Изобретение относится к устройствам, предназначенным для изготовления гнутого листового стекла, и может быть использовано в стекольной промышленности, в том числе для усовершенствования и реконструкции действующих производств листовых стекол сложной конфигурации, а именно так называемых «сложных стекол»: заготовок одно- и многослойных стеклопакетов, разнообразных листовых стекол большой толщины, листовых стекол с напылением.
Гнутое листовое стекло получают путем равномерного нагревания плоского листа и доведения его до температуры размягчения; далее под воздействием силы тяжести разогретое стекло принимает форму шаблона, после чего его контролируемо охлаждают. Современные архитектурные проекты требуют применения технологий для изготовления различных форм листового стекла: цилиндрического, сферического, торроидального и т.д. Особое место в вышеуказанных технологиях занимает получение изогнутых стеклопакетов, многослойных стекол, разнообразнейших листовых стекол сложной конфигурации, в том числе, с твердыми и мягкими функциональными покрытиями и безусловно сопряжено с определенными трудностями.
В современной стекольной промышленности наиболее распространенными являются нагревательные печи для изгибания листового стекла горизонтальной планировки.
Известен способ изгибания стекла и устройство для его осуществления по патенту РФ №2108985 (приоритет фирмы Сэн-Гобен Витраж, Франция, опубл. в 1998 г.). В соответствии с известным решением устройство для изгибания стекла содержит формующее полотно и снабжено узлом для создания горячей воздушки над и под формующим полотном.
Известна печь для изгибания (моллирования) стеклянных панелей по патенту РФ №2330819 (приоритет фирмы Тамгласс ЛТД, Финляндия, опубл. в 2008 г.). В соответствии с известным решением печь для изгибания стеклянных панелей содержит шаблоны гибки, предварительного нагрева, в которых стеклянные панели нагревают конвекцией, секции гибки и охлаждения, нагревательные элементы и элементы для вдувания нагретого воздуха к противоположным сторонам стеклянной панели, так, чтобы повысить температуру предварительного нагрева стеклянных панелей до 530-590°C. В частном случае осуществления изобретения печь снабжена регулируемыми индивидуально нагревательными элементами для контроля температуры нагревающего воздуха, направленного к верхней и нижней сторонам стеклянной панели.
Известно устройство для изгибания (моллирования) листового стекла по патенту РФ №2096352 (опубл. в 1997 г.), ставящее целью создание кольцевого конвективного потока воздуха в устройстве.
Общим недостатком известных установок для изгибания листового стекла является отсутствие конструкционной возможности получения равномерно изогнутого листового стекла с заданным радиусом кривизны, в особенности «сложных» стекол.
Наиболее близким решением к заявляемому является печь для изгибания стекла по патенту EP 592862 (приоритет финской фирмы Тамгласс Инжиниринг Ой, опубл. в 1994 г.). В соответствии с решением прототипа для решения технической задачи в устройстве использован принцип комбинированного нагрева путем включения в состав печи одной или более секций нагрева, снабженных устройством для комбинированного эффекта нагрева с помощью излучения, и изгибания листового стекла, конвекционной воздушной трубки, снабженной конвекционной нагнетающей станцией и имеющей отверстия для нагнетания, которые выходят ниже стеклянного листа в секции изгибания; печь снабжена устройствами для регулирования теплового излучения от поля нагревателей избирательным включением и выключением верхних нагревателей в процессе изгибания листового стекла. Печь в соответствии с прототипом имеет ряд недостатков, а именно: при изгибании листового стекла не обеспечивает необходимой технологии прогрева листового стекла, особенно при получении сложных конструкций изогнутых стекол, а также при изгибании толстых стекол и стекол с теплоотражающими покрытиями. Причиной, препятствующей достижению обозначенного ниже технического результата, является отсутствие возможности в решении прототипа конструкционной возможности создания технологического режима регулируемой неравномерности обогрева плоскости листового стекла.
Технической задачей, на решение которой направлено заявляемое изобретение, является разработка установки для изгибания листового стекла с неравномерной системой его обогрева.
Техническим результатом, получаемым в результате осуществления заявляемого изобретения, является получение разнообразных изогнутых листовых стекол с заданными геометрическими параметрами с улучшенными показателями радиуса кривизны.
Заявленный технический результат достигается путем включения в состав установки для изгибания листового стекла формы для изгибания листового стекла, многозонного нагревателя, расположенного сверху формы для изгибания и снабженного конвекционным устройством, средства для измерения температуры листового стекла, соединенного с многозонным нагревателем, при этом каждая из зон многозонного нагревателя снабжена отдельным конвекционным устройством, расположенным таким образом, что вход конвекционного устройства находится над соответствующей зоной нагревателя, а выход под формой для изгибания и соответствующей зоной нагревателя, и каждая из зон многозонного нагревателя снабжена автономным регулятором распределения температуры листового стекла.
