Изобретение относится к автоматизации обработки материалов резанием и может быть использовано для управления процессом обработки отверстий стержневым инструментом, в частности сверлом или метчиком.
Известно устройство для управления процессом обработки глубоких отверстий, содержащее два электромагнитных датчика, установленных на пиноли станка и предназначенных для взаимодействия с двумя синхронными электромагнитными записями, выполненными в виде диаметрально расположенных магнитных меток, нанесенных на режущем инструменте, а также блок обработки информации, датчик положения стержневого инструмента относительно детали и датчик скорости вращения шпинделя. Первая электромагнитная запись нанесена на нерабочей части инструмента, а вторая электромагнитная запись нанесена на рабочей части инструмента. Первый из электромагнитных датчиков установлен неподвижно на пиноли станка, а второй из электромагнитных датчиков установлен с возможностью перемещения вдоль рабочей части инструмента. Блок обработки информации выполнен в виде последовательно соединенных устройства измерения временного интервала между импульсами с первого и второго датчиков, блока умножения и схемы сравнения с задатчиком. Вход блока обработки информации соединен параллельно с указанными датчиками, а его выход через усилитель мощности соединен с системой управления приводом. Датчик положения инструмента относительно детали соединен с задатчиком схемы сравнения, а датчик скорости вращения шпинделя соединен со вторым входом блока умножения (авторское свидетельство SU 1144799, МПК4 В23В 47/24).
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому техническому результату (прототипом) является устройство для управления процессом обработки отверстий, предназначенное для защиты стержневого инструмента от поломки, содержащее два электромагнитных датчика и датчик скорости вращения, установленные у поверхности инструмента, блок обработки информации и систему управления приводом. Блок обработки информации, подключенный входами к датчикам, а выходом к системе управления, содержит функциональный преобразователь время - угол, дифференциальный усилитель, блок умножения, элемент задержки и компаратор. Датчики подключены к входам преобразователя время - угол, а выход преобразователя время - угол непосредственно и через дифференциальный усилитель подключен на входы блока умножения. Выход блока умножения непосредственно и через элемент задержки подключен к входам двухпорогового компаратора, выходом подсоединенного к системе управления приводом. Электромагнитные датчики выполнены в виде считывающих магнитных головок. На нерабочей и рабочей частях инструмента нанесены магнитные метки (авторское свидетельство SU 1154062, МПК4 В23В 47/24).
Вышеописанные устройства имеют следующие общие недостатки:
- низкая точность, обусловленная пониженной точностью измерения угла раскручивания стержневого инструмента, во-первых, вследствие того, что при заглублении стержневого инструмента в заготовку определяемый устройствами угол раскручивания измеряется на все более меньшей длине рабочей части инструмента, а находящаяся в зоне обработки отверстия магнитная метка, по которой определяется истинное значение угла раскручивания, располагается вне зоны действия датчика, во-вторых, вследствие технически сложно реализуемой процедуры нанесения магнитных меток на инструмент, от точности исполнения которой зависит точность устройств в целом;
- сложность эксплуатации в условиях необходимости обеспечения нанесения магнитных меток на инструмент.
Задачей настоящего изобретения является повышение точности и улучшение условий эксплуатации устройства для управления процессом обработки отверстий.
Поставленная задача решается тем, что в устройстве для управления процессом обработки отверстий, содержащем дифференциальный усилитель, два датчика, один из которых выполнен в виде датчика скорости вращения, установленного у поверхности инструмента, систему управления приводом, согласно изобретению второй датчик выполнен пьезокерамическим, установлен в зажимное приспособление станка нормально к оси инструмента и подключен к дифференциальному усилителю, в устройство введены полосовой фильтр, дискриминатор, аналого-цифровой преобразователь и цифровой измеритель временного сдвига, при этом выход дифференциального усилителя связан с входом полосового фильтра, выход полосового фильтра подключен к входу дискриминатора, выход которого соединен с первым входом аналого-цифрового преобразователя, ко второму входу которого подключен датчик скорости вращения, причем выход аналого-цифрового преобразователя подключен к входу цифрового измерителя временного сдвига, выход которого связан с системой управления приводом.
Повышение точности устройства для управления процессом обработки отверстий обусловлено увеличением точности измерений угла раскручивания стержневого инструмента, так как позволяет определять величину угла раскручивания инструмента по временному сдвигу между сигналами с датчика скорости вращения и с пьезокерамического датчика, установленного в зажимное приспособление станка нормально к оси инструмента.
Улучшение условий эксплуатации устройства достигается за счет установки пьезокерамического датчика в зажимное приспособление станка нормально к оси инструмента, что является технически легко реализуемой процедурой в отличие от нанесения на инструмент магнитных меток.
