Предлагаемый способ относится к технике изготовления зарядов смесевого ракетного твердого топлива с кольцевой проточкой в канале, формуемой с помощью конуса из набора секторов, помещенных в резинотканевый защитный чехол.
Известен способ изготовления резинотканевого чехла по патенту РФ 2300656, принятый авторами за прототип.
В данном техническом решении элементы чехла - листы и фигурные элементы (накладки) - выполнены из каландрованной резины, сдублированной с армирующей тканью. При этом изготовление элементов производят путем совместной вулканизации листов резины с тканью под давлением.
В отличие от плоских листов, вулканизация которых производится под большим давлением в прессе, фигурная накладка, представляющая собой часть тора с примыкающими к нему конусными участками, вулканизуется в воздушном термостате под весьма незначительным давлением, которое осуществляют за счет приматывания (прибинтовывания) заготовки к «болванке» - кольцевой металлической оправке, имитирующей фигурную часть конуса - хлопчатобумажной лентой.
Однако при вулканизации в термостате давления, создаваемого примоточной лентой, явно недостаточно, что приводит к низкой прочности соединения резины с тканью, отслоениям, пузырчатости и отпечаткам от ленты на накладке. Кроме того, при приматывании «сырая» резина может сильно деформироваться, образуя складки.
Заготовку накладки, в принципе, можно было бы изготавливать на прессе между плоскими плитами, однако из нее практически невозможно в дальнейшем получить качественную фигурную накладку (придать ей нужную форму).
Техническим результатом изобретения является устранение указанных недостатков и благодаря этому повышение качества накладки и, следовательно, качества заряда.
Указанная цель достигается тем, что в способе изготовления сферической накладки резинотканевого чехла для защиты набора секторов, формующих кольцевую проточку в канале заряда из смесевого ракетного твердого топлива, включающем получение сферической накладки путем формования на оправке и последующей вулканизации каландрованной резины с подложкой ткани, перед формованием осуществляют предварительное прессование заготовки невулканизованной резины с тканью между плоскими плитами при температуре 15…30°С под давлением 40…120 кгс/см2 в течение 5…25 мин.
При этом в случае необходимости прессование заготовки могут осуществлять последовательными участками с нахлестом зоны прессования от 10 до 30 мм.
Таким образом, предварительное соединение сырой резины с тканью по указанным выше режимам позволяет резко улучшить механические свойства заготовки без потери ее эластичности и формуемости.
Способ осуществляется следующим образом. На нижнюю плиту пресса укладывается полоса триацетатной пленки, затем заготовка сырой обезжиренной резины, полоса армирующей ткани, имеющая ширину на 10…20 мм больше ширины резиновой заготовки и сшитая внахлест из полос, вырезанных под углом 45°±15° к основе, полоса триацетатной пленки. После этого верхнюю плиту пресса опускают, создают требуемое давление и выдерживают. После выдержки верхняя плита пресса поднимается, заготовка перемещается вдоль плит так, чтобы отпрессованный участок оставался в зоне прессования на длине, обеспечивающей отсутствие отпечатка от стыка участков прессования. Опытным путем установлено, что нахлеста 10…30 мм достаточно, чтобы избежать проявления краевых эффектов.
Процесс повторяется до окончания прессования всей заготовки.
Полученная заготовка представляет собой достаточно прочно соединенные между собой листы сырой резины и ткани за счет внедрения резины в структуру ткани, при этом эластичность и формуемость заготовки в поперечном направлении вполне достаточны для получения качественной накладки после вулканизации.
Затем заготовку накладки снимают с пресса, накладывают на оправку (фиг.1), прибинтовывают, помещают в воздушный термостат и вулканизуют. После вулканизации приматывающую ленту снимают, отформованную накладку направляют на дальнейшую сборку.
Примеры реализации способа приведены в таблицах 1 и 2.
