фиг. /
Изобретение относится к обработке поверхности изделий с нанесением на . нее заданной микрогеометрии и может быть использовано преимущественно при изготовлении проволоки для ар:ми рования бетона.
Цель изобретения -- обеспечение получения на поверхности обрабатываемого изделия рисунка определенного профиля.
На фиг,1 изображена цилиндрическая щетка для обработки поверхности изделий, общргй вид, на фиг„2 - провсэло- ка для ap шpoвaния после обработки щеткой.
Цилиндрическая щетка для обработки поверхности изделий включает обой1чу 1 (фиг,1) с расположенным на ней радиальным проволочным ворсом. Ворс щетки, размещен ньй в плоскостях, перпендикулярных оси 2, выполнен из чередующихся 1 наборов проволок различной жесткости. Проволоки 3 большей жесткости образуют на рабочей поверхности щетки линейные участки, расположенные по окружности щетки под углом к ее продольной оси 2. Окружной шаг 4 линейных участков составляет 1-50 длины линейного участка 5, Жесткость проволок 3 линейного участка в 3-3000 раз больше жесткости остальшзгк проволок 6 ворса, заполняющих пространство мелоду линеййыми участками.
Размещение.линейных участков проволок ворса большей жесткости с окружным шагом менее 1 длины линейного згчастка приведет к пол ченшо равномерной шероховатой поверхности на об- рабатьшаемом изделии (например, проволоки для армирования бетона), что ухудшает ее сцепление с бетоном или другим материалом при использовании проволоки в качестве арматуры. При увеличении окружного Шага более 50 длин линейного участка проволок ворса большей жесткости на поверхности изделия образзпотся редкие впадины большой глубины, что ухудшает анкеру- arofie свойства обрабатьшаемык изделий (например, проволоки для армирования) ,
При жесткости проволок ворса линейных участков менее.3 от жесткости остальных проволок не приводит к образованию впадин на поверхности изде- ЛИЙ5 что ухудшает анкеруюр| ие свойства при использовании изделия в качестве арматуры. Увеличение этого отношения
5
0
5
0
5
0
5
0
5
более 3000 приводит к образованию грубых впадин на поверхности обрабатываемых изделий„ Края этих впадин не сглалсиваются остальными проволоками ворса, что снижает прочность при циклическЕОс нагрузках.
На проволоке 7 обозначены риски 8 (фиг.2), образованные воздействием линейных участков с жесткой проволокой 3 на поверхность 9 проволоки 7,
Цилиндрическая щетка для обработки поверхности изделий работает следую- ЩИ1Ч образом.
Вокруг проволоки 7 по ходу ее движения размещают несколько щеток, например, четыре, оси 2 которых параллельны оси проволоки 7. При вращении щеток жесткие линейные участки, ори- . ентированные по окружности рабочей поверхности, наносят на поверхность 9 проволочки 7 риски 8, Линейные участки, расположенные по окружности щетки под углом к ее продольной оси (по винтовой линии), последовательно входят в контакт с поверхностью проволоки, углубляя и расширяя риски на ее поверхности. Резкие переходы в местах образован1ш рисок и концентраторы напряжений в них последователь-, но сгл аживаются проволоками ворса меньшей жесткости в промежутках между моментами формирования рисок. Обработанная несколькими щетками проволока 7 приобретает микрогеометрию поверхности, состояп{ую из расположенных на расстоянии друг от друга рисок jCo сглаженными краями. При воздействии проволок ворса на поверхность она подвергается упрочнению, и увели- 1чивается ее предел выносливости.
Предложенная цилиндрическая щетка для обработки поверхности изделий позволяет повысить качество обрабатываемых изделий за счет создания на их поверхности требуемой микрогеометрии. Линейные участки ворса из проволоки с большей жесткостью, размещенные в плоскостях, перпендикулярных оси щетки, при вращении щетки и движении относительно нее параллельно оси щетки обрабатываемого изделия наносят на поверхность изделия ряд последовательных рисок с краями, сглаживаемыми проволоками ворса меньшей жесткости. Такая микрогеометрия поверхности улучшает апкерующие свойства изделия «(например, проволоки для армирования
где V,
53
бетона) и повышает его усталостную прочность.
При размещении линейных участков, состоящих из проволок большей жестко- сти, по винтовой линии скорость движения изделия относительно щетки согласуют со скоростью вращения щетки и шагом винтовой линии в соотношении
V S-W 2п
- линейная скорость изделия относительно щетки, м/с;
S - шаг винтовой линии, на которой размещены линейные участки 5 проволок большей жесткости на поверхности щетки, м, to - угловая скорость вращения щетки, рад/с. При этом линейные участки последовательно входят в контакт с поверхностью изделия, углубляя и расширяя риски, образованные предыдущими участками. Края рисок также сглаживаютс проволоками ворса меньшей жесткости.
Помимо образования рисок и создания заданной микрогеометрии на по- верхности изделия воздействие проволок ворса повышает усталостную прочность изделия, что имеет большое значение при изготовлении проволоки для армирования бетона.
Ориентацию участков проволок большей жесткости, образующих линейные участки на рабочей поверхности щетки легко осуществить при изготовлении
щетки из наборов дисков с проволочным ворсом по окружности.
о
5
0
, .При обработке проволоки для армирования бетона данной цилиндрической щеткой формируется оптимальная микрогеометрия на поверхности проволоки и повышается ее предел выносливости, что позволяет уменьшить расход металла при армировании бетона, работающего под Воздействием многократного повторения нагрузок, на 20% за счет уменьшения количества проволок для армирования и их диаметра.
