Изобретение относится к технике дозирования и предназначено для использования в пищевой промышленности, для фасовки пластичных и сыпучих продуктов, в частности зерненного, рассыпчатого творога.
Известно изобретение «Способ объемного дозирования пластичного продукта, преимущественно творога, и устройство для его осуществления» (патент RU 2169683, опубл. 2001.06.27), в котором устройство содержит питатель, дозировочную карусель с мерными гильзами, выталкивающий поршень и приспособление для подачи тары. В рабочей части поршня выполнена выемка, диаметр которой по торцу поршня не превышает диаметра поршня, а в теле поршня выполнены каналы, сообщающие полость выемки с источником сжатой газообразной среды. Выходные участки каналов могут быть расположены под углом к оси поршня так, что их геометрические оси проходят через зоны кромок рабочей части поршня. Такое выполнение позволяет повысить точность дозирования за счет удаления с поршня налипшего на него творога.
Основным недостатком этого способа дозирования является возможность дозирования только текучих продуктов или пластичных продуктов, не требующих сохранения структуры. При заполнении продуктом мерной гильзы данным способом нарушается его структура и теряется его внешний вид.
Известно изобретение «Способ объемного дозирования пластичного продукта, преимущественно творога, и устройство для его осуществления» (патент RU 2180310, опубл. 2002.03.10), которое предусматривает подачу продукта в течение фиксированного промежутка времени из бункера в мерную емкость номинального объема через питатель, заполнение мерной емкости и подачу отмеренной дозы продукта из мерной емкости на позицию выгрузки. При этом продукт в бункере подвергают уплотнению посредством равномерного силового воздействия на него. Момент прекращения подачи продукта в мерную емкость определяют из условия начала поступления продукта из мерной в соединенную с ней дополнительную емкость, а проход продукта между упомянутыми емкостями осуществляют через гидравлическое сопротивление. Устройство содержит мерную емкость, соединенную с ней дополнительную емкость и сопротивление на пути прохода продукта из мерной емкости в дополнительную, выполненное в виде дроссельной шайбы. Загрузочный бункер оснащен средством создания равномерного силового воздействия на находящийся в нем продукт, выполненным, например, в виде пневмоцилиндра и нажимной пластины с направляющими. Изобретение позволит увеличить точность дозирования, а также производительность процесса. Кроме того, изобретение позволяет за счет обеспечения визуального контроля заполнения мерной емкости при настройке времени цикла дозирования повысить удобство обслуживания.
Данный способ объемного дозирования вязких продуктов заключаются в подаче (шнеком или поршнем) с постоянным усилием дозируемого продукта из питателя в мерную емкость номинального объема в течении предварительно определенного отрезка времени. Точность дозирования в этом способе достигается тем, что продукт подают в мерную емкость при избыточном давлении.
Основным недостатком этого способа дозирования является возможность дозирования только текучих продуктов или пластичных продуктов, не требующих сохранения структуры. При заполнении продуктом мерного стакана данным способом нарушается его структура и теряется его внешний вид.
Технический результат, полученный при реализации заявляемого изобретения заключается в увеличении видов фасуемых продуктов, таких как, например, зерненный, рассыпчатый творог, не нарушая их структуры и внешнего вида.
Указанный технический результат достигается в способе объемного дозирования пластично-сыпучего продукта, заключающемся в подаче в течение фиксированного промежутка времени продукта из бункера в емкость, в заполнении последней и подаче отмеренной дозы продукта из мерной емкости на позицию выгрузки, в котором дополнительно установленным ворошителем в бункере разрыхляют продукт, не разрушая его и заполняют емкость, расположенную на верхнем подвижном транспортном элементе, продуктом под собственным весом, через три шага которого емкость верхнего подвижного транспортного элемента размещают над мерной емкостью, расположенной на нижнем подвижном транспортном элементе и пересыпают творог в мерный стакан, подпрессовывая его узлом подпрессовки, при следующем шаге верхнего и нижнего подвижных транспортных элементов в мерной емкости нижней карусели остается творог нужного объема, а лишний объем творога остается в емкости верхней карусели, еще через два шага мерную емкость с творогом нижнего подвижного транспортного элемента устанавливают на место сброса творога в тару и при помощи выталкивателя творог высыпают из мерной емкости в емкость-упаковку,
Кроме того, подпрессовывают продукт с помощью поршня, приводимого в движение пневмоцилиндром с заданным усилием.
