Изобретение относится к области машиностроения, в частности к нарезанию цилиндрических зубчатых колес с эвольвентным профилем с помощью дискового лезвийного инструмента на станках с ЧПУ.
Из существующего уровня техники известен способ обработки боковых сторон профиля цилиндрических зубчатых эвольвентных колес вращающимся дисковым лезвийным инструментом по методу периодического обката [Схиртладзе А.Г., Тарапанов А.С., Харламов Г.А. Технология обработки зубчатых зацеплений в машиностроении: Учебное пособие. - М.: Машиностроение, 1999 г. Глава 4, стр.174-177].
Основным недостатком данного способа является то, что профилирование зуба фактически осуществляется одной точкой каждого режущего лезвия нструмента, что вызывает значительный локальный износ режущего инструмента и приводит к снижению точности обработки эвольвентного профиля.
Задачей, на решение которой направлено заявляемое изобретение, является уменьшение локального износа режущего инструмента, повышение точности и улучшение качества обработки боковых сторон профиля зубьев цилиндрических зубчатых колес с эвольвентным профилем при лезвийной обработке методом периодического обката.
Поставленная задача решается за счет того, что в заявляемом способе обработки боковых сторон профиля цилиндрических зубчатых эвольвентных колес вращающимся дисковым лезвийным инструментом по методу периодического обката согласно изобретению режущие кромки инструмента располагают в плоскости, перпендикулярной оси его вращения, при этом при обкате эвольвентного профиля при повороте обрабатываемого колеса вокруг своей оси на некоторый угол φ дисковому лезвийному инструменту сообщают относительные перемещения по следующим формулам в отношении взаимоперпендикулярных осей X и Y, из которых ось Y параллельна оси дискового лезвийного инструмента:


где α - угол профиля исходного контура обрабатываемого колеса;
m - модуль обрабатываемого колеса;
z - число зубьев обрабатываемого колеса;
при этом согласование вращения обрабатываемого колеса вокруг своей оси и перемещение инструмента обеспечивают взаимосвязанными движениями рабочих органов станка в соответствии с управляющей программой от системы ЧПУ.
Сущность изобретения поясняется чертежами, на которых изображено:
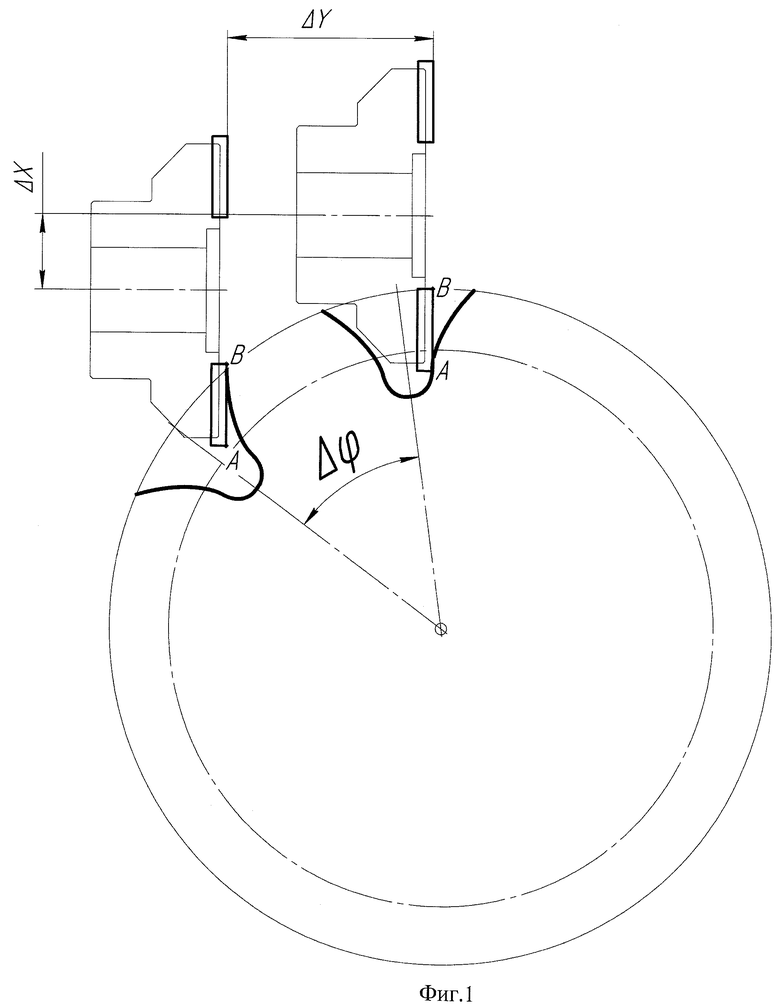
на фиг.1 - процесс обработки боковых сторон профиля цилиндрических зубчатых эвольвентных колес способом обкатки на станке с ЧПУ;
на фиг.2 - общий вид взаимного расположения инструмента и обрабатываемой детали, где: 1 - шпиндель станка с ЧПУ; 2 - корпус дискового лезвийного инструмента; 3 - ось вращения дискового лезвийного инструмента; 4 - пластина режущая; 5 - колесо цилиндрическое зубчатое; 6 - ось вращения колеса цилиндрического зубчатого.
