ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к уплотняемым зазорам в роторных машинах. Более конкретно, изобретение относится к способу модификации стационарного кожуха таким образом, чтобы скомпенсировать неравномерные по периметру окружности движения ротора.
УРОВЕНЬ ТЕХНИКИ
Роторные машины включают в себя, но не ограничиваются ими, газовые турбины и паровые турбины. Движущийся узел турбины называется ротором, а фиксированный, не движущийся узел, например корпус, кожух и т.п., - статором. Обычно ротор вращается внутри статора в сборе с очень высокими скоростями, приводя в движение генератор, который, в свою очередь, производит электричество или электроэнергию. Паровая турбина имеет паровой тракт, который типично включает в себя находящиеся в последовательно-поточной взаимосвязи паровое сопло (вход пара), турбину и выход пара. Газовая турбина имеет газовый тракт, который типично включает в себя находящиеся в последовательно-поточной взаимосвязи воздухозаборник (или вход), компрессор, камеру сгорания, турбину и выход газа (выхлопное или реактивное сопло). Утечка газа или пара либо из газового или парового тракта, либо в газовый или паровой тракт из области более высокого давления в область более низкого давления обычно нежелательна. Например, утечка в газовом тракте в турбине или области компрессора газовой турбины, между ротором турбины или компрессором и окружающим по периметру турбину или компрессор кожухом понизит эффективность газовой турбины, приводя к повышенным расходам топлива.
На практике зазоры между вращающимся и стационарным узлами часто сконструированы достаточно большими, так что при работе машины имеет место их минимальный контакт. Однако чрезмерно большие зазоры имеют тенденцию способствовать нежелательным утечкам и сниженным рабочим характеристикам. В конструкциях некоторых машин, в которых для лучшей эффективности были сконструированы уменьшенные зазоры, контакт между ротором и статором упреждается и регулируется путем размещения между этими элементами уплотнения, такого как щеточное уплотнение или истираемое уплотнение. Истираемые уплотнения, нанесенные на стационарные детали газовых или паровых турбин, используются для того, чтобы позволить элементам вращающегося узла (например, оконечностям лопаток турбины или зубцам вала и т.п.) контактировать со статором без существенного повреждения или износа. Контакт между вращающимися элементами и истираемым уплотнителем приводит в результате к протертым канавкам в истираемом уплотнителе, создающим уплотненный зазор между этими двумя деталями. Примеры истираемых уплотнений описаны в патенте США №6547522 В2, опубликованном 15.04.2003.
Различные воздействия, такие как температурная деформация кожуха и вибрация из-за динамики ротора, часто вызывают то, что траектория относительного движения ротора становится неравномерной по периметру окружности по отношению к статору. Эта неравномерность движения может привести к существенному контакту на преимущественных, локализованных участках статора, приводя в результате к нежелательным степеням износа элементов. Был опробован ряд подходов к компенсации этого неравномерного движения и результирующему предотвращению контакта. Обычно детали машин механически обрабатывались до круглой формы и собирались с большими равномерными зазорами для предотвращения контакта. Однако большие зазоры допускают утечку большего количества газа или пара, что, к сожалению, ухудшает рабочие характеристики системы. В определенных случаях детали механически обрабатывались до нецентрированной формы для обеспечения неравномерных зазоров, но это усложняет их изготовление и значительно увеличивает затраты. В некоторых паровых турбинах уплотнения сегментированы на 4, 6, 8 или более сегментов, и каждый из этих сегментов механически обрабатывался до разного диаметра. Это сильно усложняет сборку турбины, поскольку отдельные детали должны отслеживаться и собираться in situ в их специфических местах расположения по периметру окружности. Следовательно, существует необходимость в разумных с точки зрения стоимости элементах статора, которые способны создавать неравномерные зазоры с ротором. Также существует потребность в эффективных способах изготовления таких элементов.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Варианты воплощения настоящего изобретения удовлетворяют эти и другие потребности.
Таким образом, задача настоящего изобретения состоит в том, чтобы предложить элементы статора турбины и способы их изготовления, которые позволяют эффективно создавать неравномерные зазоры с ротором турбины.