Предложенное изобретение поясняется чертежом, на котором изображен общий вид устройства для управления процессом обработки отверстий.
Устройство для управления процессом обработки отверстий содержит датчик 1, являющийся пьезокерамическим, и датчик 2 скорости вращения, установленные у поверхности стержневого инструмента 3, взаимодействующего с заготовкой 4, дифференциальный усилитель 5, полосовой фильтр 6, дискриминатор 7, аналого-цифрового преобразователь 8, цифровой измеритель 9 временного сдвига, систему управления 10 приводом. При этом пьезокерамический датчик 2 закреплен в зажимное приспособление 11 станка нормально к оси стержневого инструмента 3. В качестве стержневого инструмента 3 может быть использовано сверло.
Пьезокерамический датчик 1 подключен к дифференциальному усилителю 5, выход которого связан с входом полосового фильтра 6. Выход полосового фильтра 6 подключен к входу дискриминатора 7, выход которого соединен с первым входом аналого-цифрового преобразователя 8, ко второму входу которого подключен датчик 2 скорости вращения. Выход аналого-цифрового преобразователя 8 подключен к входу цифрового измерителя 9 временного сдвига, выход которого связан с системой управления 10 приводом.
Предложенное устройство основано на принципе контроля нагрузки стержневого инструмента по величине крутящего момента, косвенно определяемого по углу раскручивания инструмента.
Устройство для управления процессом обработки отверстий работает следующим образом. При обработке заготовки 4 стержневой инструмент 3, в частности сверло, испытывает воздействие крутящего момента. При увеличении заглубления стержневого инструмента 3 в заготовку 4 происходит увеличение крутящего момента, под действием которого стержневой инструмент 3 раскручивается вокруг своей оси на угол раскручивания, составляющий 3-30° в зависимости от режимов резания, длины сверла и других условий обработки. Пьезокерамический датчик 1, установленный в зажимном приспособлении 11 станка нормально к оси стержневого инструмента 3, в момент прохождения режущей кромки инструмента 3 в близости от этого датчика позволяет фиксировать акустический сигнал в виде электрического импульса; таким образом можно измерить временной интервал между импульсами пьезокерамического датчика 1. Акустический сигнал, соответствующий моменту прохождения режущей кромки инструмента 3 вблизи пьезокерамического датчика 1, ярко выражен: находится в диапазоне частот 7-10 кГц в зависимости от условий обработки и имеет амплитуду значительно более высокую, чем амплитуда акустических сигналов, соответствующих скалыванию стружки, шуму оборудования и другим процессам, присутствующим при резании. Для минимизации влияния подобных факторов предназначены полосовой фильтр 6 и дискриминатор 7, являющийся устройством для регулирования порога ограничения (Подураев В.Н. Технологическая диагностика резания методом акустической эмиссии. / В.Н.Подураев, А.А.Барзов, В.А.Горелов. - М.: Машиностроение, 1988. - С.7), позволяющий работать с наиболее информативным с точки зрения выявления импульсов, соответствующих моменту прохождения режущей кромки инструмента 3 вблизи пьезокерамического датчика 1, диапазоном параметров акустического сигнала. Импульсы сигналов пьезокерамического датчика 1 и датчика 2 скорости вращения при раскручивании стержневого инструмента 3 не совпадают во времени. На вход аналого-цифрового преобразователя 8 подается сигнал с датчика 2 скорости вращения и сигнал с пьезокерамического датчика 1 через дифференциальный усилитель 5, полосовой фильтр 6 и дискриминатор 7, после чего цифровой измеритель 9 временного сдвига производит расчет временного сдвига между импульсами сигналов пьезокерамического датчика 12 и датчика 2 скорости вращения. Если значение временного сдвига не превышает значения, соответствующего максимально допустимой величине угла раскручивания, сигнал с цифрового измерителя 9 временного сдвига об отключении станка или об изменении параметров обработки, поступающий на систему управления 10 приводом станка, отсутствует. В случае превышения допустимой величины угла раскручивания появляется сигнал с цифрового измерителя 9 временного сдвига об отключении станка или об изменении параметров обработки, поступающий на систему управления 10 приводом станка.