Кроме того, заданное усилие регулируют давлением воздуха в пневмосистеме управления пневмоцилиндром.
Кроме того, при помощи индуктивного датчика осуществляют согласование работы верхнего, нижнего подвижных транспортных элементов и основного подвижного транспортного элемента, на котором расположена емкость-упаковка.
Кроме того, регулируют номинальный объем емкости путем изменения объема мерной емкости нижней карусели перемещением подвижной плиты.
Также указанный технический результат достигается в устройстве для объемного дозирования пластично-сыпучего продукта, содержащем подвижный транспортный элемент, установленный с возможностью периодического поворота, мерную емкость, дополнительную емкость, бункер для размещения дозируемого продукта и узел подпрессовки, в которое дополнительно введен ворошитель, размещенный в бункере, верхний подвижный транспортный элемент, на котором размещены дополнительные емкости, выталкиватель для подачи продукта в упаковочную емкость, при этом узел подпрессовки расположен над дополнительной емкостью на верхнем подвижном транспортном элементе, а выталкиватель размещен над мерной емкостью на нижнем подвижном транспортном элементе.
Кроме того, верхняя и нижняя подвижные транспортные элементы выполнены в виде диска, на котором закреплены соответственно дополнительная и мерная емкости с кольцами внизу, прижатыми к диску с помощью пружин.
Кроме того, верхний и нижний подвижные транспортные элементы выполнены с приводом в виде передачи типа «мальтийский крест».
Кроме того, ворошитель, укрепленный на валу, выполнен в виде двух горизонтальных элементов, соединенных между собой перемычкой в месте их крепления, находящихся в нижней части бункера и элемента, соединенного с перемычкой горизонтальной частью, вертикальная часть которого расположена в верхней части бункера параллельно его стенки.
Кроме того, в него введена подвижная плита, расположенная под мерными емкостями.
Кроме того, подвижная плита выполнена с регулировочными винтами для ее передвижения.
Кроме того, узел подпрессовки выполнен в виде поршня, приводимого в движение пневмоцилиндром.
Кроме того, в него введен основной подвижный транспортный элемент для размещения емкости-упаковки.
Кроме того, в него введен датчик для согласования работы верхнего, нижнего и основного подвижных транспортных элементов.
Кроме того, датчик выполнен индуктивным.
Кроме того, емкости верхней и нижней подвижных транспортных элементов выполнены внутри в виде конуса.
Также указанный технический результат по варианту 2 достигается в устройстве для объемного дозирования пластично-сыпучего продукта, содержащем подвижный транспортный элемент, установленный с возможностью периодического поворота, мерные емкости, расположенные на подвижном транспортном элементе, дополнительную емкость, загрузочный бункер для размещения дозируемого продукта и узел подпрессовки, в которое дополнительно введен ворошитель, размещенный в бункере, верхний подвижный транспортный элемент, на котором размещены дополнительные емкости, выталкиватель для подачи продукта в упаковочную емкость, подвижная плита, расположенная под мерными емкостями, при этом узел подпрессовки расположен над дополнительной емкостью на верхнем подвижном транспортном элементе, а выталкиватель размещен над мерной емкостью на нижнем подвижном транспортном элементе, при этом верхняя и нижняя подвижные транспортные элементы выполнены в виде диска, на котором закреплены соответственно дополнительная и мерная емкости с кольцами внизу, прижатыми к диску с помощью пружин, а ворошитель, укрепленный на валу, выполнен в виде двух горизонтальных элементов, соединенных между собой перемычкой в месте их крепления, находящихся в нижней части бункера и элемента, соединенного с перемычкой горизонтальной частью, вертикальная часть которого расположена в верхней части бункера параллельно его стенки.