Один из вариантов воплощения изобретения представляет собой элемент статора турбины (в сборе), содержащий кольцевой основной элемент с внутренней поверхностью, представляющей собой по существу круг в осевом поперечном сечении, и покрытие, нанесенное на внутреннюю поверхность основного элемента, причем это покрытие имеет граничную поверхность, находящуюся в контакте с внутренней поверхностью основного элемента, и внешнюю поверхность, противоположную граничной поверхности, и при этом покрытие имеет толщину, которая варьируется в зависимости от окружного положения вдоль внутренней поверхности основного элемента.
Второй вариант воплощения изобретения представляет собой элемент статора турбины (в сборе), содержащий кольцевой основной элемент с внутренней поверхностью, представляющей собой по существу круг в осевом поперечном сечении, и покрытие, содержащее истираемый материал, нанесенное на внутреннюю поверхность основного элемента и имеющее граничную поверхность, находящуюся в контакте с внутренней поверхностью основного элемента, и внешнюю поверхность, противоположную граничной поверхности, причем внешняя поверхность покрытия представляет собой по существу эллипс в осевом поперечном сечении, имеющий большую ось, простирающуюся между верхним и нижним участками основного элемента.
Третий вариант воплощения изобретения представляет собой способ изготовления элемента статора турбины (в сборе), содержащего кольцевой основной элемент с внутренней поверхностью, представляющей собой по существу круг в осевом поперечном сечении, включающий в себя нанесение покрытия на внутреннюю поверхность основного элемента, причем покрытие имеет граничную поверхность, находящуюся в контакте с внутренней поверхностью основного элемента, и внешнюю поверхность, противоположную граничной поверхности, и при этом покрытие имеет толщину, которая варьируется в зависимости от окружного положения вдоль внутренней поверхности основного элемента.
Четвертый вариант воплощения изобретения представляет собой способ изготовления элемента статора турбины (в сборе), содержащего кольцевой основной элемент с внутренней поверхностью, представляющей собой по существу круг в осевом поперечном сечении, включающий в себя нанесение методом термического напыления на внутреннюю поверхность основного элемента покрытия, содержащего истираемый материал и имеющего граничную поверхность, находящуюся в контакте с внутренней поверхностью основного элемента, и внешнюю поверхность, противоположную граничной поверхности, причем внешняя поверхность покрытия представляет собой по существу эллипс в осевом поперечном сечении, имеющий большую ось, простирающуюся между верхним и нижним участками основного элемента.
Предпочтительно во всех вышеуказанных вариантах воплощения изобретения покрытие имеет толщину до 3 мм и содержит истираемый материал. Предпочтительнее этот истираемый материал содержит фазу металлической матрицы и, по меньшей мере, одну вторичную фазу. Более предпочтительно фаза металлической матрицы содержит, по меньшей мере, один сплав, выбранный из группы, состоящей из CoNiCrAlY, NiCrFeAl и NiCrAl.
Предпочтительно во всех вышеуказанных вариантах воплощения изобретения основной элемент турбины включает в себя, по меньшей мере, один элемент из бандажа лопаток, кожуха турбины и кольцевого соплового аппарата турбины.
Во всех вышеуказанных вариантах воплощения изобретение обеспечивает достижение главного технического результата, заключающегося в компенсации неравномерных по окружности движений ротора.
Эти и другие аспекты, преимущества, дополнительные технические результаты и важные признаки настоящего изобретения станут очевидными из последующего подробного описания, сопровождающих чертежей и прилагаемой формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Обратимся теперь к чертежам, на которых подобные элементы пронумерованы следующим образом:
фиг.1 представляет собой схематическое изображение, иллюстрирующее один вариант воплощения неравномерного напыленного покрытия, размещенного на основном элементе статора;
фиг.2 представляет собой схематическое изображение, иллюстрирующее другой вариант воплощения неравномерного напыленного покрытия, размещенного на основном элементе статора.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В нижеследующем описании подобные номера позиций обозначают подобные или соответствующие детали на всех изображениях, представленных на чертежах. Понятно также, что такие термины, как «верхний», «нижний», «внешний», «внутренний» и им подобные являются лишь приведенными для удобства словами и не должны рассматриваться как ограничивающие термины. Кроме того, будет понятно, что иллюстрации даны с целью описания конкретного, приведенного в качестве примера варианта воплощения изобретения и не предназначены для ограничения изобретения лишь указанным вариантом воплощения.
