Изобретение относится к области обработки материалов давлением и, в частности, к устройствам для холодного пластического деформирования и электроимпульсной обработки металлических заготовок перед их деформированием и может быть использовано при изготовлении многоплоскостных трубопроводов, в т.ч. спиральных и винтовых, для пневмогидравлических систем агрегатов и машин в автомобилестроении, самолетостроении, топливной энергетике, медицине, пищевой отрасли, судостроении и ракетостроении.
Известно устройство для электроимпульсной пластификации металла заготовки и ее последующего деформирования [Журнал «Кузнечно-штамповочное производство», 1985, №1, с.29-31].
Недостатками известного устройства являются:
- значительные энергозатраты процесса пластификации металла заготовки из-за необходимости длительного наведения на нее серии импульсов электрического тока высокой плотности тока в потоке (~108 А/м2);
- невозможность в процессе деформирования заготовки реализовать волновую природу пластической деформации в виде пластических роторов (вихрей), проникающих на наноуровень (10-9 м) металла заготовки и создающих регламентированное поле сжимающих напряжений, формирующее в металле трубопровода после гибки проталкиванием т.н. «искусственный интеллект».
Задачей настоящего изобретения является разработка устройства, позволяющего в начале обработки заготовки очистить ее металл от ранее (вихрей) на наноуровень (10-9 м) металла заготовки и формирование в ней массивов металла волокнистой структуры спиральной геометрии с «искусственным интеллектом».
Для решения поставленной задачи модуль для электроимпульсной и силовой сферодинамической пластификации металла заготовок трубопроводов содержит устройство для электроимпульсной обработки и устройство для силовой обработки сферодинамическими ударными импульсами, при этом устройство для электроимпульсной обработки выполнено в виде токосъемников, соединенных с генератором электрических импульсов, двух планшайб, соединенных двумя вертикальными стойками с упругими элементами, причем одна из планшайб установлена с возможностью возвратно-поступательного перемещения по упомянутым вертикальным стойкам, а устройство для силовой обработки сферодинамическими ударными импульсами выполнено с двумя бойками, рабочие поверхности которых выполнены по разнонаправленным кривым логарифмической спирали Я.Бернулли с различными углами их подъема.
Модуль для электроимпульсной и силовой сферодинамической пластификации металла заготовок трубопроводов представлен графическими материалами, где:
на фиг.1 представлена принципиальная схема устройства для электроимпульсной обработки;
на фиг.2 - принципиальная схема устройства для силовой обработки сферодинамическими ударными импульсами.
Модуль для электроимпульсной и сферодинамической пластификации металла заготовок трубопроводов содержит устройство для силовой обработки сферодинамическими ударными импульсами в виде сферодинамического ударно-импульсного реверсора, имеющего электропривод 1, кинематически соединенный с эксцентриком 2, регулирующим ход возвратно-поступательных перемещений планшайб 3 и 4 с установленными на них бойками 9 и 10, платформы 6 и 7, соединенные стойками 5 с пружинами 8. Рабочие поверхности бойков 9 и 10 выполнены по разнонаправленным кривым логарифмической спирали Я.Бернулли с различными углами их подъема.
Устройство для электроимпульсной обработки содержит токосъемники 13 и 14, соединенные тоководами 12 и 15 с генератором электрических импульсов 22, планшайбы 16 и 20, размещенные на платформах 17 и 21 и соединенные вертикальными стойками 18 с упругими элементами 19, установленными на основании 23.
Модуль работает следующим образом.
Заготовку трубопровода 11 размещают между бойками 9 и 10 сферодинамического ударно-импульсного реверсора (фиг.1) и производят первоначальную ударно-импульсную обработку заготовки 11 по всей ее длине. При этом в структуре металла трубной заготовки 11 формируются структурные спиралеобразные концентраторы ранее внесенных дислокаций на основании принципов поворотной симметрии Вейля. Затем заготовку 11 размещают между токосъемниками 13 и 14 (фиг.2), соединенными тоководами 12 и 15 с генератором электрических импульсов 22, и производят электроимпульсную обработку серией электрических импульсов низкой плотности тока в потоке, тем самым регламентированно перемещая ранее сконцентрированные дислокации структуры металла заготовки в определенную зону, которую затем удаляют.
После этого заготовку 11 вновь размещают между бойками 9 и 10 сферодинамического реверсора и производят вторичную обработку ударными импульсами по всей длине, формируя в металле заготовки 11 регламентированное поле сжимающих напряжений с помощью пластических роторов (вихрей), проникающих на наноуровень обрабатываемого металла и придавая ему свойства т.н. «искусственного интеллекта», проявляющегося в виде свойства металла изделия самостоятельно (синергетически) принимать решения в условиях, близких к критическим.
Обе ударно-импульсные обработки заготовки 11 бойками 9 и 10 с рабочими поверхностями, выполненными по разнонаправленным кривым логарифмической спирали Я.Бернулли с различными углами их подъема, обеспечивают встречнонаправленную обработку заготовки активными (приводными) и реактивными (релаксационными) инструментами при винтообразном перемещении по металлу очагов деформации с условиях реализации эффекта Баушингера и проявления волновых механизмов пластичности в виде пластических роторов (вихрей).
Винтообразное перемещение очагов деформации от бойков 9 и 10 создается при вращении и возвратно-поступательном перемещении заготовки (фиг.1).
Реализация эффекта Баушингера достигается настройкой режима деформации с помощью эксцентрика 2.