Условия проведения процесса прессования заготовки накладки
Полученные результаты
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕХЛОВ | 2005 |
|
RU2300656C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕЧЕХЛА ДЛЯ ВКЛАДНОГО ЗАРЯДА ИЗ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА К РАКЕТНОМУ ДВИГАТЕЛЮ И ТЕПЛОЗАЩИТНЫЙ МАТЕРИАЛ | 2014 |
|
RU2557629C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОГОНАЖНЫХ ИЗДЕЛИЙ С ОБЪЕМНЫМ РИСУНКОМ СЛОЖНОЙ КОНФИГУРАЦИИ НА ВУЛКАНИЗАТОРАХ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2000 |
|
RU2169076C1 |
| БРОНЕЧЕХОЛ ДЛЯ ВКЛАДНОГО ЗАРЯДА ИЗ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА К РАКЕТНОМУ ДВИГАТЕЛЮ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2336259C2 |
| КЛЕЕВОЙ СОСТАВ | 2008 |
|
RU2372369C1 |
| СПОСОБ КРЕПЛЕНИЯ ЗАРЯДА СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА К КОРПУСУ РАКЕТНОГО ДВИГАТЕЛЯ | 2007 |
|
RU2338916C1 |
| Вкладыш соплового блока РДТТ из углестеклопластика с регулируемой эрозионной стойкостью | 2020 |
|
RU2767242C1 |
| ЗАРЯД РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2002 |
|
RU2216641C1 |
| БРОНЕЧЕХОЛ ДЛЯ ВКЛАДНОГО ЗАРЯДА ИЗ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА К РАКЕТНОМУ ДВИГАТЕЛЮ | 2012 |
|
RU2487852C1 |
| КЛЕЕВОЙ СОСТАВ | 2004 |
|
RU2259381C1 |
Изобретение относится к ракетной технике. Предложен способ изготовления сферической накладки резинотканевого чехла для защиты набора секторов, формующих кольцевую проточку в канале заряда из смесевого ракетного твердого топлива. Из невулканизованной каландрованной резины с подложкой ткани изготавливают заготовку сферической накладки путем прессования между плоскими плитами пресса под давлением 40…120 кгс/см2 при температуре 15…30°С в течение 5…25 мин, затем полученную заготовку формуют и вулканизируют на оправке. Изобретение направлено на повышение прочности соединения резины с тканью при изготовлении сферической накладки. 1 з.п. ф-лы, 2 табл.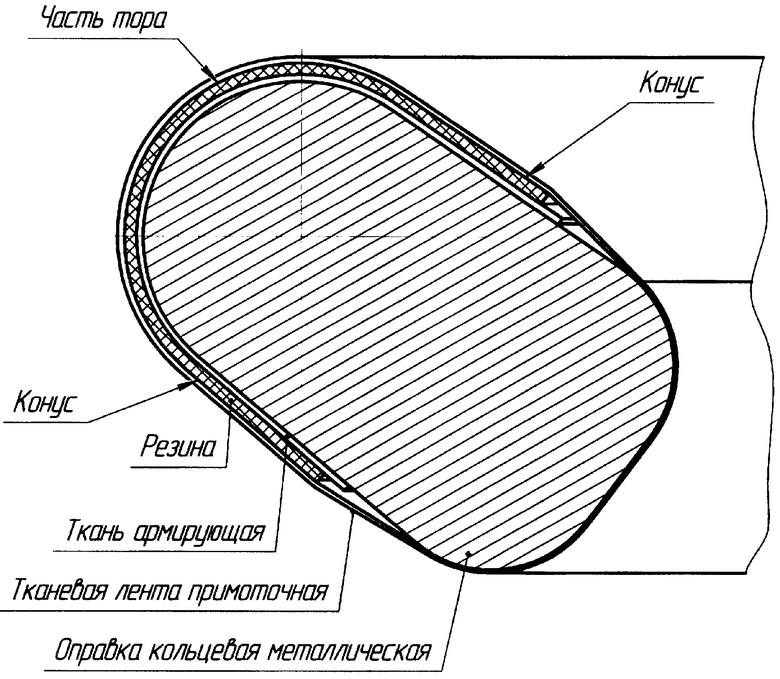
1. Способ изготовления сферической накладки резинотканевого чехла для защиты набора секторов, формующих кольцевую проточку в канале заряда из смесевого ракетного твердого топлива, отличающийся тем, что изготавливают заготовку сферической накладки из невулканизованной каландрованной резины с подложкой ткани путем прессования между плоскими плитами пресса под давлением 40…120 кгс/см2 при температуре 15…30°С в течение 5…25 мин, затем полученную заготовку формуют и вулканизируют на оправке.
2. Способ по п.1, отличающийся тем, что прессование осуществляют последовательными участками по длине плит пресса с нахлестом зоны прессования от 10 до 30 мм.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕХЛОВ | 2005 |
|
RU2300656C2 |
| СПОСОБ И ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ТВЕРДОТОПЛИВНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 1998 |
|
RU2213877C2 |
| US 3492815 А, 03.02.1970 | |||
| GB 1039172 А, 17.08.1966. | |||