Формула изобретения
1.Цилиндрическая щетка для обработки поверхности, содержащая обойму с закрепленным в плоскостях, перпендикулярных ее оси, проволочным ворсом, выполненным из чередующихся наборов проволок различной жесткости с образованием на рабочей поверхности щетки линейных участков большей жесткости, отличающаяся тем, что, целью обеспечения получения на поверхности обрабатываемого изделия рисунка определенного профиля, линейные участки из проволоки большей жесткости расположены по окружности щетки под углом к ее продольной оси.
2.Цилиндрическая щетка по п.1, отличающаяся тем, что линейные участки из проволоки большей жесткости расположены на рабочей поверхности с окружным шагом, составляющим 1-50 длины этого участка.
3.Цилиндрическая щетка по п.1, отличающаяся тем, что жесткость проволок линейных участков в 3-3000 раз больше жесткости остальных проволок.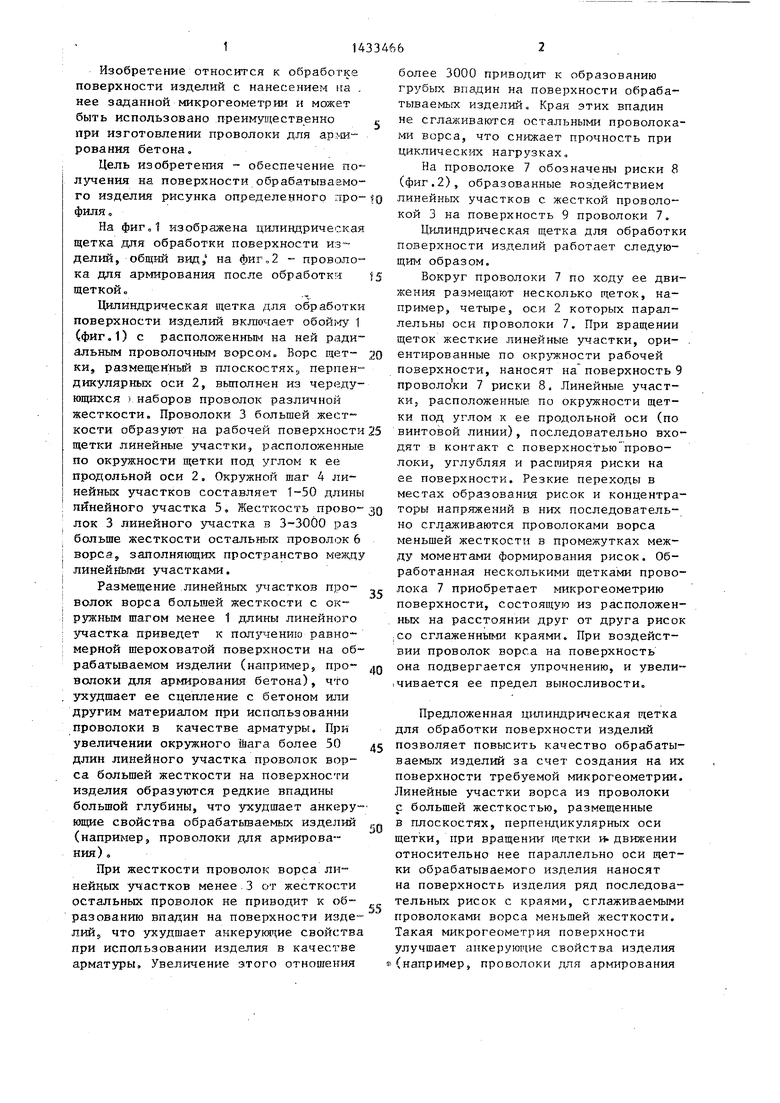

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства проволоки для армирования изделий | 1986 |
|
SU1362523A1 |
| Способ нанесения покрытий | 1990 |
|
SU1733506A1 |
| Щетка для обработки поверхности | 1987 |
|
SU1496763A1 |
| Устройство для нанесения металлического покрытия на поверхность изделия | 1986 |
|
SU1450882A1 |
| Устройство для обработки поверхности изделий | 1987 |
|
SU1497063A1 |
| Устройство для нанесения покрытий | 1988 |
|
SU1520144A1 |
| Устройство для нанесения металлических покрытий на изделия | 1987 |
|
SU1579744A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1990 |
|
RU2015853C1 |
| Устройство для очистки длинномерных цилиндрических изделий | 1986 |
|
SU1402379A1 |
| Устройство для нанесения покрытия | 1987 |
|
SU1497276A1 |
Изобретение относится к обработ ке поверхности изделий с нанесением на нее заданной микрогеометрии и может быть использовано преимущественно при изготовлении проволоки для армирования бетона. Цель изобретения - обеспечение получения на поверхности обрабатываемого изделия рисунка определенного профиля. Цилиндрическая щетка для обработки поверхности изделий содержит обойму 1 с закрепленным в плоскостях, перпендикулярных ее оси 2, проволочным ворсом, выполненным из чередующихся наборов проволок различной жесткости с образованием на рабочей поверхности щетки линейных участков большей жесткости. Линейные участки 3 расположены по окружности щетки под углом к ее продольной оси. 2 з.п. ф-лы, 2 ил. (Л
7 7 У 7
r/V
XI
/ /
х
(JDwe. Z
8
Т
| Патент США № 3343195, кл | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