Ссылаясь в общем на фиг.1 и фиг.2, варианты воплощения изобретения направлены на удовлетворение описанных выше потребностей за счет обеспечения элемента 20 статора турбины. Элемент 20 статора включает в себя кольцевой основной элемент 60, который в определенных вариантах воплощения включает в себя, по меньшей мере, один элемент из бандажа лопаток, кожуха турбины и кольцевого соплового аппарата (сопел) турбины. Основной элемент имеет внутреннюю поверхность 80, которая представляет собой по существу круг 90 в осевом поперечном сечении 100, и покрытие 120, расположенное на внутренней поверхности 80 основного элемента 60. Покрытие 120 имеет граничную поверхность 140, которая находится в контакте с внутренней поверхностью 80 основного элемента 60, и внешнюю поверхность 160, противоположную граничной поверхности 140. Покрытие 120 имеет толщину 180, которая варьируется в зависимости от окружного положения на внутренней поверхности 80 основного элемента 60, и в результате этого форма внешней поверхности 160 покрытия 120 отклоняется от круглой формы основного элемента 60 для более точного соответствия эксцентричности в движении ротора, тем самым обеспечивая наиболее плотные возможные зазоры во время эксплуатации. Варианты воплощения изобретения позволяют механически обрабатывать детали так, чтобы они были круглыми и отцентрированными, и именно покрытие 120 обеспечивает требуемую неравномерность зазора между ротором и статором во время сборки и функционирования.
Опыт работы с определенными типами турбомашин показал, что во многих случаях ротор имеет тенденцию следовать эллиптической траектории движения. Соответственно, для лучшего согласования зазоров с этим условием, в некоторых вариантах воплощения настоящего изобретения внешняя поверхность 160 покрытия 120 по существу представляет собой эллипс 220 в осевом поперечном сечении 100. Эллиптическая форма внешней поверхности 160 покрытия достигается путем размещения покрытия с максимальной толщиной на том месте периферии, где желательны самые маленькие зазоры (т.е. на участках на противоположных сторонах малой оси 260 эллипса), и с минимальной толщиной в тех областях, где требуется максимальный зазор (т.е. на участках на противоположных сторонах большой оси 280). В определенных вариантах воплощения основной элемент 60 включает в себя верхний участок 300 и нижний участок 320, которые соединены вместе горизонтальным соединением 260, а эллипс, образованный внешней поверхностью 160 покрытия, имеет большую ось 280, простирающуюся между верхним участком 300 и нижним участком 320. Хотя в традиционных подходах, как указывалось выше, часто круглый статор механически обрабатывают до желательной эллиптической формы или же производят сборку сложного, многосегментного статора для достижения эллиптической формы, применение описанного здесь покрытия позволяет получить значительные преимущества с точки зрения стоимости и простоты.
Толщина 180 покрытия 120 составляет вплоть до примерно 3 мм, а в отдельных вариантах воплощения - вплоть до примерно 1,75 мм. В одном варианте воплощения изобретения покрытие 120 содержит истираемый материал. Истираемые покрытия широко известны в данной области техники и используются благодаря их способности обеспечивать уплотнения между деталями, находящимися в движении друг относительно друга. Истираемый материал определяется как материал, который селективно и расходуемо изнашивается при контакте ротора со статором, оставляя профиль, подогнанный к профилю эксцентрического движения ротора. В результате получают чрезвычайно герметично уплотненные зазоры. Примеры истираемых покрытий описаны в патенте США №6547522. В одном варианте воплощения истираемый материал содержит фазу металлической матрицы и, по меньшей мере, одну вторичную фазу. В одном варианте воплощения указанная фаза металлической матрицы содержит, по меньшей мере, один сплав, выбранный из группы, состоящей из сплавов кобальт-никель-хром-алюминий-иттрий (CoNiCrAlY), никель-хром-железо-алюминий (NiCrFeAl) и никель-хром-алюминий (NiCrAl). В одном варианте воплощения указанная вторичная фаза содержит графит. В других вариантах воплощения указанная, по меньшей мере, одна вторичная фаза содержит, по меньшей мере, один материал из керамики, полимера и соли. В одном варианте воплощении керамика содержит, по меньшей мере, один материал из гексагонального нитрида бора (BN), алюмосиликатов и обожженной бентонитовой глины. В других вариантах воплощения полимер содержит, по меньшей мере, один материал из сложного полиэфира, полиимида, полиметилметакрилата, силикона, силоксана и резины. В других дополнительных вариантах воплощения соль содержит, по меньшей мере, один материал из фосфата алюминия и гидроксида алюминия.
