Изобретение относится к обработке металлов давлением, в частности к способам обработки листовых заготовок с введением пластифицирующих импульсов электрического тока, и может найти применение в авиационной промышленности и смежных с ней отраслях машиностроения.
Целью изобретения является расширение технологических возможностей при проведении обтяжки заготовок по пуансону, повышение качества и снижение производственных затрат.
На фиг. 1 представлены зависимости утонений заготовки от угла обтяжки при различных условиях осуществления способа; на фиг.2 - аналогичная зависимость в зоне изменения утонения заготовки.
При осуществлении способа производят предварительную электроимпульсную пластификацию всей заготовки, обтягивают заготовку до прилегания к пуансону ее центральной части в пределах угла αо, равного
αо = (0,4-0,6) αк, где αк - конечный угол обтяжки, далее продолжают обтяжку с электроимпульсной пластификацией центральной части заготовки, соответствующей углу αо, до полного облегания пуансона заготовкой, после чего производят калибровку с электроимпульсной пластификацией всей заготовки.
Так как способ предназначен для пластификации преимущественно малопластичных заготовок, то до начала их нагружения необходим пластифицирующий импульс, обеспечивающий снижение сопротивления деформированию и повышение пластических свойств.
Обтяжка предварительно пластифицированной заготовки производится без введения импульсов тока до момента, когда угол облегания ею пуансона αо не достигнет значения αо = (0,4-0,6) αк.
Далее обтяжка производится с электроимпульсной пластификацией центральной зоны, ограниченной углом αо. При углах облегания, больших αо, центральная зона увеличивается и возможности ее деформи- рования ограничиваются большими силами трения, в результате чего материал в этой зоне практически не утоняется, а значительное утонение происходит в зонах припуска.
При углах облегания, меньших αо, блокирующая роль сил трения уменьшается, происходит существенное утонение материала в центральной зоне и незначительное - в зонах схода заготовки с пуансона.
В обоих рассмотренных случаях возможности обтяжки будут лимитироваться разрушением заготовки в местах наибольших утонений. При обтяжке же с углом αо = (0,4-0,6) αк утонение материала заготовки оказывается близким к равномерному, что обеспечивает расширение технологических возможностей и позволяет получать практически равнопрочные детали.
Калибровка, представляющая собой завершающую стадию обтяжки, выполняется с электроимпульсной пластификацией всей заготовки, что приводит, во-первых, к дотяжке зон схода заготовки с пуансона, во-вторых, к уменьшению угла пружинения, т.е. к повышению точности изготовления деталей.
Примеры конкретного осуществления способа.
Были проведены эксперименты по установлению оптимальной последовательности нагружения и электроимпульсной пластификации, обеспечивающие расширение технологических возможностей процесса обтяжки модельных обшивок из титановых сплавов ОТ-4 и ВТ-20. Размеры модельных заготовок 250х135,х0,8 мм. Обтяжка выполнялась на гидропрессе с максимальным усилием 300 кН и регулируемой скоростью перемещения рабочих органов в диапазоне 0,1-20 см/мин. Использовалась экспериментальная оснастка, включающая обтяжные пуансоны и устройство для закрепления кромок листовых заготовок с поворотными рычагами.
Пуансоны имели двойную кривизну продольным радиусом R1 = 220 мм и поперечным радиусом R2 = 55 мм.
Импульсы электрического тока вводились в заготовки от источника питания, включающего низковольтный трансформатор мощностью 180 кВт, прерыватель тока ПСЛТ-1200 и блок коммутации, обеспечивающий подведение тока к различным участкам заготовки. Удельная энергия электрических импульсов назначалась исходя из условий полной пластификации активируемых участков заготовки.
Обтяжка заготовок производилась вначале до разрушения в целях выявления предельных возможностей, а затем до величин хода пуансона ho, составляющего 0,8 от предельного hпр.
Каждый опыт дублировался 3 раза.
Обтяжка выполнялась по трем схемам.
1. Без электроимпульсной пластификации.
2. С электроимпульсной пластификацией только центральной части заготовки, соответствующей углу αо = 0,5 αк.
3. В соответствии с изобретением, но с более широким диапазоном варьирования угла αo (в пределах 0,3-0,7 αк).
В ходе экспериментов фиксировались усилия деформирования на различных этапах обтяжки. После выполнения модельной обтяжки производилось измерение толщин Sк по образующей в плоскости их симметрии, а также остаточных радиусов кривизны после разгрузки Rост.
На графике (см.фиг.1) приведены осредненные экспериментальные значения утонения по длине образующей обшивок в плоскости их симметрии для указанных выше схем выполнения обтяжки (в схеме 3 - при αо = 0,5 αк). Анализ приведенных данных показывает, что при обтяжке без электроимпульсной пластификации (схема 1) центральная зона обшивки практически не утоняется, а следовательно, не деформируется (позиция 1 на фиг.1).
Это свидетельствует о незначительных технологических возможностях процесса. Разрушение при выполнении данной схемы обтяжки при достижении предельных степеней формоизменения происходит в зоне технологического припуска, где возникает наибольшее утонение.