Техническим результатом, обеспечиваемым приведенной совокупностью признаков, является обработка боковых сторон профиля цилиндрических зубчатых эвольвентных колес всей длиной режущей кромки (АВ) дискового лезвийного инструмента (фиг.1), что приводит к уменьшению износа режущего инструмента, повышению точности и улучшению качества обработки зубчатых колес, например, 6 степени при чистовой обработке.
Обработка боковых сторон профиля цилиндрических зубчатых эвольвентных колес при этом производится на пятикоординатном фрезерном обрабатывающем центре с числовым программным управлением, на котором согласование вращения обрабатываемого колеса вокруг своей оси и перемещение инструмента описываются формулами:


где α - угол профиля исходного контура обрабатываемого колеса, обеспечивается взаимосвязанными движениями рабочих органов станка, задаваемыми управляющей программой от системы ЧПУ.
Изготовление зубчатого колеса по предложенному способу проводилось на 5-координатном обрабатывающем центре с ЧПУ Willemin Macodel W-400. Обрабатывалось зубчатое колесо модуля m=12 мм, с числом зубьев z=12, шириной венца В=15 мм, из стали 40X, твердостью 28…32 HRC, со скоростью 120 м/мин при подаче Sz=0,04 мм/зуб.
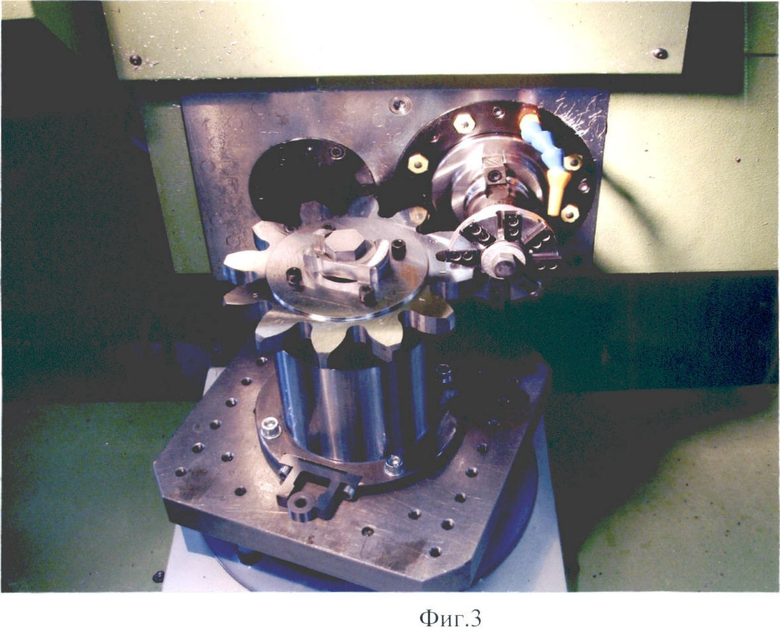
На фиг.3 - процесс обработки по предложенному способу.