Кроме того, подвижная плита выполнена с регулировочными винтами для ее передвижения.
Кроме того, узел подпрессовки выполнен в виде поршня, приводимого в движение пневмоцилиндром.
Кроме того, в него введен основной подвижный транспортный элемент для размещения емкости-упаковки.
Кроме того, в него введен датчик для согласования работы верхнего, нижнего и основного подвижных транспортных элементов.
Кроме того, датчик выполнен индуктивным.
Кроме того, емкости верхней и нижней подвижных транспортных элементов выполнены внутри в виде конуса.
Кроме того, емкости верхней и нижней подвижных транспортных элементов выполнены в виде стакана.
Кроме того, верхний и нижний подвижные транспортные элементы выполнены с приводом в виде передачи типа «мальтийский крест».
В дальнейшем предлагаемое изобретение поясняется конкретными примерами его выполнения и прилагаемыми чертежами, на которых:
Фиг.1 - изображает общий вид устройства объемного дозирования пластичного продукта, в частности творога.
Фиг.2 - изображает вид сверху устройства объемного дозирования пластичного продукта, в частности творога - А - позиция заполнения продуктом из емкости стакана верхней карусели; Б - позиция пересыпания продукта из стакана верхней карусели в мерный стакан нижней карусели с одновременной подпрессовкой продукта; В - позиция выдачи продукта из мерного стакана нижней карусели в емкость-упаковку.
Фиг.3 - изображает верхний и нижний подвижные транспортные элементы.
Способ осуществляют следующим образом.
Творог засыпают в бункер 1 (фиг.1). Продукт в бункере 1 разрыхляют ворошителем 2, не разрушая его. При включении устройства нижний 4 и верхний 3 подвижные транспортные элементы (карусели) поворачивают на 60°. Творог во время поворота насыпается в емкость верхнего подвижного транспортного элемента 5 (карусели), находящийся под бункером - позиция А (фиг.2). Через три шага подвижного транспортного элемента (карусели) 3, 4 емкость верхнего подвижного транспортного элемента 5 располагают над мерной емкостью нижней карусели 6 - позиция Б и пересыпают продукт из емкости верхнего подвижного транспортного элемента (карусели) в мерную емкость нижнего подвижного транспортного элемента (карусели) с одновременной подпрессовкой продукта узлом подпрессовки 7, например, с помощью поршня приводимого в движение пневмоцилиндром с заданным усилием.
При следующем шаге подвижных транспортных элементов 3, 4 в мерной емкости 6 нижнего подвижного транспортного элемента остается творог нужного объема, а лишний объем творога остается в емкости верхнего подвижного транспортного элемента 5, куда происходит досыпание продукта при следующем цикле подвижных транспортных элементов. Еще через два шага мерный стакан с творогом нижней карусели 6 устанавливается на место сброса творога в тару - позиция В. При помощи выталкивателя 8 творог высыпают из мерной емкости нижнего подвижного транспортного элемента 6 (карусели) в емкость-упаковку 9, которая может быть расположена на основном подвижном транспортном элементе (карусели) (не показан). Регулируют номинальный объем емкости путем изменения объема мерной емкости 6 нижней карусели 4 перемещением подвижной плиты 10.
Устройство объемного дозирования пластично-сыпучего продукта по варианту 1, 2 (фиг.1, 2, 3) содержит загрузочный бункер 1 для размещения дозируемого продукта, ворошитель 2, расположенный в бункере 1, верхний подвижный транспортный элемент 3, на котором размещены дополнительные емкости 5 и нижний подвижный транспортный элемент 4, на котором размещены мерные емкости 6, подвижные транспортные элементы 3, 4 установлены с возможностью периодического поворота, и узел подпрессовки 7, выталкиватель 8 для подачи продукта в упаковочную емкость 9, которые могут быть размещены на основном подвижном транспортном элементе (не показан), при этом узел подпрессовки 7 расположен над дополнительной емкостью 5 на верхнем подвижном транспортном элементе 3, а выталкиватель 8 размещен над мерной емкостью 6 на нижнем подвижном транспортном элементе 4.