В одном варианте воплощения изобретения покрытие 120 включает в себя напыленное покрытие. В данной области техники известно много различных технологий напыления, пригодных для получения покрытия 120. В определенных вариантах воплощения напыленное покрытие включает в себя, по меньшей мере, одно из следующих покрытий: нанесенное плазменным напылением покрытие (plasma-sprayed coating), нанесенное пламенным напылением покрытие (flame-sprayed coating), нанесенное высокоскоростным газопламенным напылением покрытие (HVOF, high velocity oxygen fuel-sprayed coating), нанесенное термическим напылением покрытие (thermal-sprayed coating) и нанесенное электродуговым распылением проволоки покрытие (wire-arc sprayed coating).
Чтобы в полной мере воспользоваться преимуществами описанных выше признаков, следующий вариант воплощения настоящего изобретения представляет собой элемент 20 статора турбины. Элемент 20 статора включает в себя кольцевой основной элемент 60 с внутренней поверхностью 80, представляющей собой по существу круг 90 в осевом поперечном сечении 100, и покрытие 120, содержащее истираемый материал. Покрытие 120 помещается на внутренней поверхности 80 основного элемента 60 и имеет граничную поверхность 140, которая находится в контакте с внутренней поверхностью 80 основного элемента 60, и внешнюю поверхность 160, противоположную граничной поверхности 140. Внешняя поверхность 160 покрытия 120 представляет собой по существу эллипс 220 в осевом поперечном сечении 100, имеющий большую ось 280, простирающуюся между верхним 300 и нижним 320 участками основного элемента 60.
Другие варианты воплощения настоящего изобретения включают в себя способ изготовления элемента 20 статора турбины. Способ включает в себя обеспечение кольцевого основного элемента 60 с внутренней поверхностью 80, представляющей собой по существу круг 90 в осевом поперечном сечении 100, и нанесение покрытия 120 на внутреннюю поверхность 80 основного элемента 60. Покрытие 120 имеет граничную поверхность 140, находящуюся в контакте с внутренней поверхностью 80 основного элемента 60, и внешнюю поверхность 160, противоположную граничной поверхности 140. Покрытие 120 имеет толщину 180, которая варьируется в зависимости от окружного положения вдоль внутренней поверхности 80 основного элемента 60.
В одном варианте воплощения изобретения покрытия наносят с использованием технологии напыления, как это описано выше. Для достижения неравномерности по толщине напыленное покрытие в некоторых вариантах воплощения наносят с использованием робота, который запрограммирован варьировать число проходов распылителя над периферийными дуговыми участками определенной длины. В каждом из этих так называемых «проходов» обычно наносят слой покрытия толщиной в диапазоне от примерно 20 микрон до примерно 80 микрон. Например, зазор варьируется приблизительно на 200 микрон путем нанесения примерно на 5 слоев покрытия больше на определенные области кожуха, чем на другие области. Длина дугового участка каждого слоя покрытия также варьируется от слоя к слою для обеспечения относительно плавного перехода между областями с толстым покрытием и областями с тонким покрытием.
Поскольку типичные варианты воплощения были изложены с целью иллюстрации, вышеприведенное описание не должно рассматриваться как ограничение объема правовой охраны изобретения. Соответственно, могут иметь место различные модификации, адаптации и альтернативные варианты, очевидные для специалиста в данной области, без отступления от духа и без выхода за пределы объема правовой охраны настоящего изобретения.