Полученная шестерня была измерена на координатно-измерительной машине KLINGELNBERG P26. Результаты измерений показали соответствие точностных показателей (погрешности профиля зуба, суммарной погрешности контактной линии, отклонения контактной линии, отклонения шага, накопленной погрешности шага) 6 степени точности по ГОСТ 1643.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2009 |
|
RU2404030C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС НА СТАНКЕ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС МЕТОДОМ ОБКАТКИ | 1993 |
|
RU2088386C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗАКРЫТОГО ВЕНЦА ЦЕЛЬНОГО БЛОКА ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2403132C1 |
| РЕЗЦОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА ДЛЯ НАРЕЗАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430813C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074063C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2029663C1 |
| ИЗГОТОВЛЕНИЕ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2507040C2 |
Изобретение относится к области машиностроения, в частности к нарезанию цилиндрических зубчатых колес с эвольвентным профилем с помощью дискового лезвийного инструмента на станках с ЧПУ. Способ включает обработку боковых сторон профиля цилиндрических зубчатых эвольвентных колес вращающимся дисковым лезвийным инструментом. Обработку ведут по методу периодического обката. Режущие кромки инструмента располагают в плоскости, перпендикулярной оси его вращения. При обкате эвольвентного профиля при повороте обрабатываемого колеса вокруг своей оси на некоторый угол φ дисковому лезвийному инструменту сообщают относительные перемещения. Перемещения производят в отношении взаимоперпендикулярных осей Х и Y по определенному соотношению. Согласование вращения обрабатываемого колеса вокруг своей оси и перемещения инструмента обеспечивают движениями рабочих органов станка в соответствии с управляющей программой от системы ЧПУ. Техническим результатом изобретения является обработка боковых сторон профиля цилиндрических зубчатых эвольвентных колес всей длиной режущей кромки дискового лезвийного инструмета, что приводит к уменьшению износа режущего инструмента, повышению точности и улучшению качества обработки зубчатых колес. 3 ил.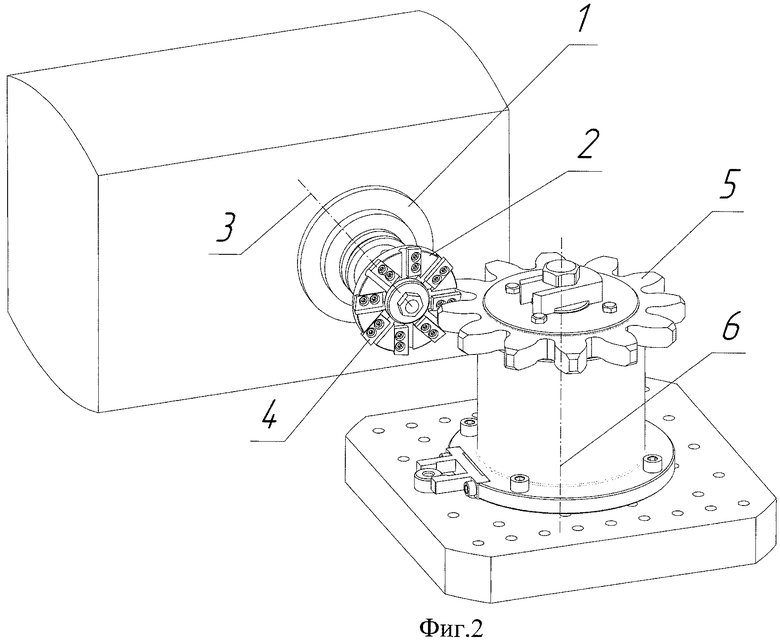
Способ обработки боковых сторон профиля цилиндрических зубчатых эвольвентных колес вращающимся дисковым лезвийным инструментом по методу периодического обката, отличающийся тем, что режущие кромки инструмента располагают в плоскости, перпендикулярной оси его вращения, при этом при обкате эвольвентного профиля при повороте обрабатываемого колеса вокруг своей оси на некоторый угол φ дисковому лезвийному инструменту сообщают относительные перемещения по следующим формулам в отношении взаимоперпендикулярных осей Х и Y, из которых ось Y параллельна оси дискового лезвийного инструмента:
по оси X: 
по оси Y: 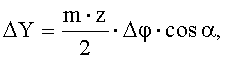
где α - угол профиля исходного контура обрабатываемого колеса;
m - модуль обрабатываемого колеса;
z - число зубьев обрабатываемого колеса;
при этом согласование вращения обрабатываемого колеса вокруг своей оси и перемещение инструмента обеспечивают взаимосвязанными движениями рабочих органов станка в соответствии с управляющей программой от системы ЧПУ.
| CN 100488687 A, 14.11.2007 | |||
| Способ определения глубины резания при шлифовании цилиндрических колес | 1980 |
|
SU942911A1 |
| Способ шлифования зубчатых колес | 1983 |
|
SU1151386A2 |
| ЗУБООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2082567C1 |