Выполнение рабочих поверхностей А и В, соответственно, ударного 9 и релаксационного 10 бойков сферодинамического ударно-импульсного реверсора в форме разнонаправленных кривых логарифмической спирали Я. Бернулли с различными углами их подъема создает в металле заготовки 11 сферодинамическое спиралеобразное механическое поле, обеспечивающее энергообмен между активными и реактивными спиральными траекториями перемещения очагов деформаций обоих бойков в массиве металла заготовки 11.
При вторичной сферодинамической ударно-импульсной обработке пластические роторы (вихри) формируют в очищенном от дислокации металле регламентированное поле сжимающих напряжений, гарантирующих сохранение геометрии полученных из заготовок трубопроводов.
Изобретение относится к области обработки материалов давлением и может быть использовано при изготовлении многоплоскостных трубопроводов для пневмогидравлических систем агрегатов и машин. Модуль для электроимпульсной и сферодинамической силовой пластификации металла заготовок трубопроводов содержит устройство для электроимпульсной обработки и устройство для силовой обработки сферодинамическими ударными импульсами. Устройство для электроимпульсной обработки содержит токосъемники, соединенные с генератором электрических импульсов, и две планшайбы. Планшайбы соединены двумя вертикальными стойками с упругими элементами. Одна из планшайб имеет возможность возвратно-поступательного перемещения по вертикальным стойкам. Устройство для силовой обработки имеет два бойка. Рабочие поверхности бойков выполнены по разнонаправленным кривым логарифмической спирали Я.Бернулли с различными углами подъема. В результате обеспечивается формирование в очищенном от дислокации металле заготовки регламентированного поля сжимающих напряжений, гарантирующих сохранение геометрии полученных из заготовок трубопроводов. 2 ил.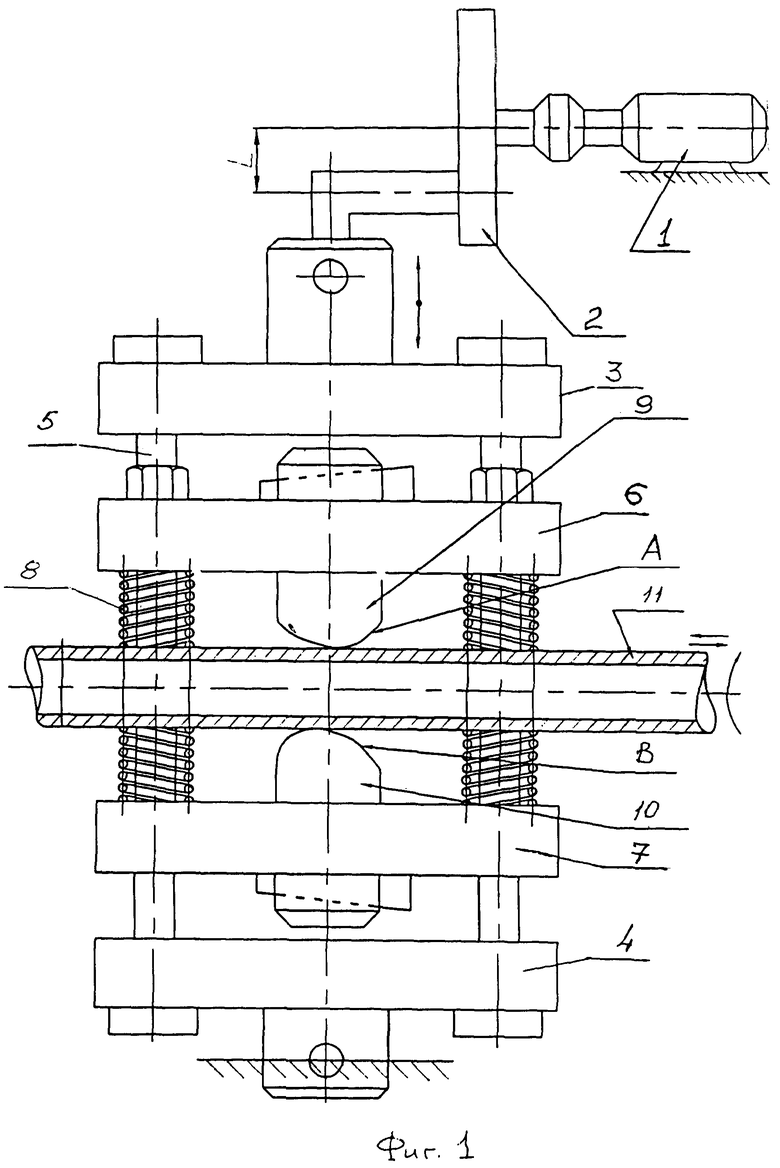
Модуль для электроимпульсной и сферодинамической силовой пластификации металла заготовок трубопроводов, характеризующийся тем, что он содержит устройство для электроимпульсной обработки и устройство для силовой обработки сферодинамическими ударными импульсами, при этом устройство для электроимпульсной обработки выполнено в виде токосъемников, соединенных с генератором электрических импульсов, двух планшайб, соединенных двумя вертикальными стойками с упругими элементами, причем одна из планшайб установлена с возможностью возвратно-поступательного перемещения по упомянутым вертикальным стойкам, а устройство для силовой обработки сферодинамическими ударными импульсами выполнено с двумя бойками, рабочие поверхности которых выполнены по разнонаправленным кривым логарифмической спирали Я.Бернулли с различными углами их подъема.
| СПОСОБ СФЕРОДИНАМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2216425C2 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1990 |
|
SU1672665A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ДАВЛЕНИЕМ | 1990 |
|
SU1751925A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКРЕМНИСТОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1991 |
|
RU2041268C1 |