Список элементов
20 - статор
60 - кольцевая основа
80 - внутренняя поверхность
90 - круг
100 - осевое поперечное сечение
120 - покрытие
140 - граничная поверхность
160 - внешняя поверхность
180 - толщина покрытия
200 - положение на периметре окружности
220 - эллипс
240 - увеличение толщины покрытия
260 - малая ось
280 - большая ось
300 - верхний участок
320 - нижний участок
400 - ротор
420 - кожух
Элемент статора турбины содержит кольцевой основной элемент с внутренней поверхностью, представляющей собой круг в осевом поперечном сечении, и покрытие, нанесенное на внутреннюю поверхность основного элемента. Покрытие имеет граничную поверхность, находящуюся в контакте с внутренней поверхностью основного элемента, и внешнюю поверхность, противоположную граничной поверхности. В одном из вариантов покрытие имеет толщину, которая варьируется в зависимости от окружного положения вдоль внутренней поверхности основного элемента. В другом варианте внешняя поверхность покрытия представляет собой эллипс в осевом поперечном сечении, имеющий большую ось, простирающуюся между верхним и нижним участками основного элемента. Способ изготовления элемента статора турбины включает нанесение покрытия на внутреннюю поверхность основного элемента. В одном из вариантов способа наносят покрытие, имеющее толщину, которая варьируется в зависимости от окружного положения вдоль внутренней поверхности основного элемента. В другом варианте покрытие наносят методом термического напыления, а внешняя поверхность покрытия образует эллипс в осевом поперечном сечении, имеющий большую ось, простирающуюся между верхним и нижним участками основного элемента. Изобретение позволяет упростить создание неравномерного зазора между ротором и статором турбины. 4 н. и 6 з.п. ф-лы, 2 ил.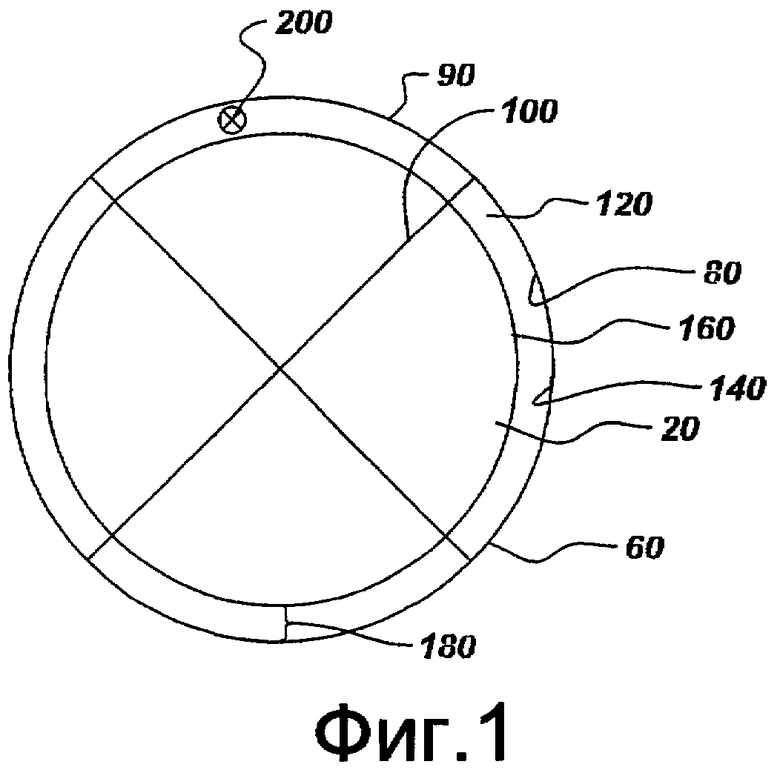
1. Элемент (20) статора турбины, содержащий а) кольцевой основной элемент (60) с внутренней поверхностью (80), представляющей собой по существу круг (90) в осевом поперечном сечении (100); и б) покрытие (120), нанесенное на указанную внутреннюю поверхность (80) указанного основного элемента (60), причем указанное покрытие (120) имеет граничную поверхность (140), находящуюся в контакте с указанной внутренней поверхностью (80) указанного основного элемента (60), и внешнюю поверхность (160), противоположную указанной граничной поверхности (140), при этом указанное покрытие (120) имеет толщину (180), которая варьируется в зависимости от окружного положения (200) вдоль указанной внутренней поверхности (80) указанного основного элемента (60).
