздуховодный канал для отклонения воздуха, выходящего через отверстия (9) в роликах (3), преимущественно, вверх, или внутри имеющих отверстия роликов (3) имеется кожух или желоб, предназначенный для ограничения или блокирования движения воздуха вниз и отклонения его вверх.
2. Способ по п.1, отличающийся тем, что элементы радиационного нагрева (11, 12) используются как для прямого радиационного нагрева многослойной конструкции, преобразуемой в многослойное стекло, так и для нагревания воздуха, предназначенного для обдува.
3. Устройство для изготовления многослойных стеклянных панелей, включающее первую группу нажимных роликов (1), вторую группу нажимных роликов (2), горизонтальный конвейер (3) между этими группами нажимных роликов, а также нагревательные элементы (4, 3, 5, 11, 12) для нагревания многослойной конструкции, образованной стеклянными панелями и полимерной пленкой, причем нагревательные элементы (4, 3, 5, 11, 12), расположенные между группами нажимных роликов (1, 2), включают элементы конвекционного нагрева (4, 3, 5) для обдува горячим воздухом с двух сторон обрабатываемой многослойной конструкции, отличающееся тем, что элементы конвекционного нагрева включают конвейерные ролики (3), которые являются полыми и имеют отверстия для обдува воздухом нижней поверхности обрабатываемой многослойной конструкции, данное устройство включает не только элементы конвекционного нагрева, но также элементы радиационного нагрева (11, 12) с каждой стороны обрабатываемой многослойной конструкции, и под имеющими отверстия роликами (3) находится кожух или желоб (5), расположенный так, что между кожухом (5) и роликом (3) образуется воздуховодный канал для отклонения воздуха, выходящего через отверстия (9) в роликах (3), преимущественно, вверх, или внутри имеющих отверстия роликов (3) имеется кожух или желоб, предназначенный для ограничения или блокирования движения воздуха вниз и отклонения его вверх.
Приоритет по пунктам:
09.11.2004 по пп.1-3.
| US 5853516 A, 29.12.1998 | |||
| ГИРОВЕРТИКАЛЬ | 1984 |
|
SU1184346A1 |
| FI 972893, 09.01.1999 | |||
| Рабочее оборудование к одноковшовому экскаватору | 1960 |
|
SU132570A1 |
| RU 2002106778 A, 20.10.2003. | |||