Верхняя и нижняя подвижные транспортные элементы (карусели) 3, 4 (фиг.3) выполнены в виде диска 12, на котором закреплены соответственно дополнительная 5 и мерная 6 емкости с кольцами 13 внизу, прижатыми к диску 11 с помощью пружин 14. В устройство введена подвижная плита 10, расположенная под мерными емкостями 6, узел подпрессовки 7 выполнен в виде поршня, приводимого в движение пневмоцилиндром.
Кроме того, верхний 3 и нижний 4 подвижные транспортные элементы выполнены с приводом в виде передачи типа «мальтийский крест», подвижная плита 10 выполнена с регулировочными винтами 11 для ее передвижения, в устройство введен датчик 15 для согласования работы верхнего, нижнего и основного (не показан) подвижных транспортных элементов, емкости верхней и нижней подвижных транспортных элементов 5, 6 выполнены внутри в виде конуса (конусообразно), что уменьшает налипание продукта и позволяет увеличить точность дозирования.
Привод 16, содержащий электродвигатель, червячный редуктор и цилиндрический редуктор, вращает нижний 4 и верхний 3 подвижные транспортные элементы (карусели), и ворошитель 2 в бункере 1. Вращение подвижных транспортных элементов происходит пошагово на угол 60°, а ворошитель 2 в бункере вращается непрерывно. Согласование работы устройства и основного подвижного транспортного элемента со стаканами-упаковкой осуществляется при помощи датчика 15.
В подвижную плиту 10 упираются кольца 13 нижней карусели 4 и при перемещении подвижной плиты 10 вверх или вниз перемещаются и кольца 13 по стаканам 6. При перемещении подвижной плиты 10 вниз кольца 13 перемещаются по стаканам 6, толкаемые пружиной 14 и объем мерного стакана увеличивается. При перемещении подвижной плиты 10 вверх кольца 13 перемещаются по стаканам 6, толкаемые подвижной плитой 10, и объем мерного стакана 6 уменьшается.
Кроме того, ворошитель 2, укрепленный на валу 17, выполнен в виде двух горизонтальных элементов 18, соединенных между собой перемычкой в месте их крепления, находящихся в нижней части бункера и элемента 19, соединенного с перемычкой горизонтальной частью, вертикальная часть которого расположена в верхней части бункера параллельно его стенки.
Пример осуществления способа и работа устройства для его осуществления по вариантам 1, 2.
Творог загружают в бункер 1. Из бункера 1 творог при помощи ворошителя 2 засыпается в стакан 5 верхней карусели 3. После поворота верхней карусели 3 стакан верхней карусели 5 переходит с позиции А на позицию Б, где творог пересыпается из стакана 5 верхней карусели 3 в мерный стакан 6 нижней карусели 4 и подпрессовывается с заданным усилием для стабилизации однородности продукта, и тем самым увеличения стабильности дозы (фиг.2).
При следующем повороте каруселей дозатора мерный стакан 6 нижней карусели 4 с нужной порцией продукта переходит на позицию В, а стакан 5 верхней карусели 3 с остатком продукта переходит на позицию А под бункер 1, где опять происходит его заполнение продуктом из бункера 1. Творог из мерного стакана 6 нижней карусели 4 с помощью выталкивателя 8 высыпается в стакан-тару 9.
Регулировка дозы фасуемого продукта производится путем перемещения подвижной плиты 10 при помощи регулировочных винтов 11. При перемещении подвижной плиты 10 вниз перемещаются и кольца 13 по стаканам 6. При перемещении подвижной плиты вниз кольца 13 перемещаются по стаканам 6, толкаемые пружиной 14, и объем мерного стакана увеличивается. При перемещении подвижной плиты 10 вверх кольца 13 перемещаются по стаканам 6, толкаемые подвижной плитой, и объем мерного стакана уменьшается.
