Изобретение относится к области производства арматурной проволоки и может быть использовано при изготовлении высокопрочной проволоки для армирования, например, бетона.
Целью изобретения является повышение качества проволоки и эксплуатационных характеристик армированных изделий за счет получения шероховатости поверхности с ... 50 мкм.
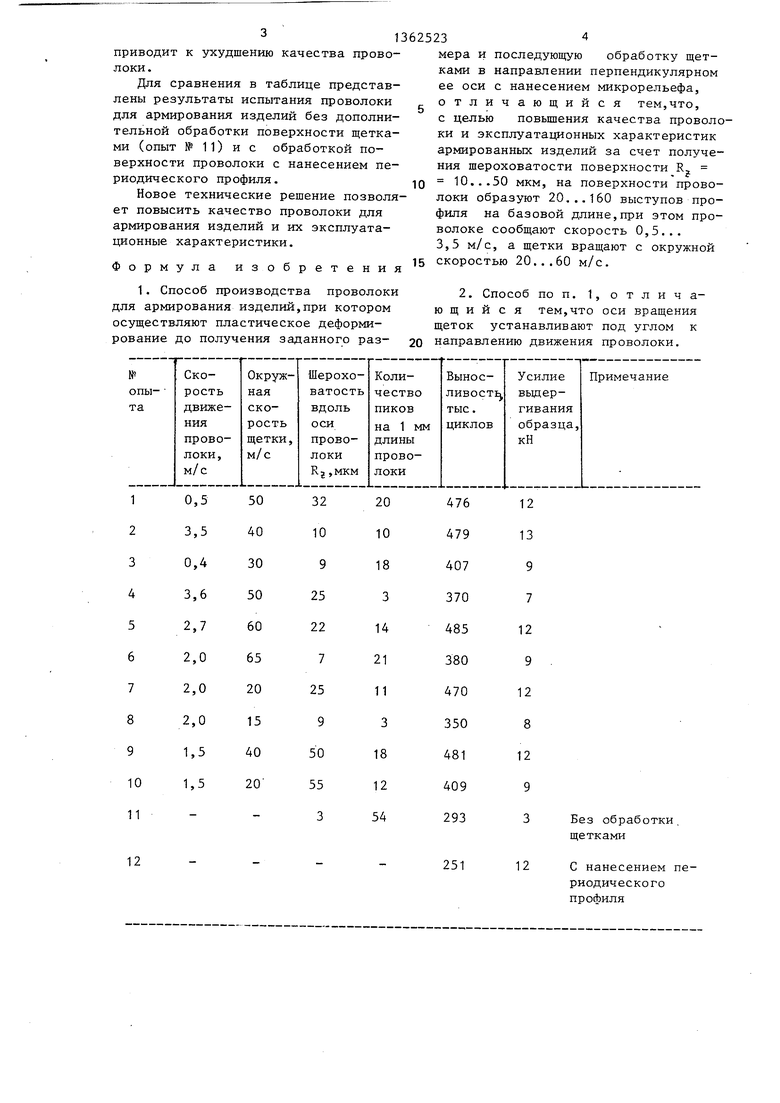
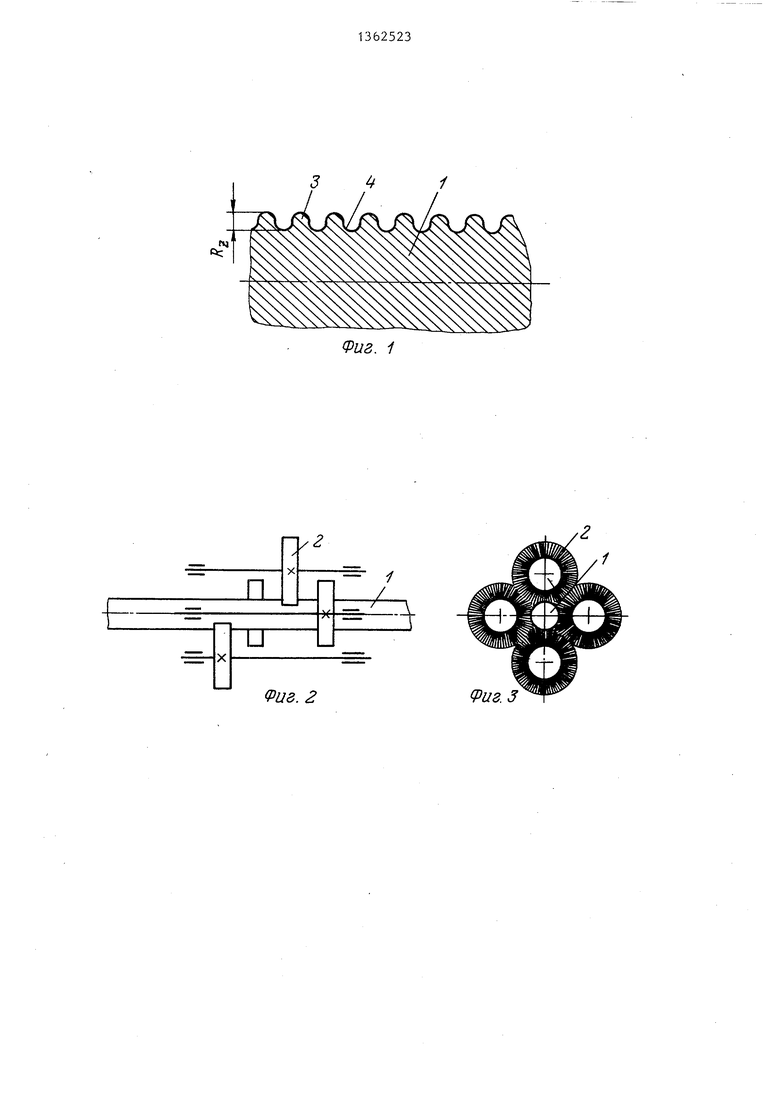
На фиг. 1 показан вид поверхности проволоки для армирования изделий после обработки по предложенному способу;на фиг. 2 и 3 - схемы обработки щетками проволоки для армирования; на фиг. 4 - схема разворота плоскости щетки в процессе обработки проволоки;на фиг. 5 - график зависимости шероховатости поверхности проволоки от усилия прижатия щеток.
Проволоку 1 для армирования изделий получают путем пластической деформации волочением из горячекатаной стальной заготовки. Последующую обработку поверхности проволоки производят металлическими щетками 2 в направлении перпендикулярном ее оси,как показано на фиг. 2 и 3.Проволоку перемещают относительно щеток со скоростью 0,5-3,5 м/с и щетки вращают с окружной скоростью 20-60 м/с.В процессе обработки щетками 2 наносят на поверхность проволоки шероховатость в направлении перпендикулярном оси Rg 10-50 мкм при количестве 20 ...160 выступов на базовой длине. При обработке проволоки плоскость вращения щеток разворачивают относительно направления движения проволоки на угол i 50-80° (фиг. 4), обеспечивая перпендикулярность рисок на поверхности проволоки к ее оси.Поверхность проволоки 1, полученная предложенным способом, имеет микрометрию, показанную на фиг. .1.Выступы 3 и впадины 4 на поверхности проволоки 1 располагаются в направлении вдоль оси проволоки и имеют плавные переходы от впадин к выступам,по форме галтели.
Пример. Проволоку для армирования изделий диаметром 3 мм из стали 70 получают волочением из горячекатаной заготовки с суммарной деформацией „ равной 1,85.На готовом размере производят обработку поверхности проволоки четырьмя ме
таллическими щетками диаметром
250 мм, шириной 40 мм с коэффрщиентом заполнения ворса 0,20, вращающимися с частотой до 5000 1/мин.