2. Элемент (20) статора по п.1, в котором указанная внешняя поверхность (160) указанного покрытия (120) представляет собой, по существу, эллипс (220) в осевом поперечном сечении (100).
3. Элемент статора (20) по п.1, в котором покрытие (120) имеет толщину (180) до 3 мм.
4. Элемент (20) статора по п.1, в котором указанное покрытие (120) содержит истираемый материал.
5. Элемент (20) статора по п.4, в котором указанный истираемый материал содержит фазу металлической матрицы и, по меньшей мере, одну вторичную фазу.
6. Элемент (20) статора по п.5, в котором указанная фаза металлической матрицы содержит, по меньшей мере, один сплав, выбранный из группы, состоящей из CoNiCrAlY, NiCrFeAl и NiCrAl.
7. Элемент (20) статора по п.1, в котором указанный основной элемент (60) включает в себя, по меньшей мере, один элемент из бандажа лопаток, кожуха турбины и кольцевого соплового аппарата турбины.
8. Элемент (20) статора турбины, содержащий а) кольцевой основной элемент (60) с внутренней поверхностью (80), представляющей собой, по существу, круг (90) в осевом поперечном сечении (100); и б) покрытие (120), содержащее истираемый материал, нанесенное на указанную внутреннюю поверхность (80) указанного основного элемента (60) и имеющее граничную поверхность (140), находящуюся в контакте с указанной внутренней поверхностью (80) указанного основного элемента (60), и внешнюю поверхность (160), противоположную указанной граничной поверхности (140), причем указанная внешняя поверхность (160) указанного покрытия (120) представляет собой, по существу, эллипс (220) в осевом поперечном сечении (100), имеющий большую ось (280), простирающуюся между верхним (300) и нижним (320) участками указанного основного элемента (60).
9. Способ изготовления элемента (20) статора турбины, содержащего кольцевой основной элемент (60) с внутренней поверхностью (80), представляющей собой, по существу, круг (90) в осевом поперечном сечении (100), включающий в себя нанесение покрытия (120) на указанную внутреннюю поверхность (80) указанного основного элемента (60), причем указанное покрытие (120) имеет граничную поверхность (140), находящуюся в контакте с указанной внутренней поверхностью (80) указанного основного элемента (60), и внешнюю поверхность (160), противоположную указанной граничной поверхности (140), и при этом указанное покрытие (120) имеет толщину (180), которая варьируется в зависимости от окружного положения (200) вдоль указанной внутренней поверхности (80) указанного основного элемента (60).
10. Способ изготовления элемента (20) статора турбины, содержащего кольцевой основной элемент (60) с внутренней поверхностью (80), представляющей собой, по существу, круг (90) в осевом поперечном сечении (100), включающий в себя нанесение методом термического напыления на указанную внутреннюю поверхность (80) указанного основного элемента (60) покрытия (120), содержащего истираемый материал и имеющего граничную поверхность (140), находящуюся в контакте с указанной внутренней поверхностью (80) указанного основного элемента (60), и внешнюю поверхность (160), противоположную указанной граничной поверхности (140), причем указанная внешняя поверхность (160) указанного покрытия (120) представляет собой, по существу, эллипс (220) в осевом поперечном сечении (100), имеющий большую ось (280), простирающуюся между верхним (300) и нижним (320) участками указанного основного элемента (60).
| ВЬЮНОВ С.А | |||
| Конструкция и проектирование авиационных газотурбинных двигателей | |||
| - М.: Машиностроение, 1989, с.213-218 | |||
| Турбина | 1986 |
|
SU1393908A1 |
| US 5439348 A, 08.08.1995 | |||
| US 4540336 A, 10.09.1985 | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| US 5127795 A, 07.07.1992. | |||