В устройстве ворошитель 1, установленный в бункере 2, разрыхляет продукт, не разрушая его, и продукт равномерно, под собственным весом, заполняет емкость верхней карусели. Далее при пересыпании продукта в мерный стакан нижней карусели 6 происходит его подпрессовка с помощью узла подпрессовки 7, который выполнен, например, в виде поршня, приводимого в движение пневмоцилиндром, с заданным усилием регулируемым давлением воздуха в пневмосистеме управления пневмоцилиндром, что обеспечивает однородность дозируемого продукта в емкости каждого последующего цикла, в конечном результате, точность дозирования. При повороте лишний продукт остается в емкости верхней карусели 5, а отмеренная доза в емкости нижней карусели 6 передается на позицию передачи продукта в емкость-упаковку. Емкости верхней и нижней карусели выполнены в виде стакана, имеющего коническую внутреннюю поверхность, что уменьшает налипание продукта и позволяет увеличить скорость и точность дозирования.
Четкий поворот каруселей дозатора на угол 60° позволяет выполнять передача типа «мальтийский крест», используемая в приводе 16 дозатора. Также данный привод позволяет вращать ворошитель 2 в бункере 1 дозатора, когда верхняя и нижняя карусель дозатора 3,4 стоят на месте и происходят следующие процессы:
- наполнение продуктом стакана верхней карусели, который находится под бункером;
- пересыпании продукта из стакана верхней карусели в мерный стакан нижней карусели и его подпрессовка;
- выдача дозы продукта из мерного стакана нижней карусели в стакан-упаковку.
Форма ворошителя 2, расположенного в нижней части емкости, выполненного в виде двух горизонтальных элементов 18, соединенных между собой перемычкой в месте их крепления, уменьшает зависание продукта в емкости, а элемент ворошителя, вертикальная часть 19 которого расположена параллельно стенки верхней части бункера, предотвращает сводообразование продукта в емкости,
Таким образом, при реализации заявляемого изобретения достигнута возможность увеличения видов фасуемых продуктов, таких как, например, зерненный, рассыпчатый творог, без нарушения их структуры и внешнего вида, а также увеличение точности дозирования, скорости наполнения в тару. Устройство компактно, просто в обслуживании.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБЪЕМНОГО ДОЗИРОВАНИЯ ПЛАСТИЧНЫХ ПРОДУКТОВ, ПРЕИМУЩЕСТВЕННО ТВОРОГА, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2180310C1 |
| ДОЗАТОР ДЛЯ ФАСОВОЧНО-УПАКОВОЧНОЙ МАШИНЫ | 2011 |
|
RU2483992C1 |
| Устройство для дозирования сыпучих материалов | 1982 |
|
SU1127808A1 |
| УСТАНОВКА ДЛЯ ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 2021 |
|
RU2767102C1 |
| Устройство для дозирования сыпучих материалов | 1982 |
|
SU1078250A1 |
| УСТРОЙСТВО ДЛЯ НАПОЛНЕНИЯ ЕМКОСТЕЙ ПЛАСТИЧНЫМ ПРОДУКТОМ, ПРЕИМУЩЕСТВЕННО ТВОРОГОМ | 2000 |
|
RU2169683C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ФАСОВКИ ПОРОХОВ | 2019 |
|
RU2707201C1 |