Таким образом, предложенное изобретение обеспечивает повышение точности измерений угла раскручивания стержневого инструмента, улучшение условий эксплуатации устройства для управления процессом обработки отверстий и позволяет расширить область его применения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЙ КОМПЛЕКС ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕГО ИНСТРУМЕНТА | 1999 |
|
RU2169641C2 |
| УСТРОЙСТВО ПОИСКА МЕСТ УТЕЧЕК МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2010 |
|
RU2439520C1 |
| УСТРОЙСТВО ДЛЯ ПОИСКА МЕСТ УТЕЧЕК МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2010 |
|
RU2432558C1 |
| Устройство для акустических исследований скважин в процессе бурения | 1982 |
|
SU1108196A1 |
| РАДИОМОДЕМ | 2024 |
|
RU2830959C1 |
| СИСТЕМА ОБНАРУЖЕНИЯ РАДИОЛОКАЦИОННЫХ СИГНАЛОВ | 2003 |
|
RU2256937C1 |
| Устройство непрерывного контроля герметичности трубопровода | 1990 |
|
SU1695161A1 |
| ВОЛОКОННО-ОПТИЧЕСКИЙ ИЗМЕРИТЕЛЬ УГЛОВОЙ СКОРОСТИ | 1994 |
|
RU2112927C1 |
| Малоразмерный ультразвуковой измеритель расстояния | 2019 |
|
RU2720640C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РАСХОДА КОМПОНЕНТОВ ПРОДУКЦИИ СКВАЖИН | 2017 |
|
RU2654099C1 |
Устройство содержит дифференциальный усилитель, два датчика, один из которых выполнен в виде датчика скорости вращения, установленного у поверхности инструмента, систему управления приводом. Для повышения точности и улучшения условий эксплуатации устройства второй датчик выполнен пьезокерамическим, установлен в зажимное приспособление станка нормально к оси инструмента и подключен к дифференциальному усилителю. В устройство введены полосовой фильтр, дискриминатор, аналого-цифровой преобразователь и цифровой измеритель временного сдвига. При этом выход дифференциального усилителя связан с входом полосового фильтра, выход полосового фильтра подключен к входу дискриминатора, выход которого соединен с первым входом аналого-цифрового преобразователя, ко второму входу которого подключен датчик скорости вращения. Выход аналого-цифрового преобразователя подключен к входу цифрового измерителя временного сдвига, выход которого связан с системой управления приводом. 1 ил.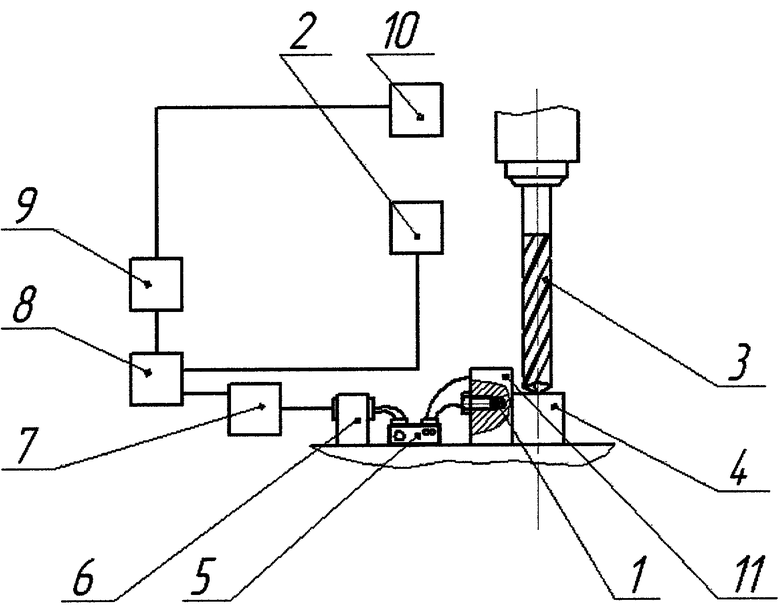
Устройство для управления процессом обработки отверстий, содержащее дифференциальный усилитель, два датчика, один из которых выполнен в виде датчика скорости вращения, установленного у поверхности инструмента, систему управления приводом, отличающееся тем, что второй датчик выполнен пьезокерамическим, установлен в зажимное приспособление станка нормально к оси инструмента и подключен к дифференциальному усилителю, в устройство введены полосовой фильтр, дискриминатор, аналого-цифровой преобразователь и цифровой измеритель временного сдвига, при этом выход дифференциального усилителя связан с входом полосового фильтра, выход полосового фильтра подключен к входу дискриминатора, выход которого соединен с первым входом аналого-цифрового преобразователя, ко второму входу которого подключен датчик скорости вращения, причем выход аналого-цифрового преобразователя подключен к входу цифрового измерителя временного сдвига, выход которого связан с системой управления приводом.
| SU 1154602 A, 07.05.1985 | |||
| Бесконтактное предохранительное устройство для предотвращения поломки инструмента | 1976 |
|
SU605699A1 |
| Бесконтактное предохранительное устройство | 1977 |
|
SU743791A2 |
| Устройство для управления процессом обработки глубоких отверстий | 1984 |
|
SU1144799A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ОСЕВОГО ИНСТРУМЕНТА В ШПИНДЕЛЕ СТАНКА | 1991 |
|
RU2009789C1 |