При обтяжке с электроимпульсной пластификацией центральной части заготовки, соответствующей углу облегания αо = 0,5 αк (схема 2), неравномерность утонения является значительной, а наибольшее утонение имеет место в центральной зоне (позиция 2 на фиг.1). Но это свидетельствует о создании в полюсной зоне деформации одного знака по высоте сечения, что приводит к повышению точности при обтяжке.
При обтяжке согласно изобретению (схема 3) ввиду деформирования в процессе калибровки ранее не участвовавших в формоизменении зон утонение также становится большим, но близким к равномерному (позиция 3 на фиг.1). Получаемое при данной схеме деформирования значительно более равномерное распределение утонения определяет высокие технологические возможности процесса.
Характер изменения утонения по образующей в плоскости симметрии обшивок, обтянутых по схеме 3 с различными углами, принципиально является таким же, как и при αо = 0,5 αк (позиция 3 на фиг.1).
Разница наблюдается в максимальных значениях утонений в полюсной зоне ( αо = 0).
Характер же этого изменения представлен на графике (см.фиг.2).
Как следует из анализа этого графика, наибольшее утонение возникает в полюсной зоне заготовки при малых значениях угла αо (0,3 αк ≅ αо < 0,4 αк). В этом случае имеет место большое различие в величине деформации полюсной и зон схода заготовки с пуансона. Процесс лимитируется разрушением заготовки в центральной ее части. Когда же 0,6 αк< αо ≅0,7 αк, утонение центральной части заготовки незначительно, что свидетельствует о малой величине деформации удлинения.
Наиболее равномерное деформирование всей заготовки при сохранении значительного утонения, а следовательно, и удлинения имеет место при величине αо = (0,4-0,6) αк.
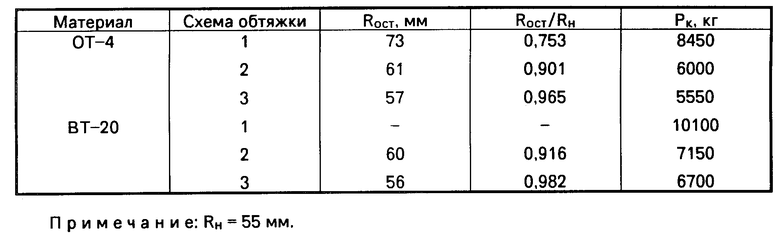
Одним из основных показателей качества деталей является точность их изготовления. Применительно к обшивкам, получаемым обтяжкой, о точности можно судить по отношению величин радиусов под нагрузкой Rн и остаточных радиусов Rост после снятия нагрузки.
Такое сопротивление приведено в таблице для разных схем обтяжки и различных материалов. В этой же таблице приведены значения максимальных усилий Рк, зафиксированных при деформировании различных материалов по различным схемам формоизменения.
Анализ данных, приведенных в таблице, показывает, что калибровка с электроимпульсной пластификацией всей заготовки позволяет получить более высокую точность при меньших потребных усилиях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБТЯЖКИ ЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2057607C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОБТЯЖКОЙ ТОНКОЛИСТОВЫХ ДЕТАЛЕЙ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ ДВОЯКОВЫПУКЛОЙ ФОРМЫ | 2014 |
|
RU2573859C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЙНОЙ КРИВИЗНЫ | 2004 |
|
RU2275266C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОБТЯЖКОЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ, ИМЕЮЩИХ ДВОЯКОВЫПУКЛУЮ ПОЛОГУЮ ФОРМУ | 2022 |
|
RU2799365C1 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ | 1993 |
|
RU2105626C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБНЫХ ЗАГОТОВОК | 1993 |
|
RU2097162C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ДАВЛЕНИЕМ | 1990 |
|
SU1751925A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 2009 |
|
RU2429928C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК С ДНИЩЕМ СФЕРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2157739C2 |
| Способ автоматизированного формообразования оболочки переменной кривизны обтяжкой листовой заготовки | 2024 |
|
RU2838191C1 |


Изобретение относится к обработке металлов давлением, в частности к способам обработки листовых заготовок с введением пластифицирующих импульсов электрического тока. Цель изобретения - расширение технологических возможностей при проведении обтяжки заготовок по пуансону, повышение качества и снижение производственных затрат. При осуществлении способа предварительно осуществляют электроэмульсионную пластификацию всей заготовки, производят обтяжку до прилегания центральной части заготовки к пуансону в пределах угла αo, выбираемого из соотношения αo= (0.4 - 0.6)αк , где αк - конечный угол обтяжки. После этого осуществляют обтяжку с введением пластифицирующих импульсов электрического тока в пределах угла αo . Окончательную калибровку заготовки производят с применением электроимпульсной пластификации всей заготовки. 2 ил. 1 табл.
αo=(0,4-0,6)αk ,
где αk - конечный угол обтяжки,
а деформирование заготовки с введением пластифицирующих импульсов электрического тока осуществляют обтяжкой с электроимпульсной пластификацией центральной части заготовки в пределах угла αo до полной обтяжки ею пуансона, после чего производят калибровку с электроимпульсной пластификацией всей заготовки.
| Авторское свидетельство СССР N 1153440, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