| Устройство для дозирования соли в банки с продуктами | 1990 |
|
SU1763295A1 |
| МАШИНА ДЛЯ НАПОЛНЕНИЯ БАНОК ПРОДУКТОМ | 1998 |
|
RU2131834C1 |
| УСТРОЙСТВО ДЛЯ ОБЪЕМНОГО ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 2011 |
|
RU2464535C1 |
Изобретение относится к способу и вариантам устройства для фасовки пластичных и сыпучих продуктов, в частности зерненного, рассыпчатого творога. Способ заключается в подаче в течение фиксированного промежутка времени продукта из бункера в емкость, заполнении емкости и подаче отмеренной дозы продукта из мерной емкости на позицию выгрузки. Дополнительно установленным ворошителем в бункере разрыхляют продукт, не разрушая его, и заполняют емкость, расположенную на верхнем подвижном транспортном элементе, под собственным весом. Емкость верхнего подвижного транспортного элемента размещают над мерной емкостью, расположенной на нижнем подвижном транспортном элементе, и пересыпают творог в мерный стакан, подпрессовывая его узлом подпрессовки. При следующем шаге верхнего и нижнего подвижных транспортных элементов в мерной емкости нижней карусели остается творог нужного объема, а лишний объем творога остается в емкости верхней карусели. Через два шага мерную емкость с творогом нижнего подвижного транспортного элемента устанавливают на место сброса творога в тару и при помощи выталкивателя творог высыпают из мерной емкости в емкость-упаковку. Подвижный транспортный элемент установлен с возможностью периодического поворота. Верхняя и нижняя подвижные элементы выполнены в виде диска, на котором закреплены дополнительная и мерные емкости с кольцами внизу, прижатыми к диску с помощью пружин. Достигается увеличение видов фасуемых продуктов, таких как, например, зернистый, рассыпчатый творог, не нарушая их структуры. 3 н. и 22 з.п. ф-лы, 3 ил.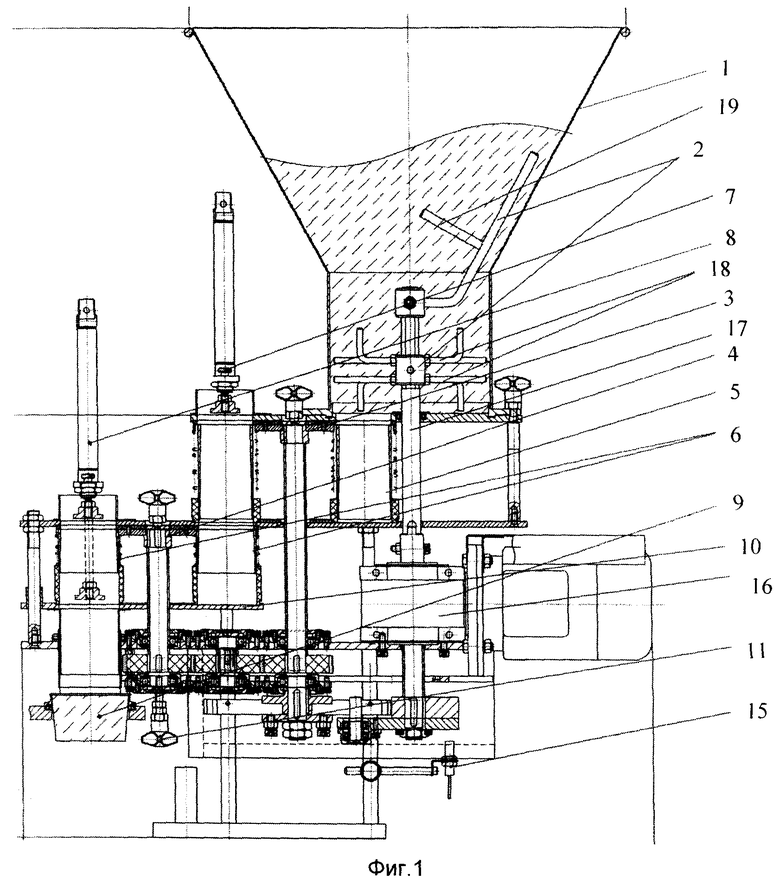
1. Способ объемного дозирования пластично-сыпучего продукта, заключающийся в подаче в течение фиксированного промежутка времени продукта из бункера в емкость, в заполнении последней и подаче отмеренной дозы продукта из мерной емкости на позицию выгрузки, отличающийся тем, что дополнительно установленным ворошителем в бункере разрыхляют продукт, не разрушая его, и заполняют емкость, расположенную на верхнем подвижном транспортном элементе, продуктом под собственным весом, через три шага которого емкость верхнего подвижного транспортного элемента размещают над мерной емкостью, расположенной на нижнем подвижном транспортном элементе, и пересыпают творог в мерный стакан, подпрессовывая его узлом подпрессовки, при следующем шаге верхнего и нижнего подвижных транспортных элементов в мерной емкости нижней карусели остается творог нужного объема, а лишний объем творога остается в емкости верхней карусели, еще через два шага мерную емкость с творогом нижнего подвижного транспортного элемента устанавливают на место сброса творога в тару и при помощи выталкивателя творог высыпают из мерной емкости в емкость-упаковку.