Проволоку перемещают относитель- но щеток со скоростью 0,3-4,0 м/с. Диаметр ворса щеток 0,7 мм, длина ворса 25 мм. Ворс выполнен из стали
85.
На поверхности проволоки образуют шероховатость, величину которой и количество выступов на базовой длине определяют на профилографе А1 И191 при движении иглы профило- графа вдоль оси проволоки.Изменение величины шероховатости проволоки осуществляют регулированием усилия прижатия щеток и частоты их вращения.
Обработку проволоки осуществляют одновременно четьфьмя щетками, смещенными одна относительно другой, как показано на фиг. 2 и 3.
Влияние усилия прижатия на величину шероховатости проволоки представлено на фиг. 5, где усилие прижатия Р в ньютонах на 1 мм ширины щетки (Н/мм). Качество проволоки оценивают испытанием на выносливость при симметричном цикле нагружения с числом перегибов 1400/мин при напряжениях изгиба 450 МПа и испытанием на анке- рующие свойства путем испытания на вьщергивание образца,залитого бетоном на длине 100 мм.
Режима обработки и результаты испытания проволоки для армирования изделий с различной обработкой поверхности приведены в таблице.
Анализ таблицы показывает,что предложенный способ с обработкой поверхности проволоки металлическргми щетками в направлении перпендикулярном ее оси с образованием вдоль оси проволоки шероховатости Р. 10- 50 мкм при количес Х Ве 20... 160 выступов на базовой длине (опыты №№1, 2, 5,7,9) при рекомендованных режимах обеспечивает повьш1ение качества проволоки для армирования изделий при повышении эксплуатационных характеристик последних. Усилие прижатия щетки к проволоке обеспечивали
в пределах 10-80 Н/мм. При этом требуемые параметры получают при условиях прижатия 10-25 Н/мм и 45-80 Н/ /мм.Отклонение от рекомендованных режимов (опыты №№ 3, 4, 6,8, 10)
приводит к ухудшению качества проволоки.
Для сравнения в таблице представлены результаты испытания проволоки для армирования изделий без дополнительной обработки поверхности щетками (опыт № 11) и с обработкой поверхности проволоки с нанесением периодического профиля.
Новое технические решение позволяет повысить качество проволоки для армирования изделий и их эксплуатационные характеристики.
Формула изобретения
1. Способ производства проволоки для армирования изделий,при котором осуществляют пластическое деформирование до получения заданного раз-
12
мера и последующую обработку щетками в направлении перпендикулярном ее оси с нанесением микрорельефа, отличающийся тем,что, с целью повышения качества проволоки и эксплуатационных характеристик армированных изделий за счет получения шероховатости поверхности R 10...50 мкм, на поверхности проволоки образуют 20...160 выступов про- фипя на базовой длине,при этом проволоке сообщают скорость 0,5... 3,5 м/с, а щетки вращают с окружной скоростью 20...60 м/с.
2. Способ по п. 1, отличающийся тем,что оси вращения щеток устанавливают под углом к направлению движения проволоки.