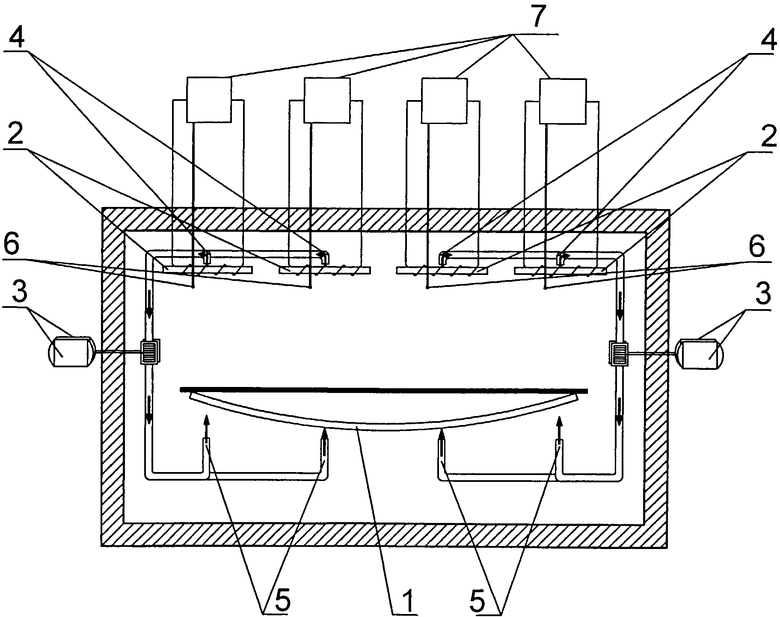
Заявляемая установка для изгибания листового стекла представлена на фигуре (фронтальный разрез), где
1 - Форма для изгибания листового стекла;
2 - Многозонный нагреватель;
3 - Конвекционные устройства;
4 - Вход конвекционного устройства;
5 - Выход конвекционного устройства;
6 - Средства для измерения температуры листового стекла;
7 - Автономные регуляторы распределения температуры листового стекла.
Количество зон многозонного нагревателя 2 (на фигуре представлено, в частности, 4 зоны) определяется габаритами листового стекла и техническими требованиями к его конфигурации.
Конвекционные устройства 3 представляют собой воздушные трубки, каждая из которых снабжена вентилятором; количество применяемых в установке конвекционных устройств 3 соответствует количеству зон многозонного нагревателя 2; количество автономных регуляторов распределения температуры листового стекла 7 также соответствует количеству зон многозонного нагревателя 2.
Установка для изгибания листового стекла работает следующим образом. Листовое стекло (заготовка стеклопакета, многослойное листовое стекло и т.п.) помещают на форму 1. Форму 1 с заготовкой листового стекла помещают в установку через ее фронтальный вход, после чего одновременно включают многозонный нагреватель 2, конвекционные устройства 3; горячий воздух, образующийся в результате работы многозонного нагревателя 2, поступает на входы конвекционных устройств 4, которые находятся над соответствующими зонами многозонного нагревателя 2, и выходит через выходы конвекционных устройств 5, которые находятся под формой для изгибания 1 и соответствующими вышерасположенными зонами многозонного нагревателя 2; одновременно включаются средства для измерения температуры листового стекла 6, автономные регуляторы распределения температуры листового стекла 7 и вентилятор конвекционного устройства. Автономные регуляторы распределения температуры листового стекла 7, подсоединенные к средству для измерения температуры 6, сразу же начинают подавать сигналы на многозонный нагреватель 2, дифференцировано на каждую зону, определяя в автоматическом режиме работу каждого из конвекционных устройств 3. Таким образом устанавливается температурный режим изгибания листового стекла путем распределения температур по зонам над формой 1 вследствие работы многозонного нагревателя 2 и под формой 1 вследствие работы конвекционных устройств 3, при этом показатели температур в каждой зоне над и под формой 1 являются практически равными вследствие того, что воздух для конвекции забирается от многозонного нагревателя 2. В соответствии с общепринятой технологией изгибания листового стекла температурный интервал нагрева может составлять 580-650°C. После получения заданного профиля листового стекла во избежание возникновения в нем внутренних напряжений осуществляют контролируемое охлаждение при работе нагнетания системы воздуха до показателя температуры 400-450°C, после чего выключают работу многозонного нагревателя 2 и конвекционных устройств 3.
Включение в состав заявляемой установки нескольких конвекционных устройств и автономных регуляторов распределения температуры листового стекла, а также расположение входа каждого из конвекционных устройств над соответствующей зоной многозонного нагревателя и их выхода под формой для изгибания листового стекла обеспечивают равномерный двусторонний нагрев отдельных участков листового стекла, каждого в своем режиме, что особенно важно при изгибании так называемых «сложных» стекол.