2. Способ объемного дозирования пластично-сыпучего продукта по п.1, отличающийся тем, что подпрессовывают продукт с помощью поршня, приводимого в движение пневмоцилиндром с заданным усилием.
3. Способ объемного дозирования пластично-сыпучего продукта по п.1, отличающийся тем, что при помощи индуктивного датчика осуществляют согласование работы верхнего и нижнего подвижных транспортных элементов и основного подвижного транспортного элемента, на котором расположена емкость-упаковка.
4. Способ объемного дозирования пластично-сыпучего продукта по п.1, отличающийся тем, что регулируют номинальный объем емкости путем изменения объема мерной емкости нижней карусели перемещением подвижной плиты.
5. Устройство для объемного дозирования пластично-сыпучего продукта, содержащее подвижный транспортный элемент, установленный с возможностью периодического поворота, мерную емкость, дополнительную емкость, бункер для размещения дозируемого продукта и узел подпрессовки, отличающееся тем, что в него дополнительно введен ворошитель, размещенный в бункере, верхний подвижный транспортный элемент, на котором размещены дополнительные емкости, выталкиватель для подачи продукта в упаковочную емкость, при этом узел подпрессовки расположен над дополнительной емкостью на верхнем подвижном транспортном элементе, а выталкиватель размещен над мерной емкостью на нижнем подвижном транспортном элементе.
6. Устройство объемного дозирования пластично-сыпучего продукта по п.5, отличающееся тем, что верхняя и нижняя подвижные транспортные элементы выполнены в виде диска, на котором закреплены соответственно дополнительная и мерная емкости с кольцами внизу, прижатыми к диску с помощью пружин.
7. Устройство объемного дозирования пластично-сыпучего продукта по п.6, отличающееся тем, что верхний и нижний подвижные транспортные элементы выполнены с приводом в виде передачи типа «мальтийский крест».
8. Устройство объемного дозирования пластично-сыпучего продукта по п.5, отличающееся тем, что ворошитель, укрепленный на валу, выполнен в виде двух горизонтальных элементов, соединенных между собой перемычкой в месте их крепления, находящихся в нижней части бункера, и элемента, соединенного с перемычкой горизонтальной частью, вертикальная часть которого расположена в верхней части бункера параллельно его стенки.
9. Устройство объемного дозирования пластично-сыпучего продукта по п.5, отличающееся тем, что в него введена подвижная плита, расположенная под мерными емкостями.
10. Устройство объемного дозирования пластично-сыпучего продукта по п.9, отличающееся тем, что подвижная плита выполнена с регулировочными винтами для ее передвижения.
11. Устройство объемного дозирования пластично-сыпучего продукта по п.5, отличающееся тем, что узел подпрессовки выполнен в виде поршня, приводимого в движение пневмоцилиндром.
12. Устройство объемного дозирования пластично-сыпучего продукта по п.5, отличающееся тем, что в него введен основной подвижный транспортный элемент для размещения емкости-упаковки.
13. Устройство объемного дозирования пластично-сыпучего продукта по п.5, отличающееся тем, что в него введен датчик для согласования работы верхнего, нижнего и основного подвижных транспортных элементов.
14. Устройство объемного дозирования пластично-сыпучего продукта по п.13, отличающееся тем, что датчик выполнен индуктивным.