Без обработки, щетками
С нанесением периодическогопрофиля
J
Фиг. i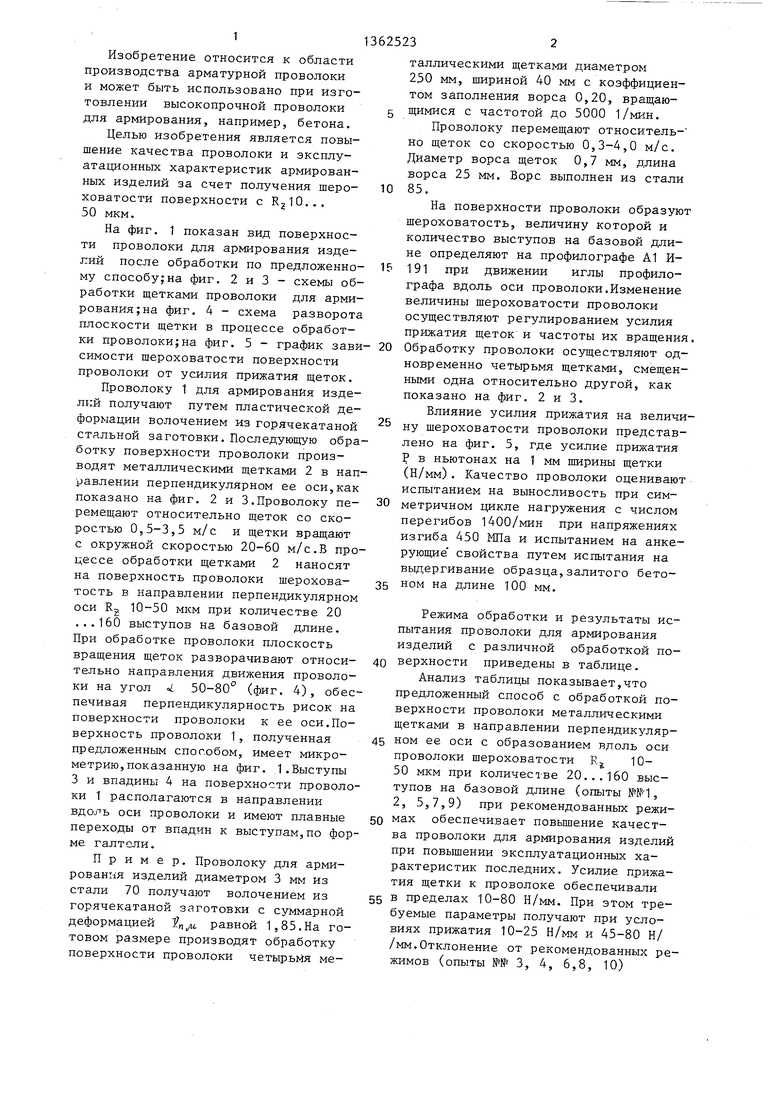
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ЗАГОТОВКИ ПОД ВОЛОЧЕНИЕ | 2003 |
|
RU2238160C1 |
| Цилиндрическая щетка для обработки поверхности | 1986 |
|
SU1433466A1 |
| Способ нанесения покрытий | 1990 |
|
SU1733506A1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2367560C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2367559C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2366556C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2367558C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ТОРЦЕВОЙ ИГЛОФРЕЗОЙ | 2008 |
|
RU2371296C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ | 2008 |
|
RU2364492C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ | 2008 |
|
RU2364493C1 |
Изобретение относится к области производства арматурной проволоки и может быть использовано при изготовлении высокопрочной проволоки для армирования,например, бетона. Цель изобретения - повьшение качества проволоки и эксплуатационных характеристик армированных изделий за счет получения шероховатости поверхности R210...50 мкм. Для этого проволоку обрабатывают щетками с образованием 20...160 выступов профиля. Проволоке сообщают скорость О,5...3,5 м/с, а щетки вращают с окружной скоростью 20... 60 м/с. Изготовление проволоки указанным способом позволяет уменьшить расход металла при хороших армирующих свойствах. 1 з.п. ф-лы, 5 ил., 1 табл. «; (Л 00 Oi bO СП ГО оо
n/
П
и
Фиг. 2
(Риг.з
фиг.
20
20 30 0 50 60 P,Hliifi фц.5
Составитель С.Чукаева Редактор О.Спесивых Техред М.Дидык Корректор М.Максимишинец
Заказ 6335/6 Тираж 731Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Серебреницкий П.П | |||
| Обработка деталей механическими щетками | |||
| Л.: Лениздат, 1967, с | |||
| Регулятор для ветряного двигателя в ветроэлектрических установках | 1921 |
|
SU136A1 |
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