Так например, при использовании заявленной установки для изгибания листового стекла получали многослойный стеклопакет седловидной формы размером 900×1000 мм с радиусом продольного прогиба 1200 мм и радиусом поперечного прогиба 6000 мм с составом стекол: 6 M1, 6SG HP 50/32, 6M1, 6M1: установка заявленной конструкции имела 15 зон с распределением температуры листового стекла в режиме 590-620°C с интервалом нагрева по зонам ±30°C.
Заявляемая конструкция установки для изгибания листового стекла позволяет получать изогнутые листовые стекла, в частности, одно- и многослойные стеклопакеты. разнообразные листовые стекла большой толщины, листовые стекла с напылением с заданными геометрическими параметрами и улучшенными показателями радиуса кривизны, особенно оригинальных сложных конфигураций.
Библиографические данные
1. Патент РФ №2108985 (приор. фирмы Сэн-Гобен Витраж, Франция), опубл. в 1998 г.
2. Патент РФ №2330819 (приор. фирмы Тамгласс ЛТД, Финляндия), опубл. в 2008 г.
3. Патент РФ №2096352, опубл. в 1997 г.
4. Патент EP 592862 (приор, фирмы Тамгласс Инжиниринг Ой, Финляндия), опубл. в 1994 г.) - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОЛЛИРОВАНИЯ СТЕКЛОИЗДЕЛИЙ | 2014 |
|
RU2546693C1 |
| ПЕЧЬ И СПОСОБ ИЗГИБАНИЯ СТЕКЛА | 1994 |
|
RU2137723C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ ПРИ ПРОИЗВОДСТВЕ БЕЗОПАСНОГО СТЕКЛА | 2005 |
|
RU2382741C2 |
| СПОСОБ МОЛЛИРОВАНИЯ ПАКЕТА ЛИСТОВЫХ СТЕКОЛ | 2015 |
|
RU2633850C2 |
| Способ переформования листового стекла | 1976 |
|
SU660946A1 |
| СПОСОБ МОЛЛИРОВАНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛА И АНТИАДГЕЗИОННЫЙ СОСТАВ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2635419C2 |
| УСТРОЙСТВО ДЛЯ ИЗГИБАНИЯ ЛИСТОВОГО СТЕКЛА | 1995 |
|
RU2106319C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ МОНИТОРИНГА ПРОИЗВОДСТВА БЕЗОПАСНОГО СТЕКЛА И РЕГУЛИРОВАНИЯ ПРОЦЕССА ОБРАБОТКИ | 2004 |
|
RU2327653C2 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2007 |
|
RU2345000C2 |
| СПОСОБ НАГРЕВАНИЯ СТЕКЛЯННЫХ ПАНЕЛЕЙ ДЛЯ ИХ ЗАКАЛИВАНИЯ И УСТРОЙСТВО, ИСПОЛЬЗУЮЩЕЕ ДАННЫЙ СПОСОБ | 2005 |
|
RU2312821C2 |
Изобретение относится к устройству для изготовления гнутого листового стекла. Технический результат изобретения заключается в получении разнообразных изогнутых листовых стекол с заданными геометрическими параметрами с улучшенными показателями радиуса кривизны. Над формой для изгибания листового стекла располагают многозонный нагреватель. Каждая зона многозонного нагревателя снабжена отдельным конвекционным устройством. Вход конвекционного устройства находится над соответствующей зоной нагревателя, а выход под формой для изгибания и соответствующей зоной нагревателя. Каждая из зон многозонного нагревателя снабжена отдельным автономным регулятором распределения температуры листового стекла. 1 ил.
Установка для изгибания листового стекла, включающая форму для изгибания листового стекла, многозонный нагреватель, расположенный сверху формы для изгибания листового стекла, снабженный конвекционным устройством, и соединенное с многозонным нагревателем средство для измерения температуры листового стекла, отличающаяся тем, что каждая из зон многозонного нагревателя снабжена отдельным конвекционным устройством, расположенным таким образом, что вход конвекционного устройства находится над зоной многозонного нагревателя, а выход находится под формой для изгибания и соответствующей вышерасположенной зоной многозонного нагревателя, и каждая из зон многозонного нагревателя снабжена автономным регулятором распределения температуры листового стекла.
| Модификатор | 1976 |
|
SU592862A1 |
| СПОСОБ И ПЕЧЬ ДЛЯ МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ПАНЕЛЕЙ | 2004 |
|
RU2330819C2 |
| СПОСОБ МОЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА И ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2009107C1 |
| US 6983624 B2, 10.01.2006 | |||
| US 7231787 B2, 19.06.2007 | |||