15. Устройство объемного дозирования пластично-сыпучего продукта по п.5, отличающееся тем, что емкости верхней и нижней подвижных транспортных элементов выполнены внутри в виде конуса.
16. Устройство объемного дозирования пластично-сыпучего продукта по п.5, отличающееся тем, что емкости верхней и нижней подвижных транспортных элементов выполнены в виде стакана.
17. Устройство для объемного дозирования пластичного продукта, содержащее подвижный транспортный элемент, установленный с возможностью периодического поворота, мерные емкости, расположенные на подвижном транспортном элементе, дополнительную емкость, загрузочный бункер для размещения дозируемого продукта и узел подпрессовки, отличающееся тем, что в него дополнительно введен ворошитель, размещенный в бункере, верхний подвижный транспортный элемент, на котором размещены дополнительные емкости, выталкиватель для подачи продукта в упаковочную емкость, подвижная плита, расположенная под мерными емкостями, при этом узел подпрессовки расположен над дополнительной емкостью на верхнем подвижном транспортном элементе, а выталкиватель размещен над мерной емкостью на нижнем подвижном транспортном элементе, при этом верхний и нижний подвижные транспортные элементы выполнены в виде диска, на котором закреплены соответственно дополнительная и мерная емкости с кольцами внизу, прижатыми к диску с помощью пружин, а ворошитель, укрепленный на валу, выполнен в виде двух горизонтальных элементов, соединенных между собой перемычкой в месте их крепления, находящихся в нижней части бункера, и элемента, соединенного с перемычкой горизонтальной частью, вертикальная часть которого расположена в верхней части бункера параллельно его стенке.
18. Устройство объемного дозирования пластично-сыпучего продукта по п.17, отличающееся тем, что подвижная плита выполнена с регулировочными винтами для ее передвижения.
19. Устройство объемного дозирования пластично-сыпучего продукта по п.17, отличающееся тем, что узел подпрессовки выполнен в виде поршня, приводимого в движение пневмоцилиндром.
20. Устройство объемного дозирования пластично-сыпучего продукта по п.17, отличающееся тем, что в него введен основной подвижный транспортный элемент для размещения емкости-упаковки.
21. Устройство объемного дозирования пластично-сыпучего продукта по п.17, отличающееся тем, что в него введен датчик для согласования работы верхнего, нижнего и основного подвижных транспортных элементов.
22. Устройство объемного дозирования пластично-сыпучего продукта по п.21, отличающееся тем, что датчик выполнен индуктивным.
23. Устройство объемного дозирования пластично-сыпучего продукта по п.17, отличающееся тем, что емкости верхней и нижней подвижных транспортных элементов выполнены внутри в виде конуса.
24. Устройство объемного дозирования пластично-сыпучего продукта по п.17, отличающееся тем, что емкости верхней и нижней подвижных транспортных элементов выполнены в виде стакана.
25. Устройство объемного дозирования пластично-сыпучего продукта по п.17, отличающееся тем, что верхний и нижний подвижные транспортные элементы выполнены с приводом в виде передачи типа «мальтийский крест».
| СПОСОБ ОБЪЕМНОГО ДОЗИРОВАНИЯ ПЛАСТИЧНЫХ ПРОДУКТОВ, ПРЕИМУЩЕСТВЕННО ТВОРОГА, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2180310C1 |
| УСТРОЙСТВО ДЛЯ НАПОЛНЕНИЯ ЕМКОСТЕЙ ПЛАСТИЧНЫМ ПРОДУКТОМ, ПРЕИМУЩЕСТВЕННО ТВОРОГОМ | 2000 |
|
RU2169683C1 |
| Устройство для наполнения тары сыпучим продуктом | 1987 |
|
SU1446022A1 |
| Устройство для наполнения сосудов | 1981 |
|
SU971702A1 |
| Объемный питатель для подачи пастообразных материалов | 1983 |
|
SU1122559A1 |
| DE 29506139 U1, 22.06.1995 | |||
| DE 60105765 T2, 16.02.2000. | |||

